Изобретение относится к механической обработке металлов, в частности к устройствам для снятия фасок, и может быть применено для снятия внутренних фасок на сверлильных, агрегатных н токарных станках.
Известно устройство для снятия фасок, содержащее качающийся резцедержатель с инструментом и рычаг с роликом, контактирующим с копиром 1.
Недостатком такого устройства является невозможность снятия фасок на внутренних пересекающихся поверхностях вращения.
Цель изобретения - повышение точности и качества обработки при снятии фасок на внутренних пересекающихся поверхностях вращения.
Для этого в устройстве для снятия .фасок, содержан1,ем качак)дийся резцедержатель с инструментом н рычаг с роликом, контактирующим с копиром, рычаг жестко соединен с резцедержателем, ось качания которого перпендикулярна к оси одной из пересекак)Н1ихся поверхностей и расположена в одной плоскости с указанной осью, а радиус качания режун1ей кромки инструмента равен радиусу качания ролика в точке контакта последнего с копиром.
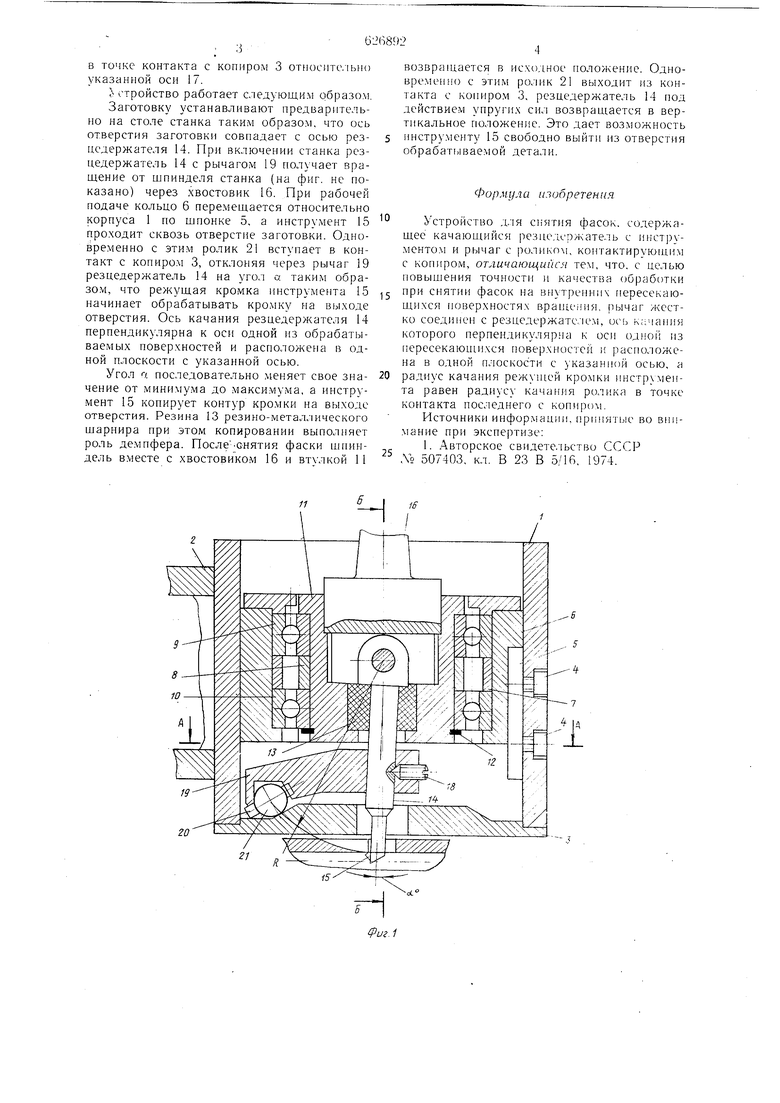
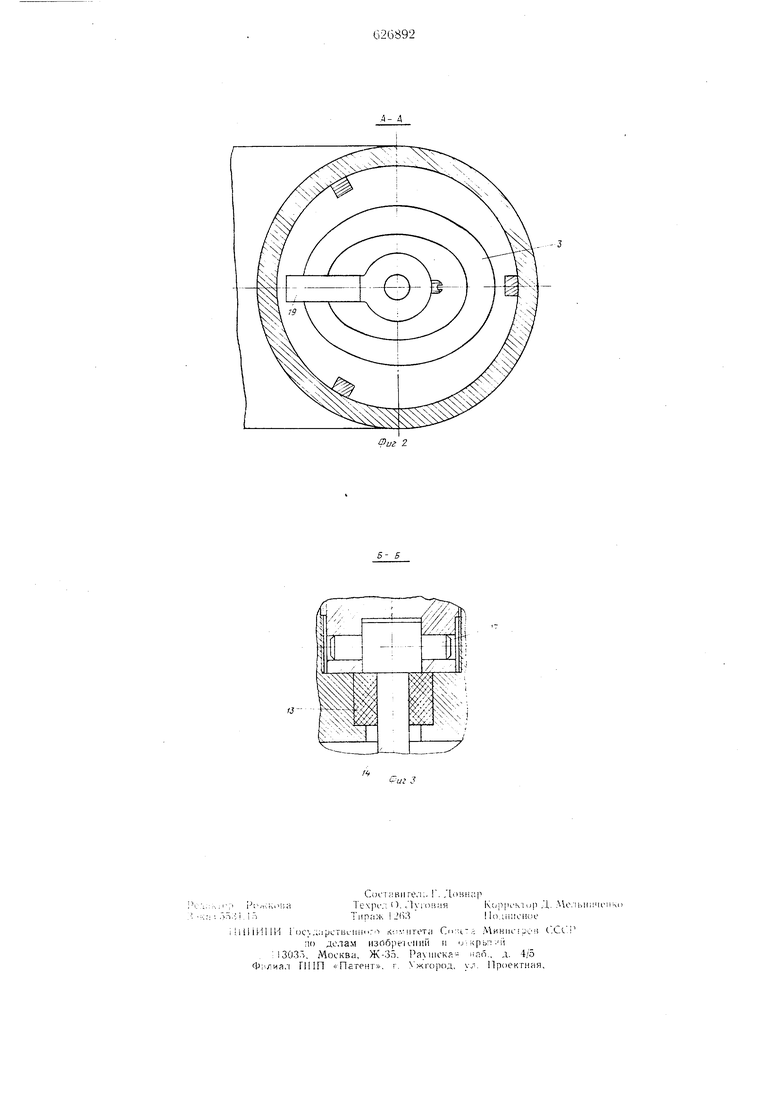
На фи1-. изображено устройство для снятия фасок, продольный разрез; на фиг, 2 - разрез А-А фнг. 1;нафиг. 3 - ра.эрез Б--Б фиг, 1.
Устройство для снятия фасок содержит
корпус 1 с КрОНП. 2 и )М 3. В КОр иусе 1 пинтами 4 закреплена шпонка 5, входящая в паз кольца б, в котором на распорных втулках 7 и 8 смонти}юваны подшипники 9 н И). Ма внутренних кольцах подщипьп коп 9 и 0 закреплена втулка 11 со стопорным кольцом 12. в гнезда втулки 11 залита резина 13, охватываюнсая резцедержатель 14 с инструментом 15 таким образом, что втулка 11. резина 13 и резцедержатель М представляют собой резино-металлический шарнир. Для ориентированного качания инструмента 15 резцедержатель 14 закреплен в хвостовике 16 па оси 17. На резцедержателе 14 стопорным винтом 18 закреплен 19 с размещенным в нем сенариюром 20 и ролико.м 21. Причем радиус качания режущей кромки инструмента 15 вокруг оси 17 со1и1адает с радиусом качания ро.1ика
в точке контакта с копиром 3 относите.ibno указанной оси 17.
гтройство работает следующим образом.
Заготовку устанавливают предварите.льно на столе станка таким образом, что ось отверстия заготовки совпадает с осью резцедержателя 14. При включении станка резцедержатель 14 с рычагом 19 получает вращение от шпинделя станка (на фиг. не показано) через хвостовик 16. При рабочей подаче кольцо 6 перемещается относительно корпуса 1 по щпонке 5, а инструмент 15 про.ходит сквозь отверстие заготовки. Одновре.менно с эти.м ролик 21 вступает в контакт с копиром 3, отклоняя через рычаг 19 резцедержатель 14 на угол а таким образом, что режущая кромка инструмента 15 начинает обрабатывать кромку на выходе отверстия. Ось качания резцедержателя 14 перпендикулярна к оси одной из обрабатываемых поверхностей и расположена в одной плоскости с указанной осью.
Угол а последовательно меняет свое значение от минимума до максимума, а инструмент 15 копирует контур кромки на выходе отверстия. Резина 13 резино-металлического щарнира при этом копировании выполняет роль демпфера. После .снятия фаски шпиндель вместе с хвостовико.м 16 и втчлкой 11
/7
20
21
возвращается в исх()дное положение. Одновременно с этим ролнк 21 выходит из контакта с коннром 3, резцедержатель 14 под действием упругих сил возвращается в вертикальное положение. Это дает возможность инстру.менту 15 свободно выйти из отверстия обрабат1)1вае.мой детали.
Формула изобретения
Устройство для сьятия фасок, содержащее качающийся {резцедержатель с инструментом и рычаг с роликом, контактирующим с копиром, отличающийся тем, что, с целью повышения точности и качества обработки при снятии фасок на внутренних пересекающихся поверхностях вращения, рычаг жестко соединен с резцедержатс.лем, ос) качании которого перпендикулярна к оси одной из пересекающихся поверхностей и расположена в одной плоскости с указанной осью, а радиус качания режун1ей кро.мки инструмента равен радиусу качания ролика в точке контакта последнего с копиром.
Источники инфорл ации, принятые во вни.мание при экспертизе:
1. Авторское свидете.1ьство СССР ,Vo 507403. кл. В 23 В 5/16, 1974.
/if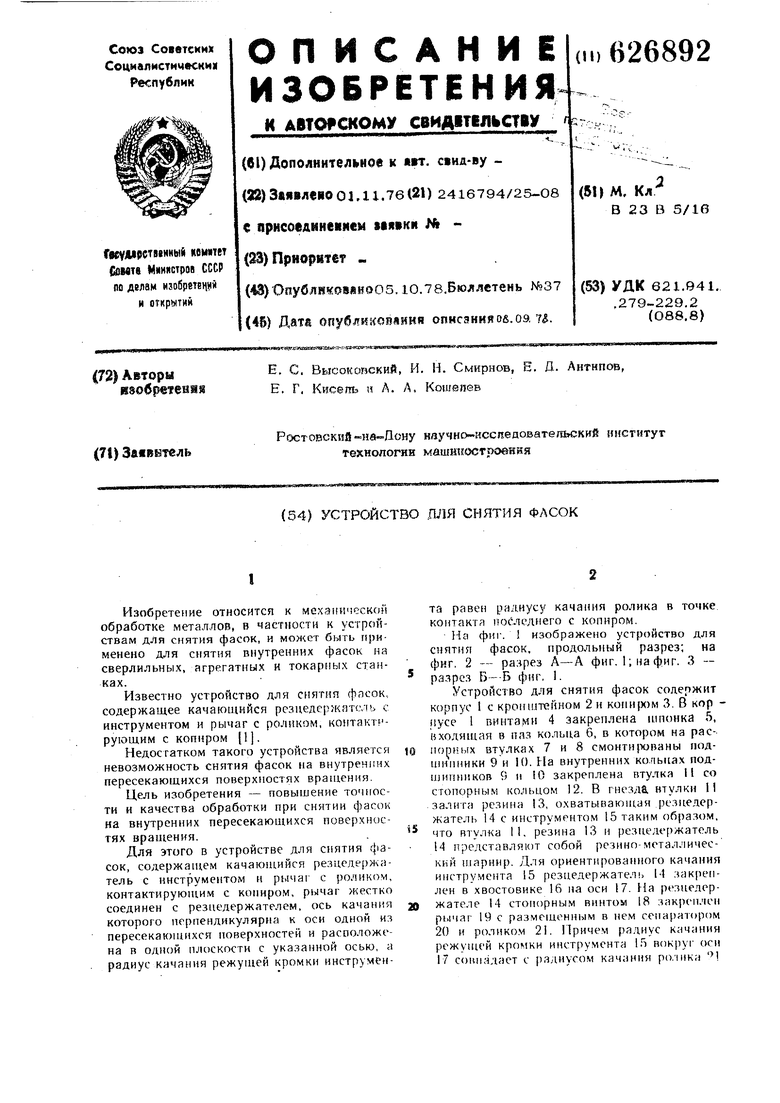
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Устройство для снятия внутренних фасок в отверстиях цилиндрических деталей | 1987 |
|
SU1458094A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1991 |
|
RU2024358C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2004 |
|
RU2254964C1 |
| Устройство для снятия фасок | 1980 |
|
SU931330A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
/J
