1
Изобретение относится к обработке металлов давлением и может быть использовано для получения прецизионной и микроленты из проволоки из т ; уднодеформируёмых и легкоокисляющихся металлов и сплавов.
Известны способы получения ленты из проволоки методом ковки и волочения с применением энергии ультразвуковых колебаний, прикладываемой к обрабатывающим инструментам lJ,P .
В этом случае ковку и волочение проволоки ведут на воздухе при нормальных температурах. Под действием ультразвуковых колебаний при деформации на воздухе при нормальных температурах с поверхности обрабатываемого металла удаляются окислы и имеет место контакт между неокисленным металлом и поверхностью инструмента, что приводит к развитию очагов схватывания, которые разрушаются вследствие высокочастотных колебаний инструмента. Это ведет к увеличению шероховатости поверхности лент
Известен также способ получения ленты из проволоки путем ковки с . применением ультразвуковых колебаний в вакууме при высоких температурах. Д этом случае усилие, необходимое
для деформации, создается ультразвуковыми колебаниями с приложением статической нагрузки з.
Недостаток известного способа состоит в том , что при получении ленты из проволоки из труднодеформируемых и легкоокисляющихся металлов и сплавов в зоне контакта обрабатывающих инструментов с поверхностью обрабатываемых металлов происходит резкое повышение температуры до 1000-1200 С даже без нагрева инструментов и обрабатываемого металла .
В вакууме при высоких темпера5турах в зоне контакта инструментов с обрабатываемой поверхностью металла происходитеще более резкое повышение температуры (до 1500-2000 С) вследствие ухудшения теплоотвода в
0 окружающую среду в условиях вакуума и действия высоких температур. При резком увеличении температуры интенсифицируются процессы схватывания между обрабатывающими инструментами
5 и обрабатываемым металлом во время His Контактного взаимодействия вследствие разрушения на поверхностях металла и инструментов окисных пленок под действием ультразвуковых колебаний
0 и образования контакта между неокис,
ленной (ювенильной) поверхностью металла и поверхностью инструмента. Под действием у.льтразвуковьпс коле баний происходит периодическое раз рушение очагов схваТЕавания; на поверх ности контакта, что приводит к v. личению шероховатости-поверхности ленты
Креме Toroj, щз-и резком повыиении те тературы в зоне контакта происходит локальный отпуск инструмента, вследствие чего увеличивается его износ, приводящий к ухуд йению ка: чества , поверхности ленты „
Целью изобретения является поаыа енне качества получаемой лекты.
Это достигается тем, что по пре,д лагаемому спсюобу в процессе ковки обрабатывшойше инструменты и проволоку охлаждают до температуры от до порога кладнсшомкости обраUaTHsaeNffisx металлов и сплавов, Проводимое в процессе ковки охлалаз,ение обрабатывающих инстру ментов и проволоки позволяет уменьшить нагрев поверхностей деформируемого материала и инструментов в зс не контакта, что приводит к уменьше нию схватываний между обрабатывающими инструментам - к обрабатывает&ш материалом,;а также улушдагаь механические характеристики получаемой ленты {повысить пределы прочности, текучести усталости -и твердости) к уменьшить износ обрабатываюадах инст рументоБ.
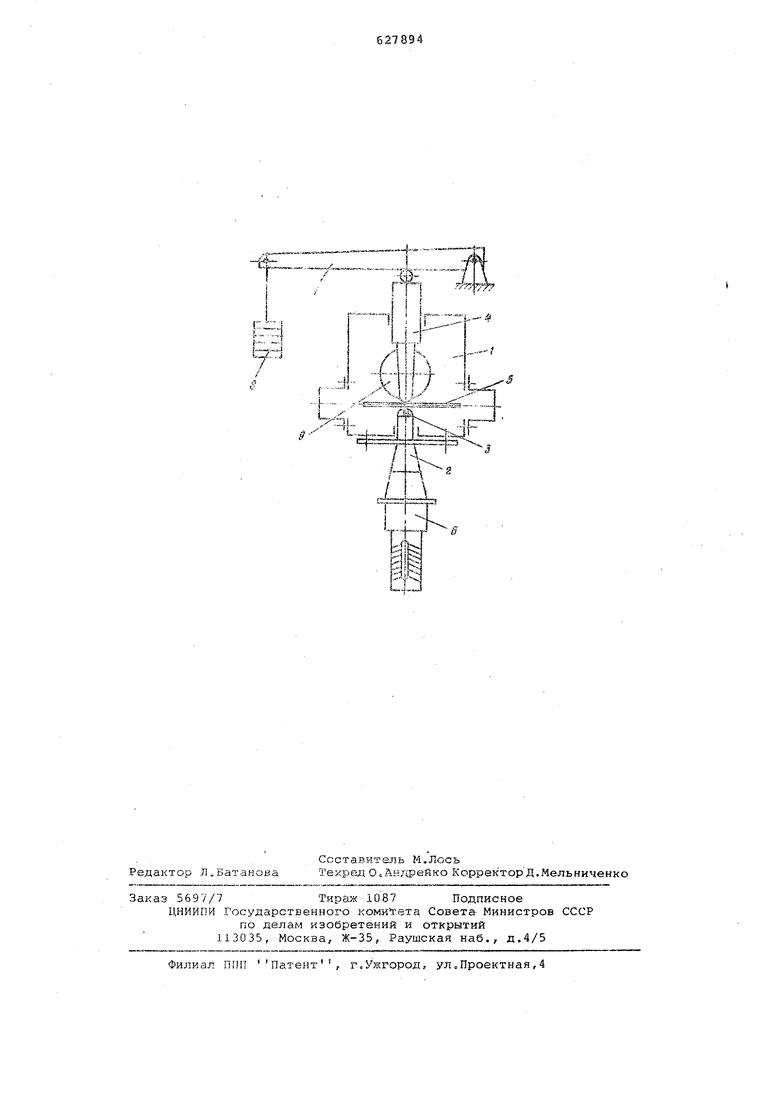
На чертеже схематически изобралсено устройство д/м реалиэадии описываемого способаа
В вакуумной Kc iepe 1 установлена волновод 2 с бойком 3 и пуансон 4, между которыми- накодится проволока 5.
Волновод 2 жестко соединен при noj:JK mn резьбы с магнитострикдиоиным преобразователем 6, Для создания статической нагрузки служат рычаг 7 и груз 8, а для откачки воздуха окн 9.
Приме р. Проволоку 0 1 из нержавеющей стали Х18Н10Т устанавливают между бойком 3 и пуансоном 4. Затем герметизируют вакуумную камер 1 и создают в ней вакуум 5 мм После этого охлаждают проволоку и обрабатывающие инструменты {волново с и пуансон), до температуры
минус . Затем при нагрузке на пуансон равной 40 кгс, подают на волновод ультразвуковые колебания частотой 22 кГц и амплитудой 10 глкм и включают привод движения проволоки (на чертеже не показан) со скоростью
б M/J-ftT U
Предлагаемое изобретение обеспечивает по сравнению с известными споco6ai.4H следукадие преимущества:
возможность получения прецизионной
ленты и микролекты любых профилей
из труднодеформируемых и легкоокислйющихся металлов к сплавов {нержа в€;ющик сталей, титана и др.), что особенно важно в современном приборо и машиностроении;
уменьшение шероховатости, повышение точности обработки и улучшение механических характеристик (повы1ыение пределов прочности, текучести и усталости, возрастание твердости) , получаемой ленты;
увеличение износостойкости деформирующих инструмеЕ5тов
Формула изобретения
Способ получения ленты из проволоки из труднодефор;.-.ируемых и легкоокисляющихся металлов и сплавов пуTeivi ковки с применением ультразвуковых: колебаний в вакууме, отличающийся тем,, что, с целью повышения качества получаемойленты, в процессе ковки обрабатывшощие инструменты и проволоку охлаждают до
температуры от до порога хладноломкости обрабатываемых металлов #и сплавов.
Источники информации, принятые
0 во внимание при экспертизе:
1.Авторское свидетельство
f 3.13593, кл. В 21 F 21/00, 1971.
2.Северденко В.П., Клубович В.В., Степаненко А.В„ Ультразвук и пластич0 ностьр Минск, Наука и техника , 1976, СЛ72-173.
3.Северденко В.П., Клубович В.Во, Степаненко А.В. Ультразвук и пластичность. Минск Наука и техника
g 1976, с Л 75.
4.Коновалов Е,Г., Сидоренко В.А. Чистовая и упрочняющая ротационная обработка поверхностей. Минск, Высшая школа , 1968, с.313-314.
tJjijr :s
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многократного волочения металлических изделий с применением радиальных ультразвуковых колебаний | 1978 |
|
SU735355A1 |
| Устройство для выдавливания с наложением ультразвуковых колебаний | 1980 |
|
SU1000139A1 |
| Устройство для листовой вытяжки | 1979 |
|
SU845970A1 |
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛА С ПРИМЕНЕНИЕМ ВО ВРЕМЯ ДЕФОРМАЦИИ ЭЛЕКТРОПЛАСТИЧЕСКОГО ЭФФЕКТА И УЛЬТРАЗВУКА | 2012 |
|
RU2525966C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ С ПРИМЕНЕНИЕМ РАДИАЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2004 |
|
RU2271889C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| Устройство для волочения металла с наложением на инструмент ультразвуковых колебаний | 1988 |
|
SU1614878A1 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
Ih
а
J.
