1
Изобретение относится к обработке металлов давлением,а именно к устройствсМ для вытяжки листовых металлов с Нсшожением ультрайвуковых колебаний.
Известно устройство для листовой вытяжки, содержащее вытяжную матрицу со скругленным вытяжным ребром и охватывающий ее излучатель ультразвуковых колебаний, торец которого расположен в одной плоскости с торцом матрицы i) .
Однако при использовании известного устройства наблюдается снижение предельной степени вытяжки, определяемой сопротивлением деформированию и несущей способностью опасного сечения, образующегося на свободном участке заготовки, заключенном в зазоре между пуансоном и матрицей. Это вызвано в первую очередь воздействием ультразвука на заготовку, ведущим к снижению статического предела текучести и сил контактного трения. В результате .снижается сопротивление деформированию. Кроме того, ультразвуковые колебания на вытяжном ребре матрицы повышают пластичность дефсн) ишруемого металла в зоне образования опасного сечения, в результате чего несущгш способность опасного сечения
снижается.. Недостатком устройст а
является также ниэкел стойкость м|атримате KaJia цы, вызванная схватыванием заготовки с поверхностью вытяжного. сйчетаребра матрицы, обусловленным
цавнием значительнохю нормального кэнления с периодическим сдвигом тактных поверхностей заготовки матрицы.
10
цель изобретения - повышение
престойн|остидельной степени вытяжкИ и матрицы.
Для достижения этой цели усойройство снабжено демпфирующей прО1 Лад15 кой, пояючэниой между матрицей
и изс толлучателем, а матрица выполнена щиной стенки, равной величине радиуса скругленИя вытяжного ребра.
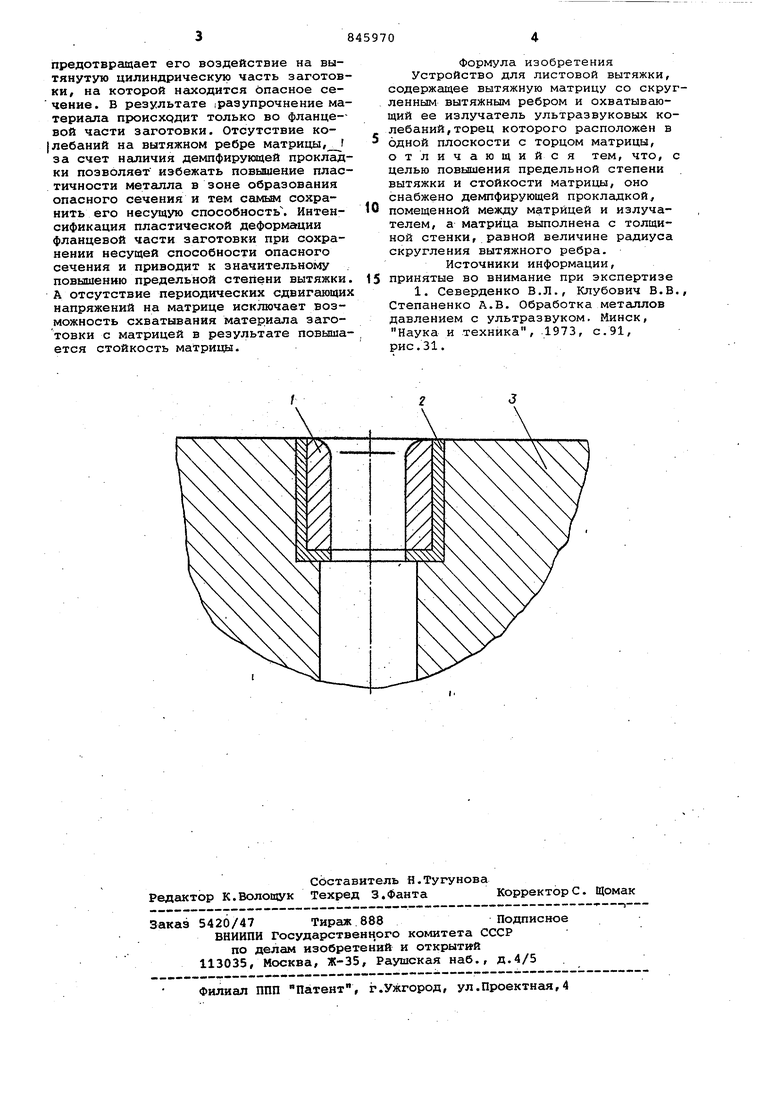
На чертеже показано устройство.
Вытяжная матрица 1 с дёмпфис ующей
20 прокладкой 2 установлена в oi излучателя 3, торец которого pdcnoл{ кен в одной плоскости с торцам матрищ:. Демпфирующая прокладка
мс жет 25 быть изготовлена из материалов обладающих виброгасящими свойсг
вами (свинец, фторопласт, текстолит
Предлагаемое устройство обе4печина
линь вает воздействие ультразвука загото ки 30 плоскую фланцевую часть и
предотвращает его воздействие на вытянутую цилиндрическую часть заготовки, на которой находится опасное сечение. В результате iразупрочнение материала происхрдит только во фланцевой части заготовки. Отсутствие колебаний на вытяжном ребре матрицы,1 за счет наличия демпфирующей прокладки позволяет избежать повьниение пластичности металла в зоне образования опасного сечения и тем самьм сохранить его несущую способность Интенсификация пластической деформации фланцевой части заготовки при сохранении несущей способности опасного сечения и приводит к значительному повышению предельной степени вытяжки. А отсутствие периодических сдвигающих напряжений на матрице исключает возможность схватывания материала заготовки с матрицей в результате повьаиается стойкость матрицы.
Формула изобретения Устройство для листовой вытяжки, содержащее вытяжную матрицу со скругленным вытяжным ребром и охватывающий ее излучатель ультразвуковых колебаний, торец которого расположен в 5 одной плоскости с торцом матрицы, отличающийся тем, что, с целью повышения предельной степени вытяжки и стойкости матрицы, оно снабжено демпфирующей прокладкой, o помещенной между матрицей и излучателем, а матрица выполнена с толщиной стенки, равной величине радиуса скругления вытяжного ребра.
Источники информации, 5 принятые во внимание при экспертизе
1. Северденко В.Л., Клубович В.В., Степаненко А.В. Обработка металлов давлением с ультразвуком. Минск, Наука и техника, 1973, с.91, рис.31.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Способ изготовления полых двухслойных изделий | 1983 |
|
SU1088845A1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Способ глубокой вытяжки цилиндрических деталей из листовых профилированных по толщине заготовок | 2018 |
|
RU2701437C1 |
| Устройство для вытяжки с нагревом | 1985 |
|
SU1299662A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ НАЛАДКИ И РЕМОНТА ВЫТЯЖНЫХ ШТАМПОВ В МЕЖРЕМОНТНОМ ОБСЛУЖИВАНИИ | 2010 |
|
RU2475323C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Способ изготовления полых деталей и штамп для его осуществления | 1988 |
|
SU1606232A1 |
