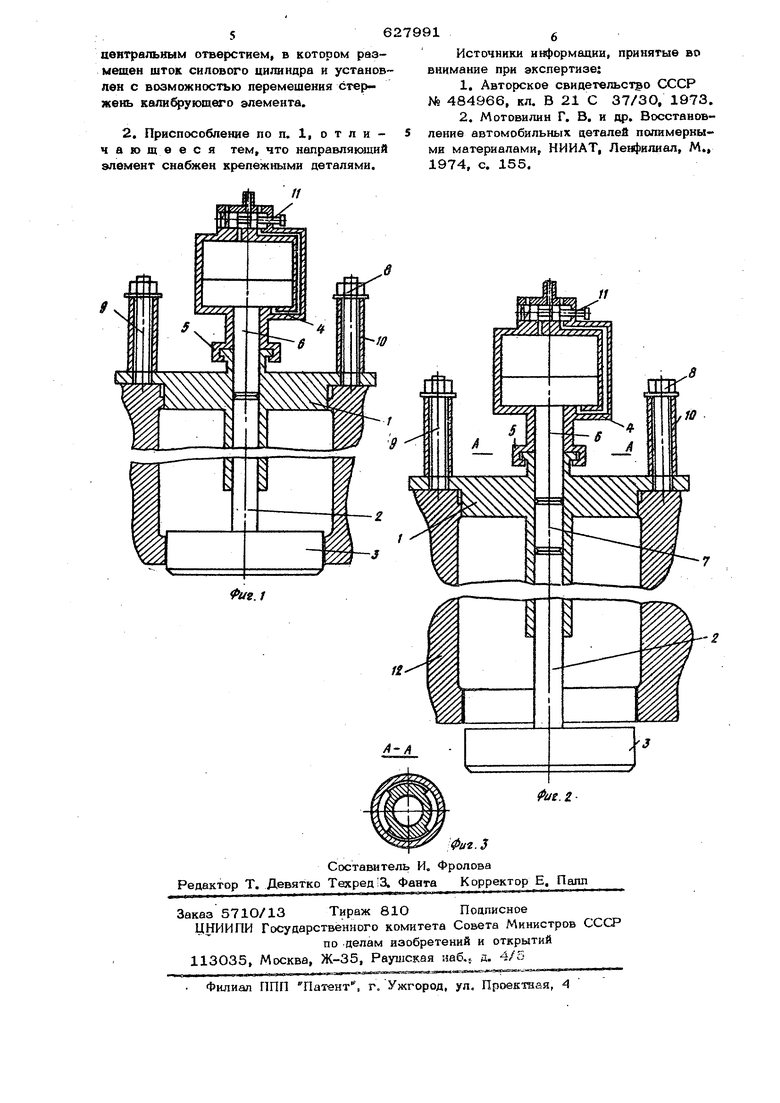
(54) ПРИСПОСОБЛЕНИЕ ДЛЯ РЕМОНТА И КАЛИБРОВКИ ОТВЕРСТИЙ ПОЛИМЕРНЫМ МАТЕРИАЛОМ jt( деформации приспособления и нарушению высокой (до 0,01 мм) точнсхзти его изго товления. Целью изобретения является повышение качества и производительности ремон та отверстий. Достигается это тем, что гсриспособление рнабжено соосно. установленным с направляющим элементом силовым цилинОром, корпус которого связан разьемным соединением с направляющим элементом, а шток выполнен из двух отдельных частей, причем направляющий элемент выполнен с центральным отверстием, в коTopcAf размещен шток силовэт о цилин1фа и установлен с возможностью перемещения стержень калибрующего элемента, На фкг. 1 дан общий вид устройства (продольный разрез)} на фиг. 2 тож&|в момент извлечения калибрукяцего стерж ,, на фвг. 3 - сечение на фяГо 2. П{М1Сп6собление содержит направляюошй элемент 1 с центральным отверстием установ/ енный с возможностью перемещения стержень 2 с жестко закрепленнык цилиндрическим калибрукнцим элементом 3, силовой пневматический цилиндр, корпус 4 которого разъемным соединением 5 связан с направляющим элементом, а щток выполнен из двух частей 6 и 7. Направляющий элемент снабжен крепежными деталями, напртмер гайками 8, шЕгалькамн 9 и дистанционными втулками 10 Золотник 11, расположенный в корпусе пневмоцилиндра, служит для подачи сжатого воздуха в поршневую или штоковую полости пневмоцилиндра. Часть штока 7 служит для удлинения штока и имеет длину, равную высоте калибрующего элемента. Работа приспособления рассматривается на примере восстановления гнезда в блоке под нижнее посадочное место гиль- эы цилиндра двигателя внутреннего сгорания. На поверхность гнезда наносится слой полимерной композиции (блок цилиндров расположен так, что оси гильз занимают горизонтальное положение, то.есть приспособление установлено С поворотом на 9О относительно того, как оно изображено на рисунке). Шток поршня занимает крайнее верхнее положение, и стержень 2 введен в отверстие направляющего элеме та 1. В таком положении приспособление вводится в гнездо ремонтируемого блока 12 и крепится на нем посредством крепежных/деталей 8,9 и 10. Затем подают сжатый воздух в поршне вую полость пневмоцилиндра (для этого Ь 914 золотник 11 устанавливается в соответствующее положение), поршень lyieBMoцилиндра перемещает шток 6 вниз, шток 6, упираясь в стержень 2, вводит калибрующий элемент 3 в гнездо под нижнее посадочное место гильзы Цилиндра (в таком виде приспособление дано на фиг, 1), Далее сжатый воздух подается в штоковую полость пневмоцилиндра, и шток 6 занимает крайнее верхнее положение. Затем корпус 4 цилиндра отделяется от направлякнцего элемента 1 и ремонтируемую деталь с размещенными в ней направляющим и калибрующим элементами направляют для ускорения процесса . отверждения полимерного материала в сушильную камеру на термообработку. Затем после отверждения полимерного матери-ала в отверстие направляющего элемента вставляется часть 7 штока, после ИТОГО корпус цилиндра соединяется с направляющим элементом, подается сжатый воздух в поршневую полость пневмоцилиндра, удлиненный шток перемещается вниз, давит на стержень 2. и выталкивает калибрунжщй цилиндр 3 из гнезда. После этого приспособление разбирается и изв- лекается из блока 12, Выполнение приспособления ссягласно изобретению обеспечивает соосность нижнего гнезда с верхним, а также перпендикулярность оси восстанавливаемого отверстия оси вращения коленчатого вала. Благодаря применению в приспособлении пневмоцнлиндра, удается создавать большие осевые усилия без использования для этого энергия удара, тем самым не нарушается геометрия приспособления и выдерживается высокая первоначальная точность его изготовления. Это способствует высокому качеству ремонта, а также повышает производительность приспособления и облегчает работу с ним. Формула изобр е т е н и я 1,.Приспособление для ремонта и калибровки отверстий полимерным материалом, содержащее направлякший элемент и Соосно установленный с ним стержень с жестко закрепленным цилиндрическим калибрующим элементом, отличающееся тем, что, с целью повышения качества и производительности, оно снаб жено соосно установленным с направляющим элементом силовым цилиндром, корпус которого связан разъемным соединением с направляющим элементом, а шток выполнен из двух отдельных частей, причем направляющий элемент выполнен с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВВЕДЕНИЯ ПЛЕТИ ПЛАСТМАССОВЫХ ТРУБ В ВОССТАНАВЛИВАЕМЫЙ НЕГЕРМЕТИЧНЫЙ ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319059C2 |
| Автоматическая роторная установка для формования полых полимерных изделий | 1988 |
|
SU1537562A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| ЦИЛИНДР УПРАВЛЕНИЯ ФОНАРЕМ САМОЛЕТА | 2012 |
|
RU2492366C1 |
| Ручное устройство для сборки | 1987 |
|
SU1447515A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Устройство для нанесения электрически заряженных порошкообразных материалов на внутреннюю поверхность изделий | 1973 |
|
SU528951A1 |
| СЕЛЕКЦИОННЫЙ КОМБАЙН С УСТРОЙСТВОМ ДЛЯ УЧЕТА СОБРАННОЙ МАССЫ | 1992 |
|
RU2045149C1 |
| Поточная линия для сборки заготовки верха обуви | 1981 |
|
SU1233853A1 |
| РЕАКТИВНЫЙ ВАКУУМНО-КОМПРЕССИОННЫЙ ДВИЖИТЕЛЬ | 2005 |
|
RU2285817C1 |
