2.Линия по П.1, отличающаяся тем, что устройство ,цля предварительного формования пяточного узла заготовки содержит формующий нагревательный пуансон с продольными пазами, жестко закрепленньй посредством рабочей стойки, направляющий
и подпружиненньй стержни, расположенные в пазах пуансона, и установ- ленньш соосно подпружиненному стержню силовой цилиндр, шток которого расположен с возможностью взаимодействия с ним.
3.Ли ния по п. 1, отличающаяся тем, что.устройство для подачи и фиксации деталей союзочного узла, имеет зубчато-реечную передачу, рейка которой закреплена на штоке
силового цилиндра, а захваты вьтол- нены в виде пластин, установленных с возможностью попарного взаимно про тивоположного вращения и закрепленных на .другом конце рейки посредст- вом шестерни.
4.Линия поп,1, отличающаяся тем, что механизм подачи и фикса1щи деталей пяточного узла
. Изобретение относится к оборудованию обувного производства, а именно к машинам-автоматам для сборки обувных заготовок, например, клеевьм способом, токами высокой частоты или ультразвуком.
Известен аппарат для сборки обувных заготовок, состоящий из сборочных платформ, снабженных вакуум-насосом, подсвечивающим экраном для ориентадаи заготовок на соответствующие платформы-плоскости, устройства для нагрева клеевой пленки и устройства для сжатия склеиваемых эле-, ментов заготовки.
Однако недостатком такого аппарата является то, что он производит только сборку плоских сборочных элементов заготовок верха обуви, которые требуют дальнейпшх операций Щ1Я получения пространственной формы, а также не производит формования пяточной части заготовок при сборке
V3853
имеет дополиительньй силовой цилиндр, установленный с возможностью вращения вокруг его оси посредством зубчато-реечной передачи, рейка которого закреплена на штоке первого силового цилиндра,
5.Линия ПОП.1, отличающаяся тем, что механизм накладки и предварительного соединения союзочного и пяточного узлов имеет гладильные стержни и силовой цилиндр, шток которого несет рейки расположенные одним концом в пазах силового цилиндра пяточного узла, а дру- гим. концом соединенные с гладильны- №1 стержнями,
6.Линия по П.1, отличающая с я тем, что каждое приспособление ,для загрузки деталей состоит из двухсекционного стола-накопителя, установленного под соответствукицими захватами, и базирующих штифтов для взаимодействия соответственно с захватами - пластинами и пяточными захватами, закрепленных на столе-накопителе .
Известен аппарат для сборки заготовок верха обуви, состоящий из движущегося конвейера, на который автоматически укладываются детали верха приспособления для удержания деталей при сборке, высокочатотной установки для активации предварительно намазанной клеевой штенки на деталях и скреплетя деталей, установки для выгружения собранной заготовки.
Однако недостатком данного аппарат та также является невозг;сжиость производить пространстве-мую сборку за
готовок, формование гогиой части заготовки. Кроме того, отсу;ствует
высокая точность взаимного сопряжения деталей верха при сборке.
Р1звестна автоматическая поточная линия для сборки заготовки верха обу- ви, содержащая приспособление для загрузки деталей, устройство для подачи и фиксации союзочного узла, имеющее силовой дилиндр и захваты, мехаииэм п 5дачи и фиксации деталек пяточного узла, снабженньп закрепленными на гатоке силового Щ1линдра с пазами .пяточными захватами, механизм накладки и предварительног о соединения сою- зочного и пяточного узлов и приспособление для активации клеевой пленки на деталях и последующего iTpecco- вання соединительного шва заготовки.
Недостатком такой линии является отсутствие высокой точности сопряжения деталей, не обеспечивающее пространственной формы заготовки формование пяточной части при сборке.
Целью изобретения является повышение производительности и качества сборки обувных заготовок за счет обеспечения пространственной формы заготовки.
Поставленная цель достиг-ается тем, что поточная линия содержит приспособление для загрузки деталей,устройство для подачи и фиксации деталей союзочного узла, имеющее силовой цилиндр и захваты, механизм подачи и фикса1даи деталей пяточного узла, снабженный закрепленными на штоке силового цилиндра с пазами пяточными захватами,механизм накладки и предва рительного соединения союзочного и пяточного узлов и приспособление для активации клеевой пленки на деталях и последующег о прессования соеди {и- телыюго шва заготовки, устройство для предварительного формования пяточного узла, кинематически связанное с механизмом подачи и фиксации деталей пяточного узла, а приспособление для активации клеевой пленки на деталях и последующего прессования соединительного шва заготовки содержит с:1ловые цилиндры, смонтированные один против другого и несуише на штоках прессующие электроды-пуансоны.
Линия снабжена также устройством для предварительного формования пяточного узла заготовки, содержащим формующий нагревательньш пуансон с продольными пазами, жестко закреп- ленньй посредством рабочей стойки направляющий и подпружиненньй стержни, расположенные в пазах пуансона, и установленньй соосно подпру- йсиненному стержню силовой цилиндр, шток которого расположен с возможностью взаимодействия с ним.
25
- 5 .
Ю
5
Устройство ,ц.ггя подячи и фиксащти детапей союзочного узла имеет зубчато-реечную передачу, рейка которой зйкреплена на штоке силового цилиндра, а захваты выполнены в виде пластин, установленных с возможностью попарного взаимног о противоположного вращения и закрепленных на другом конце рейки посредством шестерни.
Механизм подачи и фиксации деталей пяточного узла имеет дополнительный силовой цилиндр, установленный с возможностью вращения вокруг его оси посредством зубчато-реечной переда- t5 чи, рейка которого закреплена на штоке первого силового цилиндра.
Механизм накладки и предварительного соединен.ия союзочного и пяточного узлов имеет гладильные стержни и 20 силовой цилиндр, шток которого несет рейки, расположенные одним концом в пазах силового цилиндра пяточного узла, а другим концом соединенные с гладильными стержнями.
Каждое приспособление для загрузки деталей состош- из двухсекционного стола-накопителя, установленного под соответствующими 3axBaTaNM, и базируюш 1х штифтов yIя взаимодействия соответственно с захватамя-пл.ас- тинами и пяточными захватами, закрепленных на столе-накопителе.
Поточная лиЕшя для сборки заготовки верха обуви может быть вьетолнена в сдвоенном варианте для левой и Tipa- вой полупары заготовок.
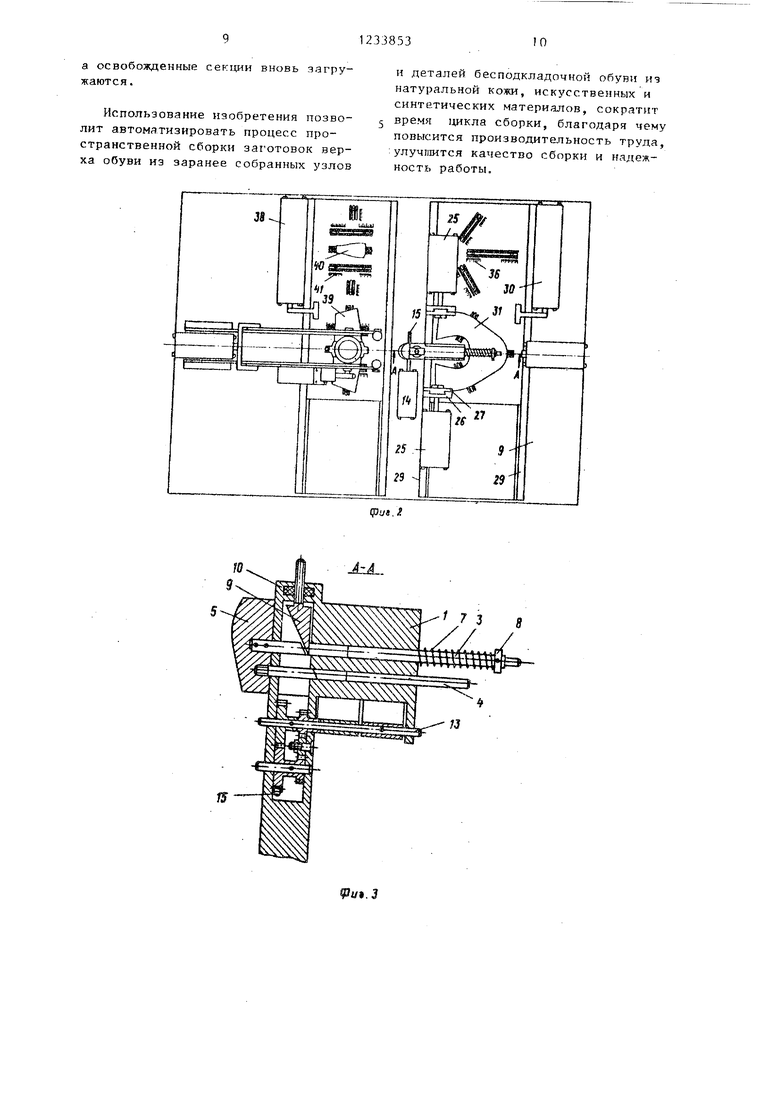
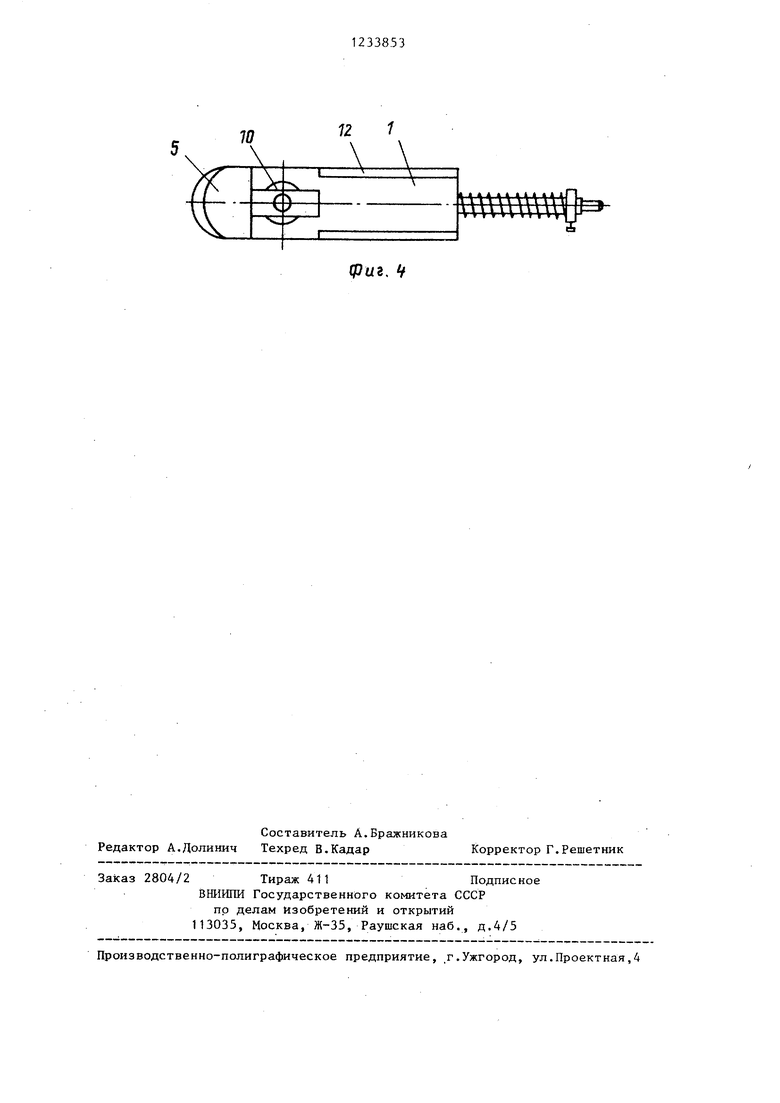
На фиг. 1 изображена поточная линия для сборки заготовки верха обуви, общий вид; на фиг. 2 - то же, вид сверху; на фиг, 3 - разрез А-А на фиг. 2; на фиг. 4 - то же, вид сверху, в неразрезанном виде.Устройство для предварительного формован1 я пяточного узла состоит из сборочной стойки 1, жестко закрепленной на станине 2. Внутри свободно движутся подпружиненный стержень .3 и направляющий стержень 4, которые одним концом закреплены в формующем нагреваемом пуансоне 5, KOTopbrfi получает движение через стержень 3 от силового цилиндра 6 (см. фиг.З). Обратный ход пуансон 5 получает с помощью пружины 7, натяжение которой регулируется гайкой 8, Для сборки и формования пяточной части заготовок разных размеров стойка 1 снабжена клином 9, которьй с помощью регули-
30
35
40
45
50
ровочной гайки 10 движется вверх или вниз, отталкивая или освобождая стержень . 3 и соединенньш с 1шм пуансон 5 на определенную величину. Ход кли на фиксируется стрепкой на шкале 11 (см. фиг.1),
На стойке 1 закреплено устройство для подачи и фикса щи деталей сою зочного узла заготовки, состоящее из двух захватов-пластин 12, имегсяцих липкие поверхности, снабженные вакуум-присосками шш иаколами и по-- лучанйщш вращательное движение по оси 13 в противоположные стороны под прямым углом от силового пневмопи линдра 14 с помощью зубчатой рейки
15,закрепленной на штоке дш1ищ ра и шестерен,
Ли1-шя содержит также механизм по- дачи и фиксащш деталей гшточного узла заготовки, состояЕЩй из силового пневмощшиндра 16, вращающегося вокруг оси под углом и получающего вращательное двиясение от сило- зого пневмоцйли1щра 17 посредством .зубчатой рейки 18 j закрепленной на тптоке цилид)дра 17, и шестеренки 19, жестко закрепленной с цилиндра
16,На щтоке пневмоцилиндра 16 за- креплены захваты 20, имеюгдие липкую поверхность, снабженную вакуум-присоской или дрзтими захватным - средствами.
Для активации клеевой пленки на деталях и последуюагего прессования соединительного шва заготовки линия снабжена устройством, которое содержит два силовых пиевмодилиндра 25, смонтированные один напротив другого на штоках которые закреплены прижимные пластины, состоящие из основагош 26 и сменяющегося прессующего элек-- трода-пуансона 27. Электрод-пуансон изготовлен по конфигурадии скрепляе- мой части заготовки с имитацией mi- точного шва и может нагреваться током до необходимой температуры или подключаться к установкам токов высокой частоты или ультразвука.
Поточная линия снабжена также загрузочными устройствами для сою-- зочного и пяточного узлов заготовки (см. фиг.1 и 2), Загрузочное устройство союзочного узла состоит из двух секционного стола-накопителя 28, ко- торьй по окончании работы на одной секции перемещается по направляющим
j
10 15
20 23
30
(« 40 15 50
55
29 с помощью силового пневмоцнлйнд- ра 30. Чтобы после калсдого захвата верхней детали следующая деталь стопы деталей 31 находилась на одном уровне с осью 13 захватов-пластин 12, стол-накопитель после каждого рабочего цикла поднимается на один шаг, т.е. на толщину детали, посредством движения: зубчатой рейки 32, связанной со столом 1 по направляющей. Зубчатая рейка получает движение от механизма 33, который включается в момент нажатия на базирующий штифт- контакт 34, установленный на столе- накопителе, захватами-пластинами 12, Опускание стола в исходное положение производится, освобоясдая зубчатую рейку 32 от заг епления механизма 33. Обе секции стола-накопителя снабжены системой подпружиненных базирующих 35, между которьгми помещается стопа деталей 31. Базирую- iipe штифты по основаниям соединены между собой и опускаются вместе на определенную величину, когда захваты-пластины 1,2 опускаясь толкают только часть штифтов. Регулирование штифтов на определенный размер заготовки производится передвижением их по {аправляющим пазам на столе с последующим закреплением, фиксируя раз- i jep на шкалах 36 (см.фиг. 2).
Загрузочное устройство пяточного узла заготовки смонтировано аналогично загрузочному устройст; у союзочного узла с той разницей, что стол-накопитель 37 и передвигающий его силовой пневмоцилиндр 38 не совершают движение вверх или В1шз во время работы машины, а регулируются, по высоте и закрепляются на . Стол-накопитель 37 также совершает возвратно-поступательное движение по направляющим и состоит из двух секций, которые снабжены системами подпружиненных базирующих штифтов, между которьми помещается стопа пяточных узлов заготов .:.: 39 „ Штифты соединены.между собо;,. л : ускаются на определенную величину после каждого захвата, перемещаясь захватом 20. На столе 37 закреплены также выпуклые поверхности 40, имеющие вид пяточной части колодки, дня лучшей укладки стопы пяточных узлов заготовки на столе. Размер заготовки устанавливается по шкалам 41.
Линия работает следующим образом
Воздух поступает в штоковую полость пневмоцилиндра 14, при этом шток цилиндра вместе с зубчатой рей кой 15 перемещается, персздает движение через зубчатые передачи захвата пластинам 12, которые, вращаясь по противоположным направлениям вокруг оси 13 под прямым углом, принимают горизонтальное положение, опираются на стопку деталей 31 и захватывают верхнюю деталь из стопы. Перекрывается подача воздуха в штоковую полость цилиндра 14, воздух поступает в бесштоковую полость цилиндра,вследствие чего захваты-пластины 12 вместе с захваченной деталью, вращаясь, поднимаются вверх и занимают исходное положение на стойке 1, В момент захвата захваты-пластины 12, нажимая опускают вниз систему подпружиненных базирующих штифтов 35, в том числе и штифт-контакт 34, посредством чего включается механизм 33, которьш тол- кает вверх зубчатую рейку 32 и соединенный с ней стол-накопитель 28 на один шаг, равньй толщине одной детали, порле поднятия захватов- пластин 12. Отключение механизма 33 производится автоматически.
Затем воздух поступает в верхнюю. полость пневмоцилиндра 16, шток которого вместе с закрепленным на нем захватом 20 опускается вниз и захва- тывает верхнюю деталь (сборочную единицу) из стопы 39 пяточных узлов заготовки. Одновременно выступающая. пластина захвата 20, прижимая, опускает вниз систему подпружиненных базирующих штифтов на определенную величину. Прекращается подача воздуха в верхнюю полость цилиндра 16, воздух поступает в нижнюю полость и шток цилиндра вместе с подушкой и захваченной деталью (сборочной единицей) поднимается вверх.
Срабатывает пневмоцилиндр 17,шток которого вместе с зубчатой рейкой 18 движется вниз, вращая шестеренку 19 и жестко закрепленный с ней пневмоцилиндр 16 против часовой стрелки, под прямым углом, после чего пневмоцилиндр 16 занимает горизонтальное положение. Воздух снова поступает в пневмоцилиндр 16, шток его с захватом 20 и захваченной деталью двига
ю t5 20 5 о
0
ется вперед до пуансона 5 стойки 1 и опирается на него.
После этого воздух поступает в бесштоковую полость пневмоцилиндра 24, шток которого двигает вперед вилку 23, соединенные с ней рейки 22 с гладильными стержнями 21.Стержни, двигаясь вперед, накладывают скрепляемые элементы пяточного узла на скрепляемые элементы союзочного узла, гладят и предварительно соединяют их. Прекращается подача воздуха в бесштоковую полость цилиндра 24, воздух поступает в штоковую полость, отодвигая гладильные стержни 21 от стойки.
Затем воздух поступает в бесшто- ковые полости пневмо1Дилиндров 25, шток которых вместе с основаниями 26 и нагретыми прессую1Щ1ми электродами-пуансонами 27 двигаются вперед к стойке, активируя предварительно намазанную клеевую пленку на скрепляемых элементах заготовки и прессуя их.
Воздух поступает в бесштоковую полость пневмоцилиндра 6, шток цилиндра двигается вперед, садится на конец подпружиненного стержня 3,трл- кает его и отодвигает на определенную величину жестко соединенный с ним пуансон 5, который отодвигаясь, формует пяточную часть заготовки. При Формовании пяточной части с другой стороны на нее действует еще включенный пневмоцилиндр 16, т.е. происходит еще и разглаживание заднего шва. Шток цилиндра 6, отталкивает шток цилиндра 16 на определенную величину вследствие того, что пневмоцилиндр 6 по мощности превосходит пневмоцилиндр 16.
Затем все механизмы линии возвращаются в исходные положения, освобождая заготовку, которая сш1мается со сборочной стойки через зазор между концом стержня 3 и штоком гщлинд- - ра 6.
Во время работы линии на одних секциях столов-накопителей 28 и 37 следующая партия деталей укладьша- ется на других секциях между базиру- штифтa ffl, заранее регулируя размер. По окончании работы на одних секциях гшевмоцилин,дры 30 и 38 передвигают загруженныесекции под рабочие органы захватных устройств.
а освобожденные секции вновь загру-и деталей бесподкладочной обуви из
жаются.натуральной кожи, искусственных и
синтетических материалов, сократит
Р1спольэование изобретения позво-г время 1гикла сборки, благодаря чему
лит автоматизировать процесс про-повысится производительность труда,
странственной сборки заг отовок вер-:улучшится качество сборки и надежха обуви из заранее собранных узловность работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| Полуавтомат для формования и сборки обуви клеевого метода крепления подошвы | 1958 |
|
SU118151A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Машина для формования обувных заготовок на колодке | 1973 |
|
SU455737A1 |
| Машина для формования пяточной части заготовки верха обуви | 1984 |
|
SU1266515A1 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |
| Полуавтомат для клеевой затяжки кромки заготовки обуви | 1959 |
|
SU126761A1 |

0
IS
w
72 /
(pu3. V
| Тягово-сцепное устройство | 1985 |
|
SU1323415A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США № 3608118, кл | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Technicuir, 1979, № 3, р.62-64. | |||
