(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ КАРЕТКА | 2024 |
|
RU2829165C1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Головка сварочного автомата | 1989 |
|
SU1655735A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| Устройство для многоточечной контактной сварки | 1981 |
|
SU1006129A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |

1
Изобретение относится к устройствам для автоматической дуговой сварки, рабо°Ч51Й цикл которых определяется и постоянно контролируется в функции подачи инструмента.
Известно устройство для автоматической сварки, содержащее держатель сварочнвой горелки с двигателем и программное устройство lj.
Недостатками известного устройства является то,что система синхронизации охватывает часть параметров сварки и при программировании последовательность всех параметров задается заранее, при этом информация о действительном состоянии сва- powioro аппарата отсутствует.
Целью изобретения является улучшение синхронизации параметров сварки и упрощение оборудования.
Поставленная цель достигается тем, что устройство снабжено датчиком перемещения, установленным на двигателе яер жателя, а программное устройство выполнено в виде шагового электродвигателя,
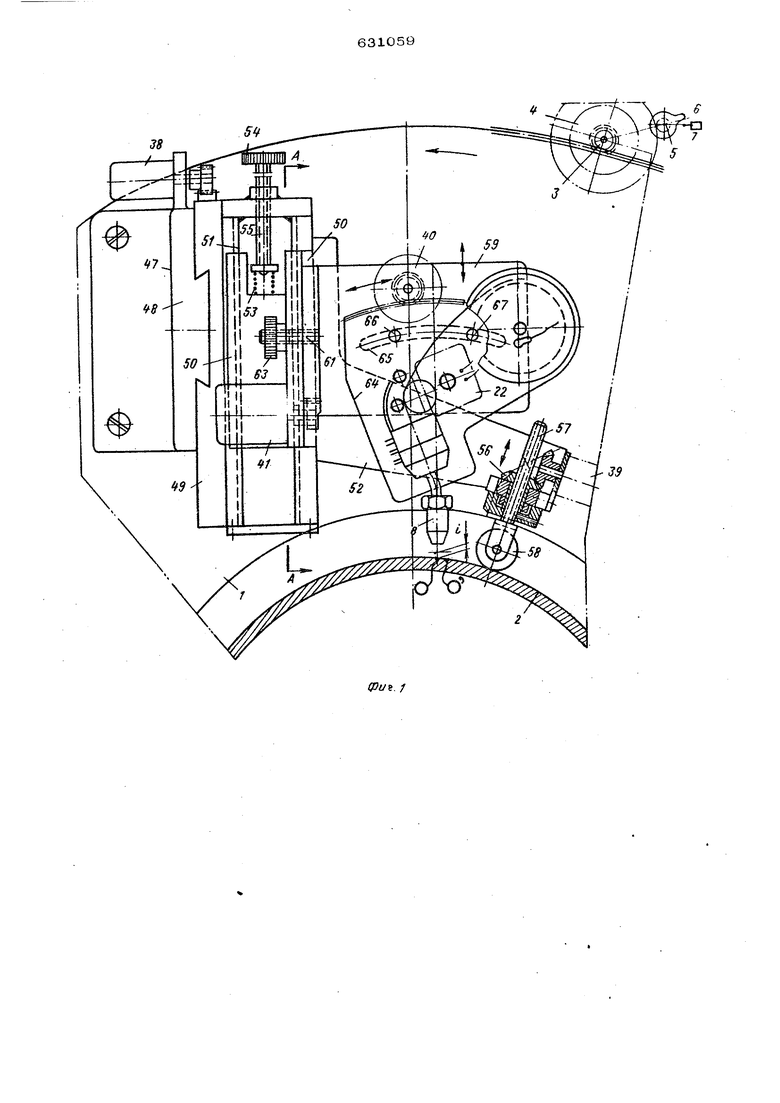
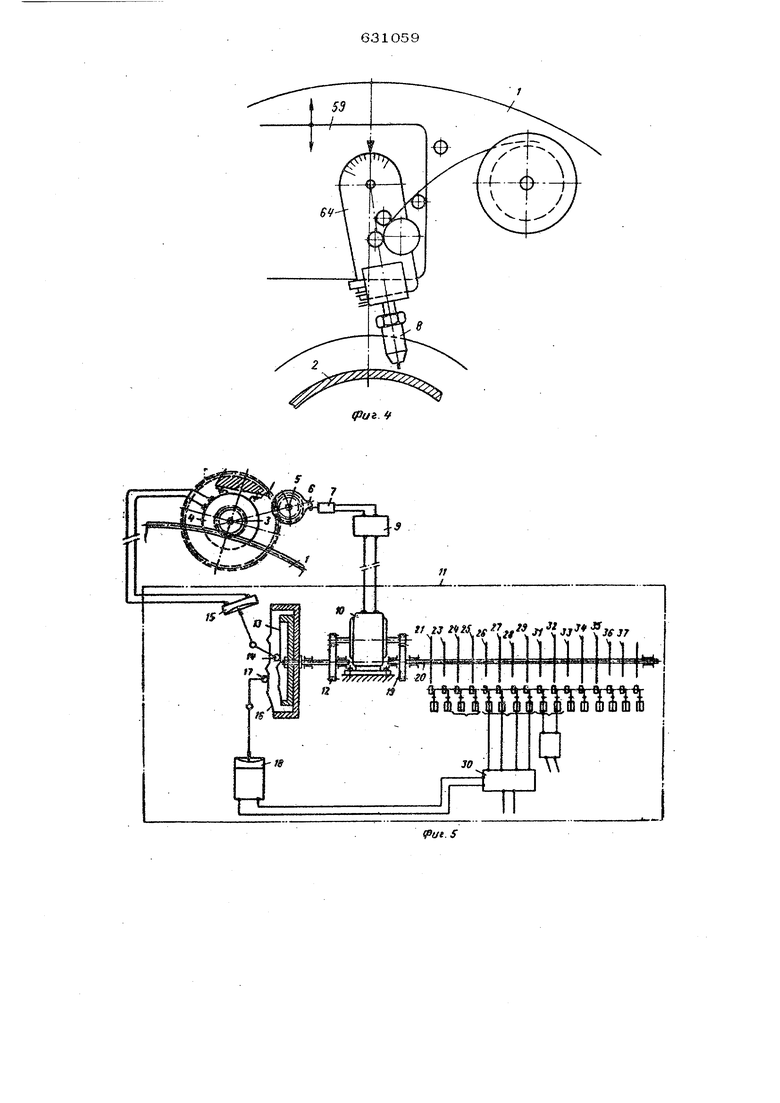
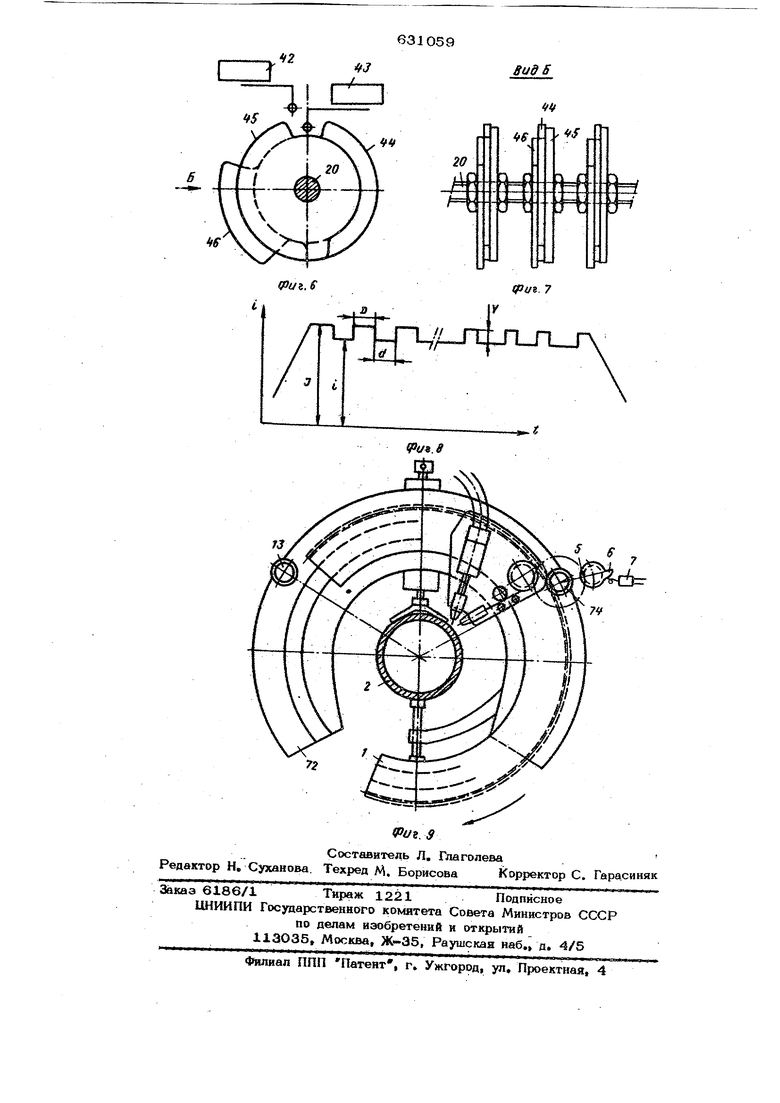
выходной вал которого снабжен кулачками, регулирующими интенсивность сваро його тока, колебания тока, подачу проволоки, колебания подачи проволоки, начало и прекращение подачи проволоки, скорость перемещения электрода и ее изменение, затухание дуги, минимальный расход защитного газа, регулирование положения горелки перпендик5 1ярно к сварному шву к параллельно свариваемым поверхностям, регулирование расстояния сварочной гореЛ- ки от свариваемой поверхности, наклон сварочной горелки в плоскости сварного шва и в плоскости, перпендикул5фной к сварному шву, гфи этом датчик перемещения электрически связан с шаговым двигателем и содержит шестерню с пальцем, замыкающим электрический контакт при каждом обороте, приводимую а движение указанным двигателем. Шаговый двигатель снабжен двумя редукторами с разным числом оборотов, при этом на одном из валов редуктора установлены кулачки, peryw лирующие интенсивность сварочного тока и скорость перемещения электрода, а на другом кулачки, регулирующие остал1 ные указанные па1мметры. На фиг. 1 показано устройство для ав тематической сварки, впо. спереди; на фиг, 2 - разрез А-А на фиг. Ij на фиг. 3 - свароошя горелка с ненлавящимся электродом и с катушкой проволоки присадочного металла , вид спереди; на фиг. 4сварочиая горелка.с плавящимся электродом, вид спереди; на фиг 5 - программное устройство; на фиг. 6 - кулачок программного устройства; на фиг, 7 - вид по стрелке Б на фиг. 6; на фиг, 8 - график пульсирующего тока| на фиг, 9 - зуб чатое колесо U -образной формы, Средства регулирования положения горелки относительно свариваемых деталей установлены на зубчатом колесе 1, пово- рачивающомся вокруг детали например трубы2, на которой необходимо автома тически сделать один или несколько сва- роЩ1ых проходов (фиг. 1). Сварочная головка шард5фно установлена (с четырьмя степенями свободы) на зубчатом колесе 1, которое в свою очередь приводится в движение системой зубчатого колеса и шестерни 3, при этом упомянуа ая шестер ня (с неподвижной осью) приводится во вращейие двигателем 4 постоянного тока с изменяемой скоростью вращения. Этот двигатель приводит в действие мультипли катор, воздействующий на шестерню 5, благодаря которому, отношение угловых скоростей шестерни 5 и колеса 1 получает определенное значение П , Шестерня 5 снабжена. нальцем 6, замыкающим при каждом повороте контакт 7, Таким образом, контакт 7 за один полный оборот зубчатого колеса 1 выдаст f электрических сигналов, что соответствует фикти ному разделению на Ц рапных отрезков траектории горелю 8 вокруг трубы 2 за время первого полного цикла. Число г} может быть так велико, как этого требует тошость регулировки параметров сва.р ки, например 10О или 1000, Сигналы, пост тающие .с контакта 7t проходят через формирующее устройство 9, а затем поступают на шаговый двигатель 10 (фиг, 5). Этот двигатель установлен в блоке 11, называемом программным устройством, размешенном в распределительном шкафу, находящемся на непо , аижиой установке, вне сварочной головки но вблизи рабочего места, Шаговый двигатель через редуктор 12 приводит в движение кулачки. На кулачке 13 зафиксирована программа изменения еличины силы сварочного тока вдоль трактории. Устройство с роликами 14 возействует на электронное устройство 15, еняющее скорость вращения двигателя 4 остоянного тока, приводящего в движение убчатое колесо 1. Кулачок 16 оказывает действие на сиу сварочного тока посредством устройства с роликами 17 и регулирующих органов 18, Кулачки 13 и 16 могут совершать один оборот или часть оборота, когда зубчатое колесо 1 делает один полный оборот, соответствующий циклу сварки. Они могут также делать один оборот за несколько циклов. Для этого можно либо менять передаточные числа редуктора 12 и щестерни5, либо наменять число регистрируемых или получаемых сиРйалов, Шаговый двигатель 1О приводит в движение также и другую группу кулачков иосредством редуктора 19, На одной оси 20 закреплены несколько кулачков. Кулачок 21 определяет момент начала подачи пла)зящейся проволоки, скорость подачи, которая изменяется в зависимости от толщины плавки, а затем выдает команду на. остановку. Подача про- волокк осуществляется двигателем 22 постоянного тока (фиг, 1),Кулачок 23 регулирует скорость вращения двигателя 4 привода зубчатого колеса 1 и служит, например, для коррекции подачи горелки в начале и в конце цикла совместно с основным кулачком 13. Кулачок 24 служит для регулирования погасания дуги в конце операции совместно с кулачком 16, Кулачок 25 в определенный момент выдает команду прекращения регулирования тока в момедт погасания дуги. Кулачки 26-29 регулируют различные параметры ( D - время вывода потенциометра, Q - время ввода потенциометра, D - максимальное значение тока, i - минимальное значение тока) пульсирующего тока, начиная с некоторого минимального значения i , устанавливаемого кулачком 16, или с некоторого микималшого значения t) , устанавливаемого тем же кулачком, т, е, в цепь включен Дйпелнитепьный потенциометр, который выводится (шунтируется) на определенное время 35 и вводится на время d . Эти изменения происходят в некотором меняющемся ритме а соответствии с формой графика (фиг, 8), который хотят получить,. Выработка этих импульсов осушсствляется с помощью регулируемого средства 30 (фиг, б). Таким образом эти кулачки не воздействуют непосредственно на ток, а оказыв- н т действие через контактную группу средства 30, и следовательно, можно отдельно регулировать величину импульса ЛГ , амплитуды 3 н и время D и d . Кулачки 31 и 32 управляют импульсами подачи плавяшей- ся проволоки. Они воздействуют через ми роконтакт на устройство, прекращающее на некоторое время вращение двигателя 22 в соответствии с регулируемым рит- мом, параметры которого синхронизированы с пульсациями тока Когда пульсации совершаются только проволокой или только током, соответствующие ненужные команды анулируются либо электрич€юки, ли- бо механически. Кулачок 33 предназначен для изменения расхода защитного газ Остальные кулачки 34-37 управляют перемещениями горелки 8, т.е. кулачок 34 управляет перемещением горелки параллельно образующей трубы 2 посредством двигателя 38; кулачок 35 - ее удалением от свариваемых поверхностей трубы 2 по средством двигателя 39 кулачок 36 - ее наклоном в плоскости, перпендикулярной к оси свариваемых поверхностей трубы 2, посредством двигателя 4О; кулачок 37 - ее наклоном в плоскости, проходящей через ось свариваемых поверхностей трубы 2 посредством двигателя 41. Каждый кулачок, установленный на оси 20, воздействует на один или несколько микроконтактов 42 и 43 (фиг, 6),Эти контакты могут быть установлены на нескольких уровнях для того, чтобы а заданный момент времени вызвать размыкание или замыкание цепи, изменяющей значение параметра. Для того, чтобы иметь возможн х;ть точного программирования сварочной операции, каждый кулачок состоит из несколь ких дисков 44-46, жестко соединенных между собой. Таким образом, можно получить больщое число комбинаций, -соответ- ствующшс требованиям программы. Поскол ку сложность сварочных операций различна, то используются не все кулачки, установленные на оси 2О. Различные щарнирные соединения сва- рочной головки, несущие горелку и опирающиеся на зубчатое колесо 1, моторизованы. Сварочная головка (фиг. 1) предназначена для сварки плавящимся электродом, при этом проволока проходит внутри горелки 8, Двигатель 22 проталкивает эту проволоку посредством шестерен и роликов. В корпус горелки поступает защит6596 ный газ и при необходимо ;ти охлаждающая среда. }|а зубчатом колесе 1 имеется уголг- ник 47, по которому в направлякилей 48 скользит деталь 49. Это иоремсщение осу. ществляется параллельно оси поворота инструмента благодаря двигателю 38. По детали 49 скользит другая деталь 5О, имеюиая вертикальную направляющую 51 и несу1яая кронщтейл 52. На конце кронштейна закреплен ролик, постоянно прижимаемый к свариваемой трубе 2 пружиной 53, натяжение которой регулируется пальцем 54 с накаткой и винтом 55. Двигатель 39 вращает гайку 56, которая перемещает винт 57 вдоль его оси, причем этот винт соединен с неподвижным роликом 58. Таким образом можно менять расстояние между электродом и свариваемой поверхностью трубы 2 (фиг. 1). Деталь 50 и кронщтейн 52 образуют ребро (фиг. 2), перпендикулярное к плоскости зубчатого колеса 1. По этому ребру скользит с поворотом уголковая деталь 59 благодаря дугообразной прорези 6О, в которую входят два регулируемых штифта 61 н 62. Один из которых имеет накатанную гайку 63 для фиксадяи. Центр вращения детали 59 находится на э.юктроде. Это движение вызывается двигателем 41 посредством шестергш и зубчатого сектора, связанного с деталью 59. По детали 59 скользит с поворотом держатель 64 горелки. Центр этого вращения также располагается на электроде благодаря дугообразной щели 65, в которую входят штифты 66 и 67, завинченные в держатель 64 с возможностью фиксации пальцем 68. Держатель 64 приводится в движение двигателем 40. На фиг. 3 частично показана головка, электрод 69 которой является неплавящим- ся и установлен в горелке с возможностью охлаждения. Плавящаяся проволока 7О, намотанная на катушку 71, разматывается благодаря двигателю 22, воздействующему на ролики. Держатель горелки перемещается благодаря двигателю 4О. Катушка с плавящейся проволокой может быть установлена непосредственно на зубчатом колесе 1 (фиг. 4). При этом роволока 70 поддерживается необходимым оличеством роликов для того,чтобы она охраняла определенный радиус кривизны. На фиг. 9 показсчно, что подвижное зубчатое колесо 1 может быть разомкнутым и иметь и -o6pa3H TO форму, как и опора 72 зу-бчатого колеса 1, которая
закреплена на свариваемой трубе 2. Зуб« чатое колесо, несущее горелку с проволо кой, скользит с поворотом по опоре 72.
Гибкие кабели и трубопроводы, питающие горелкуа намотаны на неподвижные стойки, закрепленные на опоре 72, Когда зубчатое колесо 1 приводится в движение точно засинхронизированнымй шестернйми 73 и 74, то одна на них всегда находится в зацеплении с этим колесом, Шестер-. ня 74 через шестерню 5 приводит в движение палец 6, который при помощи контакта 7 посылает импульсы на программное устройство.
Предлагаемое устройство применяется для сварки деталей за несколько проходов, когда требуется высокое качестве сварно«го соедяненйя, дла орбитальной сварки, при которой инструмент поворачивается вокруг круглой свариваемой детали, а так- же для сварки любых плоских и искривленных поверхностей. Помимо сварки устройство может применяться для зачистки поверхностей и резки.
Формула изобретения
1е Устройство ДЛЯ автомвтической свар ки, содержащее дерксатель сварочной го«релжн с двигателем н программное устрой™ стБо, о т л и ч а ю щ е е, с я тем, что, с целью улучшения синхронизации парамет- ров сварки и упрощения оборудованяя, оно снабжено датчиком перемещення, установ- ленным на двигателе держателя, а npoi
раммное устройство выполнено в виде ша гового электродвигателя, выходной вал которого снабжен кулачками, регулирующими инте1юивность сварочного тока, колебания тока, подачу проволоки, колебания подачи проволоки, начало и прекращение подачи проволоки, скорость перемещения электрода и ее изменения, затухание дуги, минимальный расход защитного газа, регулирование положения горелки перпендикулярно к сварному шву и параллельно свариваемы поверхностям, регулирование расстоя1В1Я сварошой го 1елки от свариваемой поверхности, наклон сварочной горелки в плоскости сварного щва и в плоскости, перпенди- кул5фной к сварному шву, при этом датчик перемещения электрически связан с шаговым двигателем и содержит шестерню с пальцем, замыкающим электрический контакт при каждом обороте, приводимую в движение указанным двигатеЯем,
2е Устройство по п. 1, о т л и ч а Еощ е е с я тем, что шаговый двигатель снабжен двумя редукторами с разным чнс лом оборотов, при этом на одном из валов редуктора установлены кулачки, регулирующие интенсивность сварочного тока и скорость перемещения электрода, а на другом - кулачки, регулирующие остальные указанные параметры.
Источники информации, принятые во внимание при экспертизе:
/
риг.
