Изобретение относится к трубопрокатному производству, в частности к технологическому инструменту пилигримовых станов.
По основному авт. св. № 470319 известен составной трубопрокатный инструмент, преимущественно дорн для пилигримовой прокатки, содержащий сердечник с наружной поверхностью концов в виде усеченных конусов, соединяемых меньшими основаниями и имеющих на больщем основании конуса переднего конца цилиндрический поясок и высокопрочную оболочку, плотно сопряженную с наружной поверхностью сердечника.
Недостатки этого дорна заключаются в том, что при эксплуатации дорнов оболочка нагревается больще, чем сердечник, и из-за неравномерного температурного расширения нарушается плотность сопряжения сердечника с оболочкой и наблюдается провор от оболочки 3относительно сердечника, особенно на дорнах диаметром более 300 мм.
Кроме того, из-за отсутствия свободного пространства между сердечником и оболочкой при ее разборке нельзя применять высокопроизводительную недорогую огневую резку, уменьшающую время разборки оболочки в 4-5 раза. Обычно разборка этих
дорнов производится резкой оболочки па .механических станках. Дополнительные трудности возникают при разр1езке конических поверхностей оболочки из-за сложности регулирования глубины реза.
Целью изобретения является предотвращение проворота оболочки относительно сердечника и повышения тем самым надежности работы дорна с диаметром выше 300 мм, а также сокращение времени разборки дорна.
Это достигается тем, что в составном трубопрокатном инструменте на поверхности сердечника выполнены диаметрально расположенные продольные пазы, а оболочка имеет соответственно расположенные им выступы, а также тем, что ширина каждого паза составляет 0,05-0,1, а глубина 0.08- 0,15 диаметра сердечника.
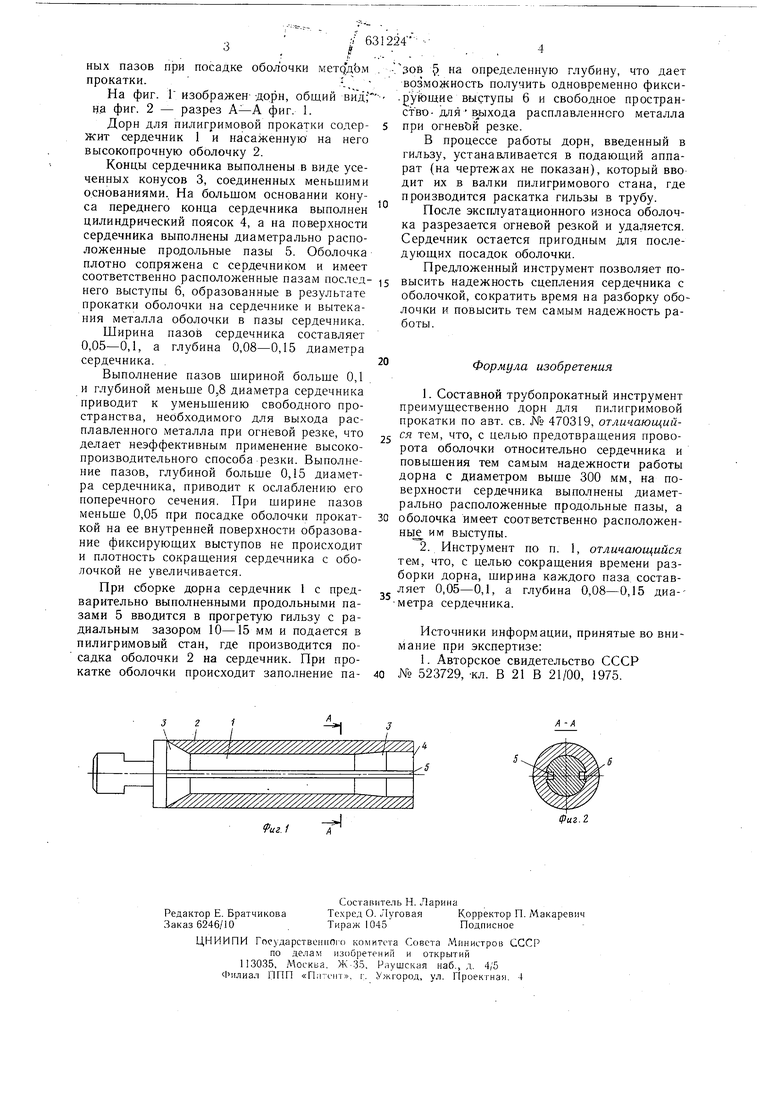
Такое конструктивное выполнение дает возможность получить на внутренней повер.хности оболочки фиксирующие выступы и свободное пространство между оболочкой и сердечником, необходимое для выхода расплавленного металла при огневой резке, благодаря неполному заполнению металлом указан3,I ных пазов при посадке оболочки метфхом прокатки. На фиг. Г изображен-дорн, общий вид; на фиг. 2 - разрез фиг. 1. Дорн для пилигримовой прокатки содержит сердечник 1 и насаженную на него высокопрочную оболочку 2. Концы сердечника выполнены в виде усеченных конусов 3, соединенных меньшими основаниями. На большом основании конуса переднего конца сердечника выполнен цилиндрический поясок 4, а на поверхности сердечника выполнены диаметрально расположенные продольные пазы 5. Оболочка плотно сопряжена с сердечником и имеет соответственно расположенные пазам последнего выступы 6, образованные в результате прокатки оболочки на сердечнике и вь текания металла оболочки в пазы сердечника. Ширина пазов сердечника составляет 0,05-0,1, а глубина 0,08-0,15 диаметра сердечника. . Выполнение пазов шириной больше 0,1 и глубиной меньше 0,8 диаметра сердечника приводит к уменьшению свободного пространства, необходимого для выхода расплавленного металла при огневой резке, что делает неэффективным применение высокопроизводительного способа резки. Выполнение пазов, глубиной больше 0,15 диаметра сердечника, приводит к ослаблению его поперечного сечения. При ширине пазов меньше 0,05 при посадке оболочки прокаткой на ее внутренней поверхности образование фиксирующих выступов не происходит и плотность сокращения сердечника с оболочкой не увеличивается. При сборке дорна сердечник 1 с предварительно выполненными продольными пазами 5 вводится в прогретую гильзу с радиальным зазором 10-15 мм и подается в пилигримовый стан, где производится посадка оболочки 2 на сердечник. При прокатке оболочки происходит заполнение па634 зов 5 на определенную глубину, что дает возможность получить одновременно фиксидующие выступы 6 и свободное пространство- для выхода расплавленного металла при огневЬй резке. В процессе работы дорн, введенный в гильзу, устанавливается в подающий аппарат (на чертежах не показан), который вво дит их в валки пилигримового стана, где производится раскатка гильзы в трубу. После эксплуатационного износа оболочка разрезается огневой резкой и уда,ляется. Сердечник остается пригодным для последующих посадок оболочки. Предложенный инструмент позволяет повысить надежность сцепления сердечника с оболочкой, сократить время на разборку обо лочки и повысить тем самым надежность работы. Формула изобретения 1. Составной трубопрокатный инструмент преимушественно дорн для пилигримовой прокатки по авт. св. № 470319, отличающий-- тем, что, с целью предотвращения проворота оболочки относительно сердечника и повышения тем самым надежности работы дорна с диаметром выше 300 мм, на поверхности сердечника выполнены диаметрально расположенные продольные пазы, а оболочка имеет соответственно расположенные им выступы, 2. Инструмент по п. 1, отличающийся тем, что, с целью сокращения времени разборки дорна, щирина каждого паза составляет 0,05-0,1, а глубина 0,08-0,15 диа-метра сердечника. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 523729, -кл. В 21 В 21/00, 1975.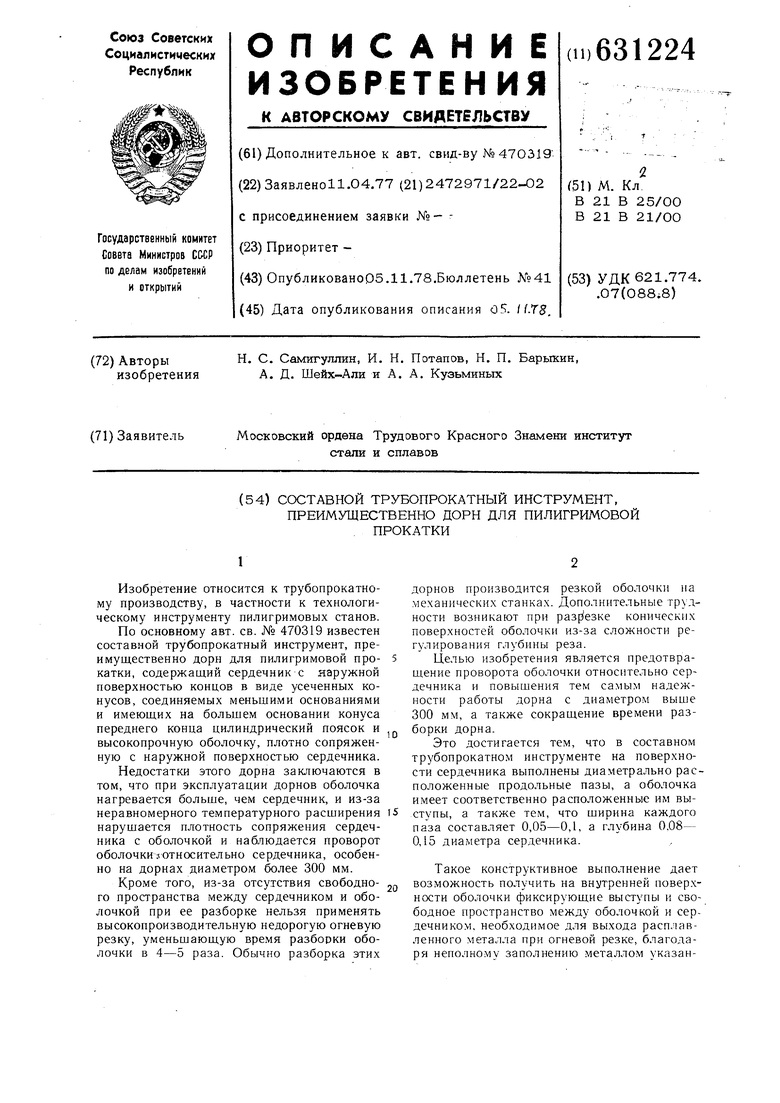
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| Составной дорн для пилигримовой прокатки труб | 1978 |
|
SU719720A1 |
| Составной трубопрокатный инструмент, преимущественно,дорн для пилигримовой прокатки | 1973 |
|
SU470319A1 |
| Составной дорн для пилигримовой прокатки труб | 1984 |
|
SU1219184A1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ И ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ И ПЕРЕДЕЛЬНЫХ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕКАТА НА СТАНАХ ХПТ | 2006 |
|
RU2322317C2 |
| Охлаждаемая оправка для пилигримовой прокатки | 1976 |
|
SU654314A1 |
| СПОСОБ ПОДГОТОВКИ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛИ И СПЛАВОВ К ПИЛИГРИМОВОЙ ПРОКАТКЕ ТРУБ | 2012 |
|
RU2527521C2 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
