Фиг. 1
1
Изобретение относится к прокатному производству, а именно к трубопро катному инструменту и может быть использовано при горячей прокатке труб на пилигримовых станах.
Цель изобретения - снижение стоимости изготовления и повьшение срока службы.
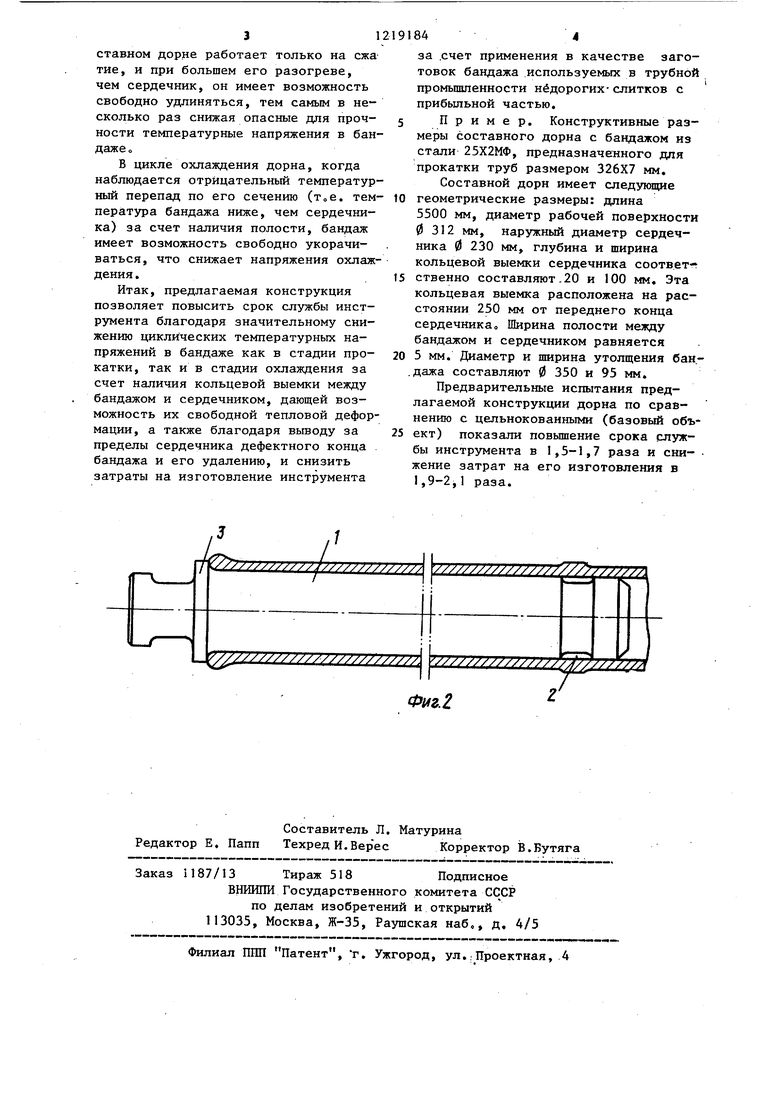
На фиг. 1 изображен дорн, продоль ный разрез; на фиг. 2 - сердечник и бандаж до пластической деформации.
Дорн состоит из сердечника 1 с кольцевой выемкой 2 на передней части и хвостовиком с фиксирующим эле- ментом 3 и бандажа 4.
Выполнение на сердечнике кольцевой выемки, расположенной на расстоянии от переднего конца 0,01-0,20 от длины сердечника обеспечивает сво- бодный сход дефектного конца гильзы за пределы сердечника при посадке пластической деформацией (прокатка) бандажа и последующее его удаление, что обеспечивает повьшение качества инструмента, его срока службы и позволяет применить в качестве заготовки бандажа используемые в трубной промьшшенности недорогостоящие слитки с прибыльной частью и, следовател но, снизить затраты на изготовление инструмента. Кроме того, при такой конструкции отпадает необходимость точного определения размеров исходной гильзы для бандажа.
Вьтолнение кольцевой выемки на расстоянии от переднего конца менее 0,01 от длины сердечника приводит к снижению прочности участка сердечника за нею, а более 0,20 - к нару- шению технологического процесса посадки (прокатки) бандажа.
Геометрические размеры кольцевой выемки определяются из условия прочности как самого сердечника, так и фиксирующего элемента, в виде сопряженного с ней выступающей с внутренней поверхности частью бандажа, а также из условия качественного ее заполнения металлом при посадке бан- дажа.
При глубине и ширине выемки менее 0,025 и 0,10 от диаметра сердечника не обеспечивается необходимая для фиксации прочность выступающей части бандажа, а более 0,75 и 1,25- происходит потеря прочности сердечника .
842
Наличие между передним торцом кольцевой выемки сердечника и сопряженной с ним выступающей частью бандажа полости шириной 0,0001-0,005 от длины бандажа обеспечивает независимую их тепловую деформацию, значительно снижающую уровень температурных напряжений в бандаже. Ширина полости определяется из условия беспрепятственного осевого удлинения бандажа на величину его тепловой деформации: при ширине полости менее 0,0001 от длины бандажа не обеспечивается условие его свободной деформации, а при ее ширине более 0,005 бандаж начинает работать на осевое растяжение, приводящее к уменьшению диаметра его рабочей поверхности и быстрому выходу из строя составного инструмента.
Предлагаемый составной инструмент изготавливают следующим образом.
Предварительно обработанный сердечник 1 с хвостовиком и передней вьк емкой 2 являющимся фиксирующими элементами устанавливают в замок подающего . аппарата и подают вместе с надетой на него нагретой гильзой, полученной, например, на прошивном стане, а валки пилигримового стана, где осуществляется процесс горячей пилигримовой прокатки.
При этом прокатку производят за два прохода. За первый проход на наружной поверхности гильзы (фиг,, 2) а его передней части, соответствующей ширине кольцевой выемки 2, меньшей на величину, составляющую О,OOOl 0,005 длины бандажа формируют выступ За второй проход производят редуцирование этого утолщения в кольцевую выемку сердечника. Таким образом получают составной дорн с необходимыми геометрическими размерамио После термообработки и механической обработки на размер и удаления переднего дефектного конца он готов к эксплуатации.
Предлагаемый дорн эксплуатируется как и цельнокованныйо Он устанавливается в подающий аппарат и подается вместе с надетой на него гильзой в валки пильгерстана, где и происходит процесс горячей пилигримовой прокатки труб.
В цикле прокатки бандаж, воспринимая усилия прокатки, благодаря наличию переднего кольцевого замка в составном дорне работает только на ежа тие, и при большем его разогреве, чем сердечник, он имеет возможность свободно удлиняться, тем самым в несколько раз снижая опасные для проч- ности температурные напряжения в бандаже
В цикле охлаждения дорна, когда наблюдается отрицательный температурный перепад по его сечению (т„е, тем- пература бандажа ниже, чем сердечника) за счет наличия полости, бандаж имеет возможность свободно укорачиваться, что снижает напряжения охлаждения.
Итак, предлагаемая конструкция позволяет повысить срок службы инструмента благодаря значительному снижению циклических температурных напряжений в бандаже как в стадии про- катки, так и в стадии охлаждения за счет наличия кольцевой выемки между бандажом и сердечником, дающей возможность их свободной тепловой деформации, а также благодаря выводу за пределы сердечника дефектного конца бандажа и его удалению, и снизить затраты на изготовление инструмента
за .счет применения в качестве заготовок бандажа .используемых в трубной промьшшенности недорогих-слитков с прибыльной частью.
Пример. Конструктивные размеры составного дорна с бандажом из стали 25Х2МФ, предназначенного для прокатки труб размером 326X7 мм.
Составной дорн имеет следующие геометрические размеры: длина 5500 мм, диаметр рабочей поверхности 0 312 мм, наружный диаметр сердечника 0 230 мм, глубина и ширина кольцевой выемки сердечника соответственно составляют.20 и 100 мм. Эта кольцевая выемка расположена на расстоянии 250 мм от переднего конца сердечника Ширина полости между бандажом и сердечником равняется 5 мм. Диаметр и ширина утолщения бан .дажа составляют 0 350 и 95 мм.
Предварительные испытания предлагаемой конструкции дорна по сравнению с цельнокованными (базовый объект) показали повьшение срока службы инструмента в 1,5-1,7 раза и сни- жение затрат на его изготовления в 1,9-2,1 раза.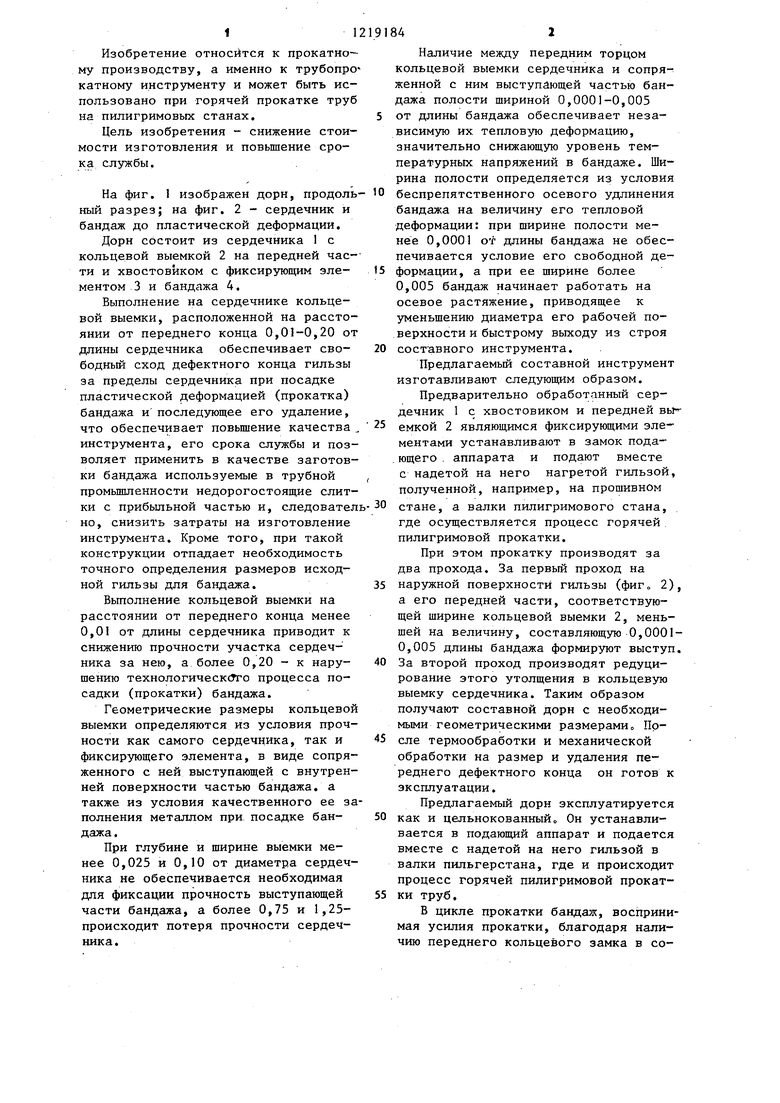
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной дорн для пилигримовой прокатки труб | 1978 |
|
SU719720A1 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |
| Составной трубопрокатный инструмент преимущественно дорн для пилигримовой прокатки | 1977 |
|
SU631224A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| Способ изготовления прокатного валка | 1987 |
|
SU1519804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| Охлаждаемая оправка для пилигримовой прокатки | 1976 |
|
SU654314A1 |
| Составной дорн для пилигримовой прокатки труб | 1975 |
|
SU523729A1 |
| Полый дорн для пилигримовой прокатки труб | 1986 |
|
SU1342547A1 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |

Jf
J
//////
Ч
Составитель Л. Матурина Редактор Е. Папп Техред И.Вер ес Корректор В.Бутяга
Заказ 1187/13 Тираж 518 Подписное ВНРШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Филиал ППП Патент, Т. Ужгород, ул.,Проектная, 4
Ф1/1г2
| Составной дорн для пилигримовой прокатки труб | 1978 |
|
SU719720A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Составной дорн для пилигримовой прокатки труб | 1975 |
|
SU523729A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
