Предлагаемый станок для массового изготовления из дерева изделий в форме тела вращения из предварительно оформленных в цилиндр и снабженных осевым отверстием заготовок, представлен на чертеже, на котором фиг. 1 изображает схематический вид станка сбоку, фиг. 2 - вид станка спереди, фиг. 3 - осевой вертикальный его разрез и фиг. 4 - вид в плане.
Станок снабжен барабаном 1 (фиг. 3) с выточенными на концах канавками, в которые вставлены шпинделя 2, несущие каждые шкив 2' и пружину 2". Стальные кулачные шайбы 3, срезанные в верхней половине почти на-нет, расположены по концам цилиндра и привинчены намертво к основной раме, в которую вставлена ось 5, медленно вращающаяся с барабаном 1, против часовой стрелки. Во время вращения барабана 1, при переходе шпинделей 2 из первой четверти во вторую к ним в среднюю канавку барабана 1 из магазина 6 попадает заготовка 7, предварительно обработанная в виде цилиндрической болванки с просверленной по ее оси дырой. В конце второй части заготовка окончательно центрируется, схватывается шпинделями 2, благодаря нажиму кулачной шайбы 3.
В третьей четверти шпинделя 2 своими шкивами 2' подходят к ремню 8, отчего получают вращение по часовой стрелке, скоростью до тысячи оборотов в минуту. Зажатая шпинделями 2, заготовка 7 вращается вместе с ними и обрабатывается в третьей четверти соответствующего профиля фрезерами 9, насаженными на осях а1, а2, a3, а4, а5, а6, получающими вращение от привода и вращающимися по часовой стрелке со скоростью шести тысяч оборотов в минуту в раме 10, которая для удобной смены износившихся фрезеров делается от'емной от основной рамы 4. Фрезеры 9 имеют разные диаметры, толщину и профиль и насаживаются на оси а1, а2, а3, а4, а5, а6 в шахматном порядке. При переходе заготовки 7 в четвертую четверть ее обработка заканчивается отделочными ножами 12, намертво закрепленными в от'емной раме 11. В конце четвертой четверти уже готовые и начисто отделанные заготовки отрезываются и сбрасываются вниз.
В начале первой четверти шпинделя 2, благодаря пружинам, очищаются от остатков предыдущей заготовки, раздвигаются и автоматически устанавливаются в положение для захвата следующей заготовки из магазина 6.
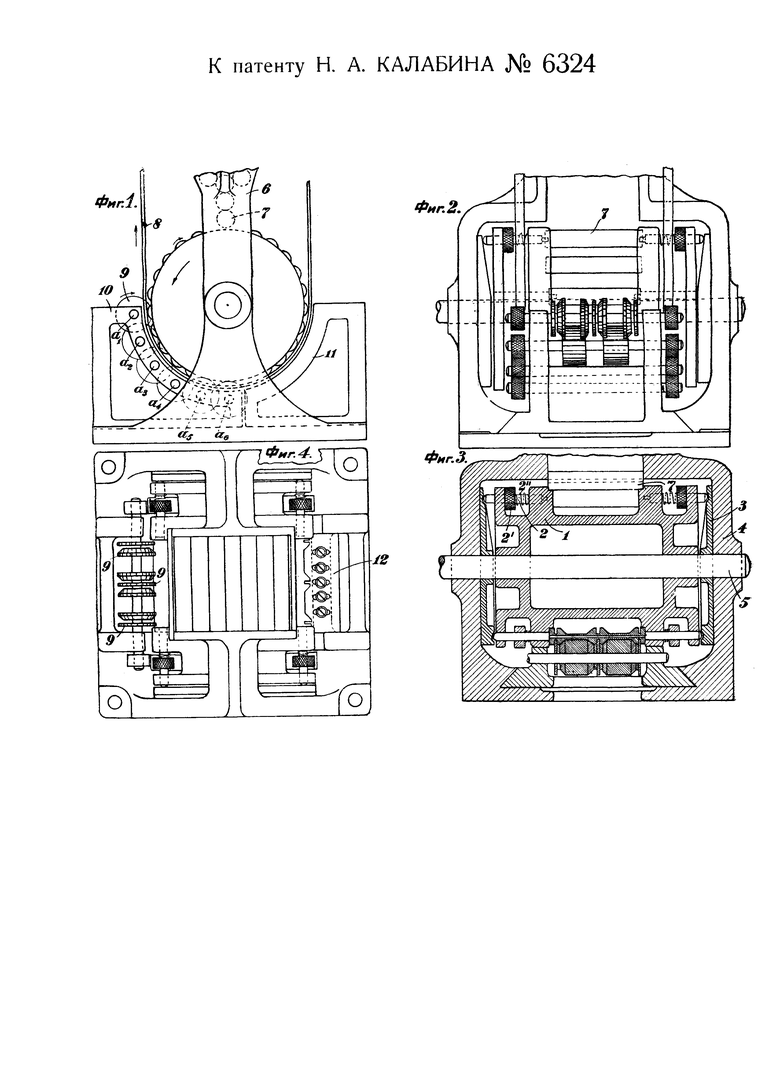
Станок для массового изготовления из дерева изделий в форме тела вращения из предварительно оформленных в цилиндр и снабженных осевым отверстием заготовок, характеризующийся применением барабана 1, приводимого во вращение вместе с его осью 5 от двигателя и снабженного кольцевыми канавками: в средней части - для принятия из магазина 6 заготовок и по концам - для помещения ряда шпинделей 2, несущих, каждый, шкив 2' и пружину 2", прижимающую шпиндель соответственно к одной из неподвижных кулачных шайб 3, так оформленных, что они на одной части оборота барабана 1 сближают противолежащие шпинделя 2 для принятия ими заготовки, а на другой позволяют пружинам 2" отводить шпинделя 2 в стороны, в целях освобождения готового изделия, каковой барабан 1 служит для подведения принятых им заготовок к ремню 8, заставляющему эти заготовки вращаться около своих осей, и проведения тех же заготовок, в целях оформления их в изделиях - сначала мимо получающих от привода вращение фрезеров 9 соответствующего профиля, насаженных на оси а1, а2, a3…, установленные во вдвижной коробке 10, а затем - мимо неподвижного, также закрепленной в от'емной коробке 11 отделочного ножа 12.
