Предлагаемоеприспособление
позволяет обтачивать одновременно несколько валов и производить установку заготовок и смену обточенных валов .без остапова станка.
Достигается это применением двух головок, насаженных на вал, установленный в центрах станка.
Одна головка несёт приводные шпиндели, а вторая - соответствующие им центры, расположенные по окружности.
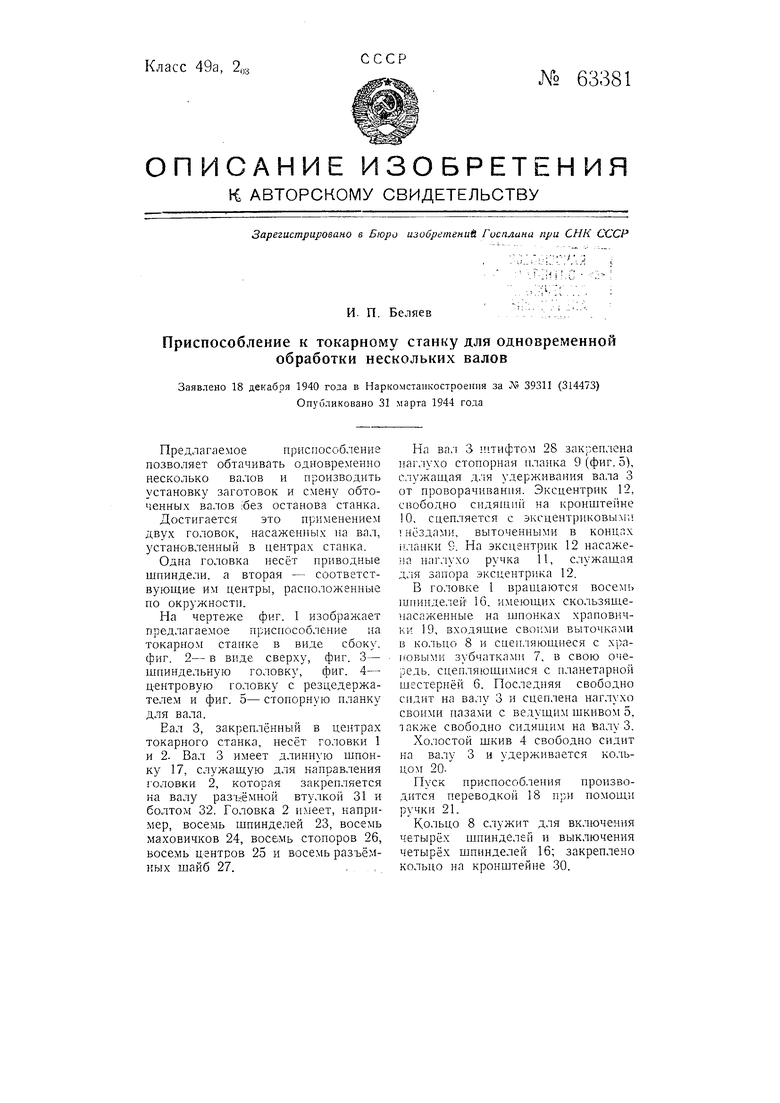
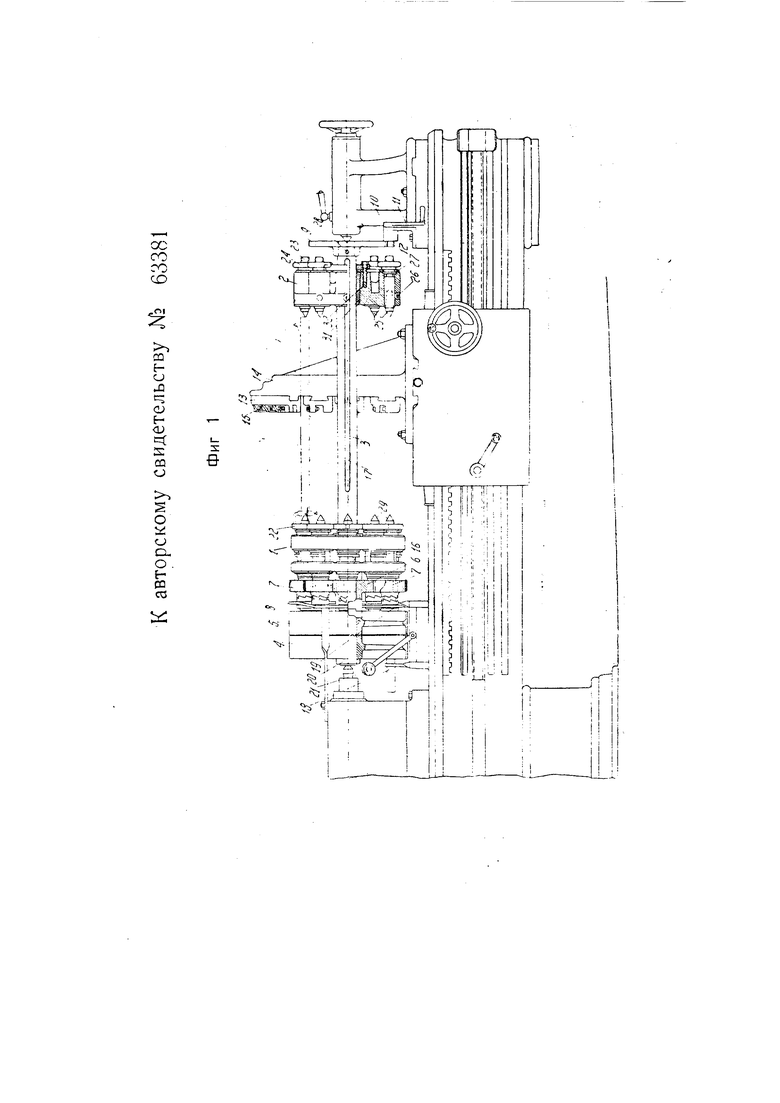
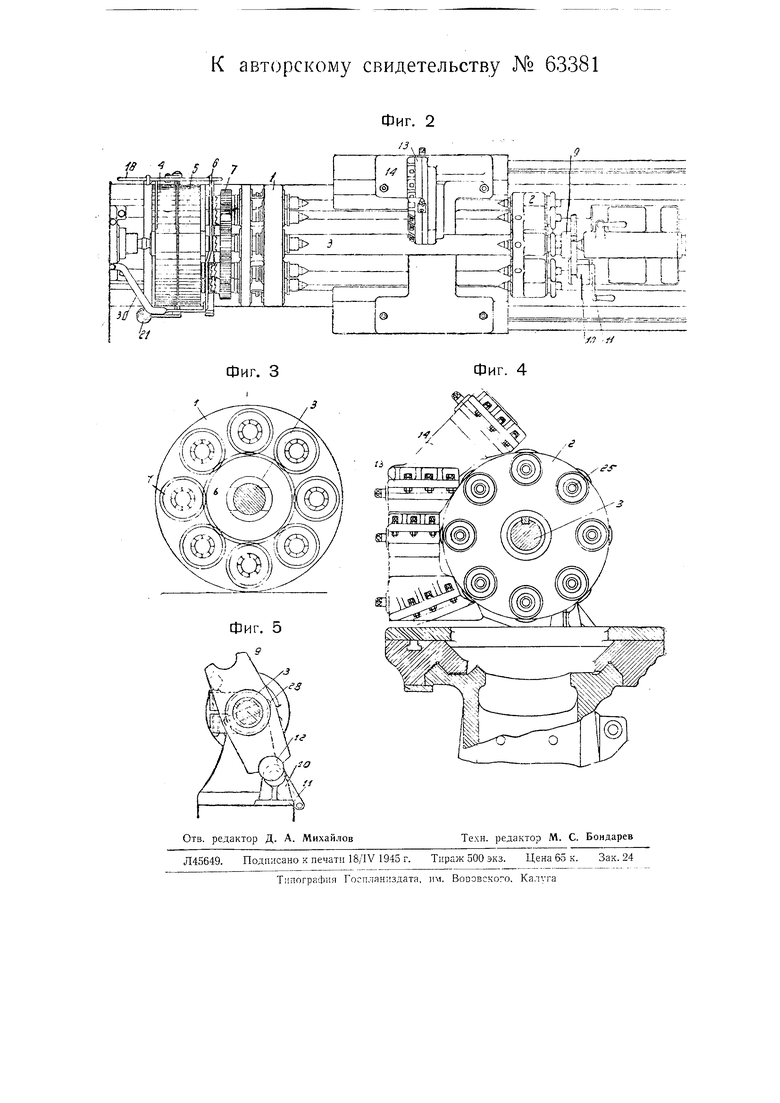
На чертеже фиг. 1 изображает предлагаемое приспособление на токарном стапке в виде сбоку, фиг. 2- в виде сверху, фпг. 3- шпиндельную головку, фиг. 4- центровую головку с резцедержателем и фиг. 5- стонорную планку для вала.
Вал 3, закреплённый в центрах токарного станка, несёт головки 1 и 2. Вал 3 имеет длинную шпонку 17, служащую для направления головки 2, которая закрепляется на валу разъёмной втулкой 31 и болтом 32. Головка 2 имеет, например, восемь шпинделей 23, восемь маховичков 24, восемь стопоров 26, восемь центров 25 и восемь разъёмных шайб 27.
На вал 3 штифтом 28 закреплена наглухо стопорная планка 9 (фиг. 5), служащая для удерживания вала 3 от проворачивания. Эксцентрик 12, свободно сидяшиГ на кронштейне 10, сцепляется с эксцентриковым;; Нёзда,П , выточенными в концах планки 9. На эксцентрик 12 насажеjia наглухо ручка 11, служащая д,1Я запора эксцентрика 12.
В головке 1 вращаются воселп шпинделей 16, имеющих скользященасаженные на шпонках храповпчки 19, входящие своими выточками в кольцо 8 и сцепляющиеся с храповьпи зубчатками 7, в свою очередь, сцепляющимися с планетарной шестерней 6. Последняя свободно сидит на валу 3 и сцеплена нагл}хо своими пазами с ведущим шкивом 5. также свободно сидящим на валу 3.
Холостой шкив 4 свободно сидит на валу 3 и удерживается кольцом 20.
Пуск приспособления производится переводкой 18 при помощи ручки 21.
Кольцо 8 служит для включения четырёх шпинделей и выключения четырёх шпинделей 16; закреплено кольцо на кронштейне 30.
Многорезцовый держатель 14 имеет четыре супорта 13 и укреп.ляется наглухо на супорте токарного станка. Сунорты 13 имеют крепёжные болты для резцов 15.
Предлагаемым приспособлением работают следующим образом. Зажимают в центрах 25 шпинделей 23 н центрах 29 шпинделей 16 четыре заготовки и закрепляют поводки 22. Поворачивают головку 2 на пол-оборота (заготовками к .резцам) и стопорят эксцентриком 12 планку 9 посредством рукоятки 11. Подводят держатель 14 к заготовкам. Рукояткой 21 переводят переводкой 18 ремень с хо.гюстого шкива 4 на ведущий шкнв 5, и шпиндели 16 начинают вращаться нротив резцов. Включают держатель 14 и заготовки обрабатываются. Часть шпинделей 16 не вращается и поэтому есть возможность установить новые заготовки между центрами 25 и 29. За время установки новых заготовок старые обрабатываются. После их обработки размыкают эксцентрик 12 рукояткой И, поворачивают головку 2 на пол-оборота и застопоривают эксцентриком. Затем обработанные валики снимают и закладывают новые.
Предмет изобретения
1.Приспособление к токарным станкам для одновременной обработки нескольких валов, отличающееся применением двух головок 1 и 2, насаженных на установленный в центрах станка вал 3 и несущих: одна головка 1- приводные щпиндели, а вторая головка 2-соответствующие им центтры, расположенные по окружности и предназначенные для закрепления части валов при обработке их многорезцовым резцедержателем и освобождения части валов при замене их новыми после обработки.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью включения части щпинделей для закрепления обрабатываемых валов и выключения части шпинделя для освобождения обрабатываемых валов, в привод к шпинделям включено кулачковое кольцо 8, взаимодействующее с кулачными муфтами шпинделя.
ОС
со со CD
.
са fU J3
о
u s
CQ О
-.
2 О
b:i О QО . frco
03