Изобретение относится к обработке металлов резанием и может быть ис пользовано на токарных и др„ станках для продольного и фасонного точения и т.п.
Целью изобретения является расширение технологических возможностей и упрощение конструкции за счет сокращения звеньев кинематической связи - в механизме подачи резцедержателей.
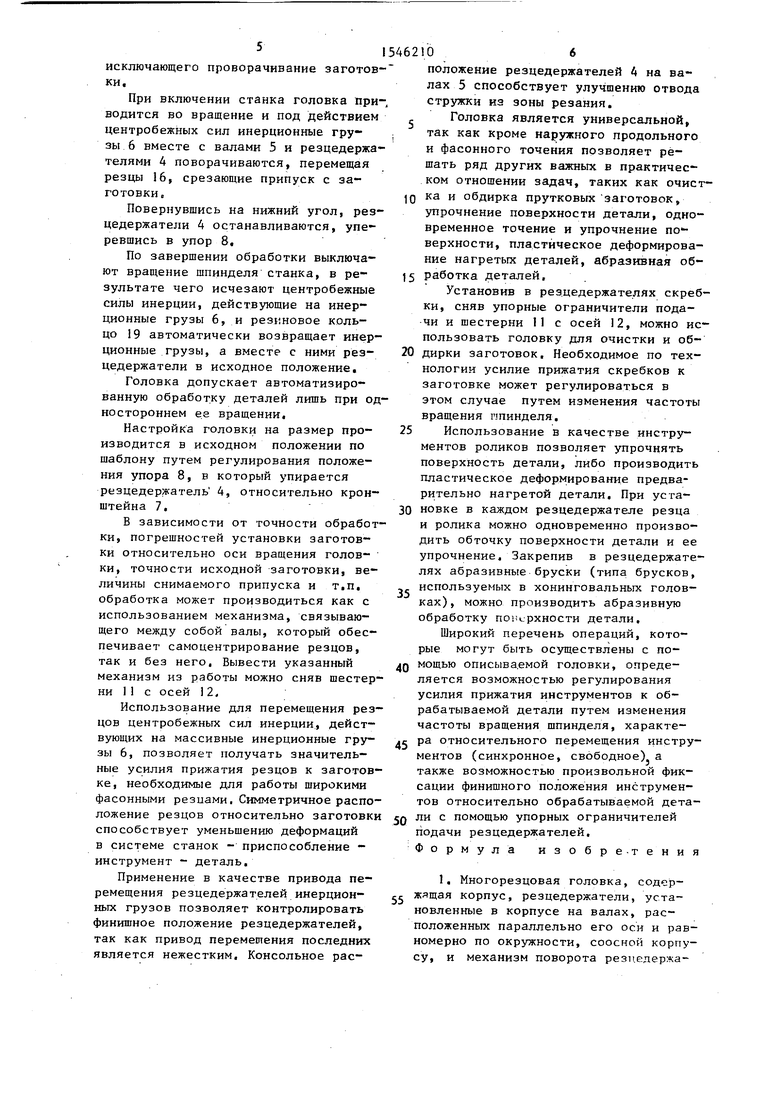
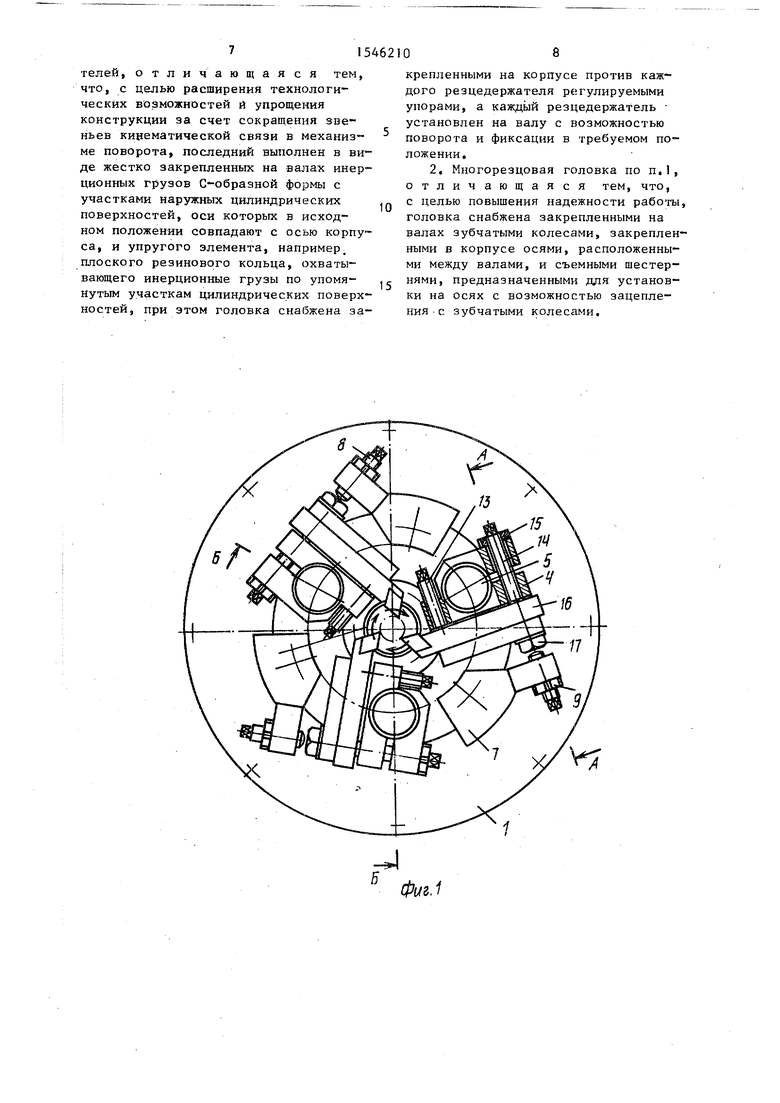
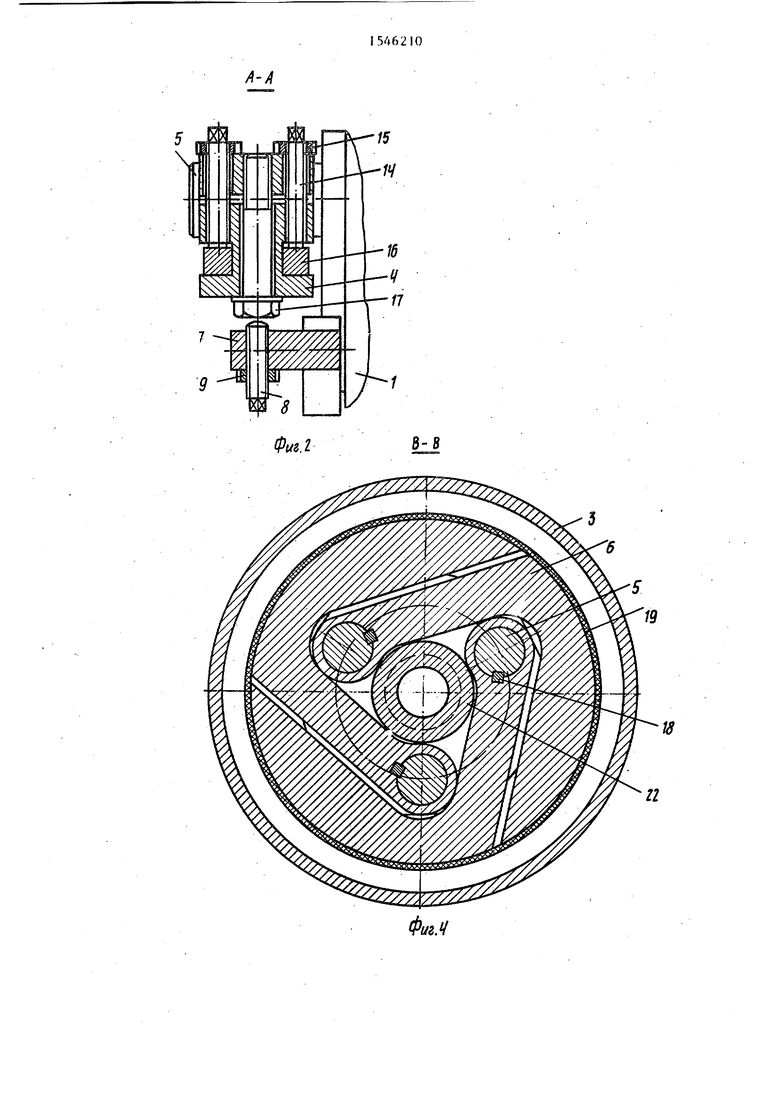
На фиг. 1 показана головка, вид спереди; на фиг,2 - разрез А-А на фиг.1; на фиг.З - разрез В-В на фиг.1; на Фиг.4 - разрез В-В на фиг.З, на Фиг.5 - разрез Г-Г на фиг.З; на фиг.6 разрез Д-Д на фиГ.5.
Головка состоит из корпуса, включающего соосные фланцы 1,2 и ограничительный кожух 3, которые жестко со- единены между собой, резцедержателей 4, установленных на концах валов 5, которые смонтированы в соосных отверстиях фланцев 1 и 2, выполненных равномерно по окружности с цент- ром на оси вращения, параллельно оси корпуса. На тех же валах 5 в пространстве между фланцами 1 и 2 жестко закреплены инерционные грузы 6 С-об
разной формы с участками наружных цилиндрических поверхностей, оси которых в исходном положении совпадают в осью корпуса.
Против каждого резцедержателя 4 к фланцу 2 прикреплен кронштейн 7, в котором установлен регулируемый упор 8 с контргайкой 9, ограничивающий финишное положение резцедержателя 4. При этом валы 5 связаны между собой посредством механизма, состоящего из одинаковых зубчатых колес 10, смонтированных на валах 5 и находящихся в зацеплении со съемными шестернями И, установленными на осях 12 которые смонтированы в отверстиях фланца 1 и расположены между валами 5.
5
0
0 5
0
5
0
Резцедержатели 4, в которых посредством винтов 13, 14 и контргаек 15 закреплены резцы 16, установлены на валах 5 с помощью болтов 17. Каждый резцедержатель 4 имеет возможность установки двух обычных или фасонных резцов или одного П-образного фасонного резца. Для автоматизации отвода инерционных грузов 6, которые жестко установлены на валах 5 посредством шпонок 18, на участки цилиндрических поверхностей инерционных грузов 6 надето плоское резиновое кольцо 19. Зубчатые колеса 10 смонтированы на валах 5 с помощью шпонок 20, а весь механизм, связывающий между собой валы 5, закрыт крышкой 21, прикрепленной к фланцу 1, В пространстве между фланцами 1 и 2 соосно с ними установлена втулка 22, в которой выполнено коническое отверстие (конус Морзе № 5) для установки вращающегося центра.
Головка монтируется на шпинделе металлорежущего, например, токарного станка.
Головка работает следующим образом.
В исходном положении при включенном станке под действием резинового кольца 19 резцы 16 занимают исходное положение, характеризующееся наибольшим удалением от оси вращения шпинделя.
Обрабатываемая деталь устанавливается либо в центрах, один из которых располагается во втулке 22, либо пропускается через шпиндель станка в центральное отверстие головки. В первом случае обрабатываемая деталь за- крепляется от проворота в суппорте станка. Во втором спучае пропущенный через шпиндель станка конец заготовки закрепляют в cvnnopie универсального станка или в пер ате-те специального протяжного vcipoficiBa, обеспечивающего только ос t BVKi подачу и
51
исключающего проворачивание заготовки.
При включении станка головка приводится во вращение и под действием центробежных сил инерционные грузы 6 вместе с валами 5 и резцедержателями 4 поворачиваются, перемещая резцы 16, срезающие припуск с заготовки.
Повернувшись на нижний угол, резцедержатели 4 останавливаются, уперевшись в упор 8.
По завершении обработки выключают вращение шпинделя станка, в ре- зультате чего исчезают центробежные силы инерции, действующие на инерционные грузы 6, и резиновое кольцо 9 автоматически возвращает инерционные грузы, а вместе с ними рез- цедержатели в исходное положение.
Головка допускает автоматизированную обработку деталей лишь при одностороннем ее вращении.
Настройка головки на размер про- изводится в исходном положении по шаблону путем регулирования положения упора 8, в который упирается резцедержатель 4, относительно кронштейна 7.
В зависимости от точности обработки, погрешностей установки заготовки относительно оси вращения головки, точности исходной заготовки, величины снимаемого припуска и т.п. обработка может производиться как с использованием механизма, связывающего между собой валы, который обеспечивает самоцентрирование резцов, так и без него, Вывести указанный механизм из работы можно сняв шестерни 1 1 с осей 12.
Использование для перемещения резцов центробежных сил инерции, действующих на массивные инерционные гру- зы 6, позволяет получать значительные усилия прижатия резцов к заготовке, необходимые для работы широкими фасонными резцами. Симметричное расположение резцов относительно заготовки способствует уменьшению деформаций в системе станок - приспособление - инструмент - деталь.
Применение в качестве привода перемещения резцедержателей инерцион- ных грузов позволяет контролировать финишное положение резцедержателей, так как привод переметения последних является нежестким. Консольное рас106
положение резцедержателей 4 на валах 5 способствует улучшению отвода стружки из зоны резания.
Головка является универсальной, так как кроме наружного продольного и фасонного точения позволяет решать ряд других важных в практическом отношении задач, таких как очистка и обдирка прутковых заготовок, упрочнение поверхности детали, одновременное точение и упрочнение по1- верхности, пластическое деформирование нагретых деталей, абразивная обработка деталей.
Установив в резцедержателях скребки, сняв упорные ограничители подачи и шестерни II с осей 12, можно использовать головку для очистки и обдирки заготовок. Необходимое по технологии усилие прижатия скребков к заготовке может регулироваться в этом случае путем изменения частоты вращения ппинделя.
Использование в качестве инструментов роликов позволяет упрочнять поверхность детали, либо производить пластическое деформирование предварительно нагретой детали. При установке в каждом резцедержателе резца и ролика можно одновременно производить обточку поверхности детали и ее упрочнение. Закрепив в резцедержателях абразивные бруски (типа брусков, используемых в хонинговальных головках), можно производить абразивную обработку поверхности детали.
Широкий перечень операций, которые могут быть осуществлены с помощью описываемой головки, определяется возможностью регулирования усилия прижатия инструментов к обрабатываемой детали путем изменения частоты вращения шпинделя, характера относительного перемещения инструментов (синхронное, свободное) а также возможностью произвольной фиксации финишного положения инструментов относительно обрабатываемой детали с помощью упорных ограничителей подачи резцедержателей. Формула изобретения
1. Многорезцовая головка, содержащая корпус, резцедержатели, установленные в корпусе на валах, расположенных параллельно его оси и равномерно по окружности, сооснон корпусу, и механизм поворота резпедержа7154
телей, отличающаяся тем, что, с целью расширения технологических возможностей и упрощения конструкции за счет сокращения зве- ньев кинематической связи в механиз- ме поворота, последний выполнен в виде жестко закрепленных на валах инерционных грузов С-образной формы с участками наружных цилиндрических поверхностей, оси которых в исходном положении совпадают с осью корпуса, и упругого элемента, например, плоского резинового кольца, охватывающего инерционные грузы по упомянутым участкам цилиндрических поверхностей, при этом головка снабжена за
8
крепленными на корпусе против каждого резцедержателя регулируемыми упорами, а каждый резцедержатель установлен на валу с возможностью поворота и фиксации в требуемом положении.
2. Многорезцовая головка по п. 1 , отличающаяся тем, что, с целью повышения надежности работы, головка снабжена закрепленными на валах зубчатыми колесами, закрепленными в корпусе осями, расположенными между валами, и съемными шестернями, предназначенными для установки на осях с возможностью зацепления с зубчатыми колесами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1994 |
|
RU2069606C1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| Способ многорезцового точения и многорезцовая головка | 1990 |
|
SU1814967A1 |
| Станок для изготовления деревянных фасонных изделий | 1982 |
|
SU1113247A1 |
| Устройство для дробления стружки при чистовом точении на токарных автоматах | 1990 |
|
SU1745411A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
Изобретение относится к обработке металлов резанием и может быть использовано на токарных и других станках для продольного и фасонного точения. Целью изобретения является расширение возможностей и упрощение конструкции многорезцовой головки. Головка содержит корпус, включающий фланцы 1,2 и кожух 3. Резцедержатели 4 и инерционные грузы 6 установлены на валах 5, расположенных параллельно оси корпуса. Инерционные грузы 6 имеют С-образную форму и стянуты по участкам цилиндрических поверхностей плоским резиновым кольцом 19. На корпусе против каждого резцедержателя закреплены кронштейны с регулируемыми упорами для ограничения поворота резцедержателей. Валы 5 могут быть соединены между собой посредством зубчатых колес 10 для повышения надежности работы головки. В процессе вращения головки валы 5 под действием инерционных грузов 6 поворачиваются, вместе с ними и резцедержателями, которые производят обработку. 1 з.п.ф-лы, 6 ил.
W
фиг.1
и
ы
Редактор Н.Горват
Составитель А.Сапенюк Техред М.Ходанич
21
W
19
//////////7////////А Г
Фиг.6
Корректор С.Черни
| Власов С.Н., Черпаков Б.И, Справочник молодого наладчика автоматических линий и специальных станков, М.: Высшая школа, 1983, с,64, рис.52. |
