Около 10% чугуна, расходуемого на отливку водопроводных труб, приходится И литниюи. Литник трубы, отливаемой вертикально раструбом вииз, соединяется с её цилиндрической частью тонкими, сравнительно с остальным частями, питателями, которые после заполнения формы быстро застывают, и сообщение между массивиой литниковой чашей и залитой трубой прекращается.
По остьшании залитой таким образом трубы, Она въшимается .из опоки, причём литник или отламывается от трубы перед выемкой, или (на самых крупных трубах) отбивается кувалдой после выемки. Затем ЛИТНИКИ транспортируются «з литейного пролёта: мелкие-непосредственно на шихтовый двор, более же крупные сперв-а подагергаются ручной разделке на габаритные куски.
Совершенно очев.идно, что существование масси-вной литниковюй чаши оправдывается технологически только ДО момента заполнения чугуном всей формы до напрацляющего кольца стержня. После этого рель литниковой чаши сводится к нулю.
Способ заливки с использОВанием контрольного отверстия уже известен. С целью снвжедия расхода металла, предлагается контрольное отверсти-е располагать «а. таком расстоянии от верхнего знака, чтобы при последующе заливке полости формы поверх контрольного отверстия использовать весь металл, накопившийся в литниковой чаше.
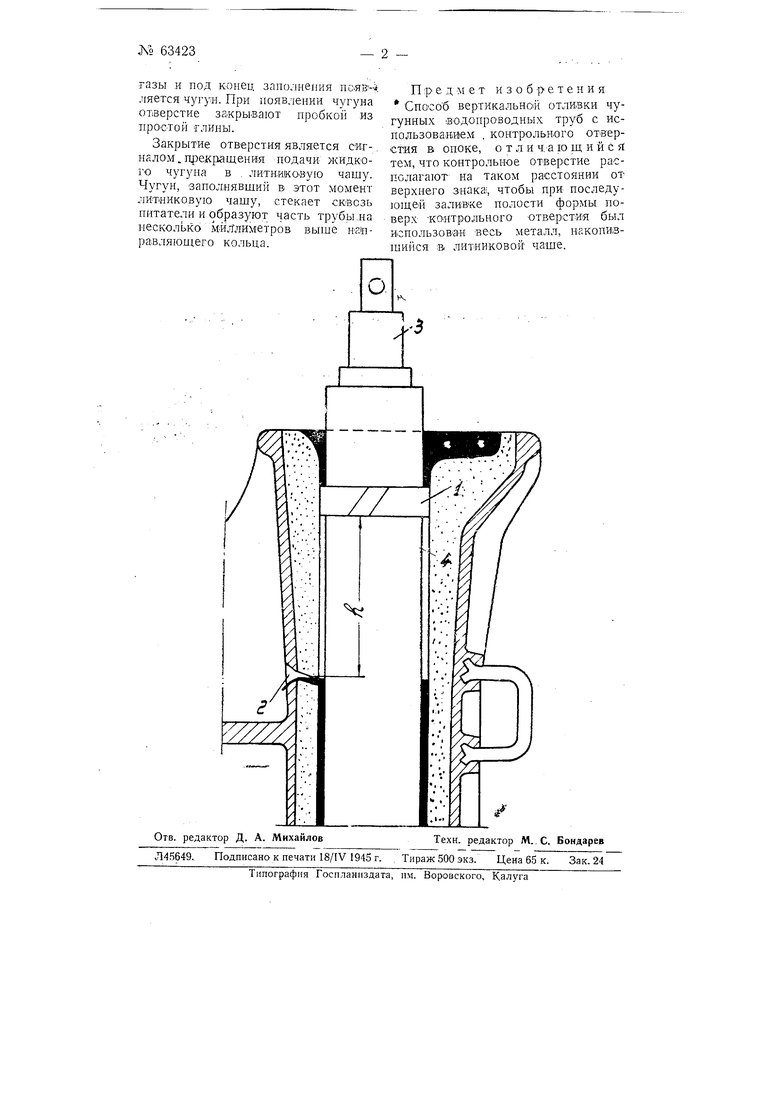
На чертеже изображена форма .;;ля вертикальной заливки водопроводных труб.
На олределёННОм расстоянии h от направляющего кольца 1 стержня сквозь имеющееся в опоках для выхода газов отверстие, которое затем может быть разделано, как указано .на чертеже, до выемки модели из только что набитой формы проделывается в- толще формовочной земли отверстие 2; модель 3 удаляется, отделывается /штник, исправляется указанное отверстие, форма 4 окрашивается и идёт на сушку. После её просушки, перед сборкой проверяют чистоту отверстия. 0 бычным1 способом изготовленный стержень устанавливают в форму и производят заливку.
В начале заливки через отверстие 2 выходят из заполняемой формы
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Машина для формовки ребристых труб | 1932 |
|
SU32099A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2017 |
|
RU2667569C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК С ПАРАЛЛЕЛЬНЫМИ ОБРАЗУЮЩИМИ БОКОВЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2086340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
