Изобретение относится к технологи изготовления коллекторов электричесних машин и может быть использовано в электротехнической промышленности. Известен способ изготовления коллекторов электрических машин, по которому корпусную изоляцию формируют из готовглх прессованных электроизоляционных элементов l . Однако при изготовлении коллекторов таким способом для корпусной изо ляции применяют дорогостоящие слюдо содержащие термопласты. Кроме того, усадка такой изоляции в процессе эксплуатации коллекторов приводит к увеличеникз биения коллектора и необходимости периодических его проточек . Известен также способ изготовления коллекторов электрических машин по которому корпусную изоляцию коллекторного пакета формируют из сухого ленточного материала, а затем пропитывают в термореактивном связую щем- и термообрабатывают до полимеризации связующего 2 . Этот способ является наиболее близким к предложенному по технической сущности. По такому способу изоляцию, предварительно нарезанную лепестками из сухого изоляционного материала, например слгодипита, слюдопласта, укладывают с перекрытием в несколько слоев между пакетом и нажимными конусами вручную и для обеспечения необходимой плотности и равномерности укладки изоляции затрачивается много времени, что снижает производительность при изготовлени коллекторов . Целью изобретения является повышение производительности изготовления коллекторов. Это достигается тем, что формуют корпусную изоляцию на тороидальной оправке, .предварительно установив нэолированное армировочное кольцо, затем тороидальную оправку вместе с изоляцией и армировочным кольцом надевают на технологическую оправку, разрезают изоляцию над местом расположения армл-:ровочного кольца, отгибают ее к торцам технологической оправки и прижимают кольцом, извлекают тороидальную оправку и устанавливают изоляцию с технологической оправкой в коллекторный пакет, затем устанавливают другое изолированное армировочное кольо, отгибают изоляцию к торцам пакета и вводят коллекторную втулку, извлекая при этом технологическую onpetBку.
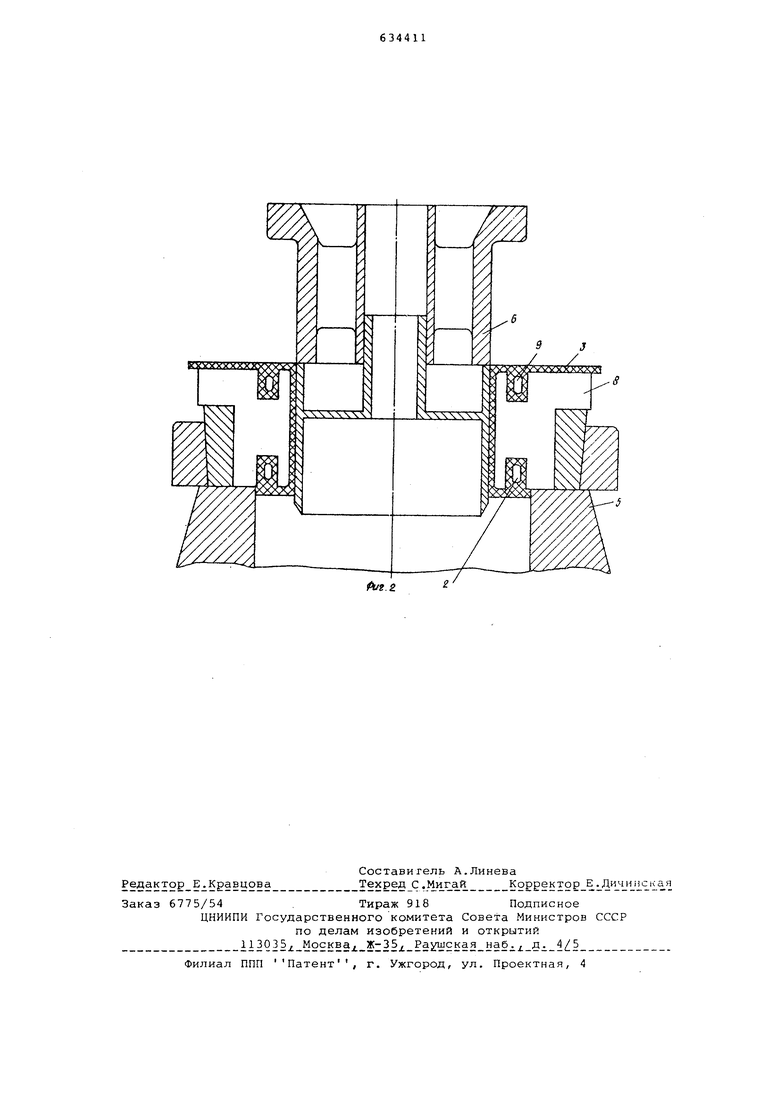
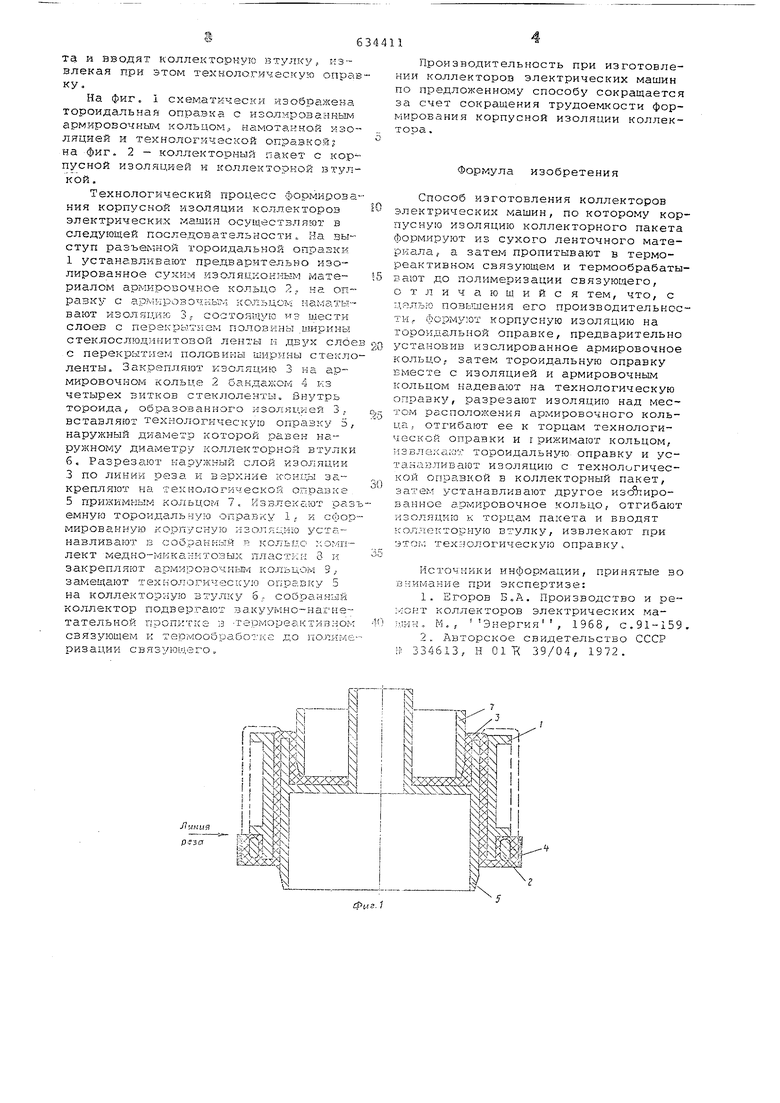
На фиг. i схематически изображена тороидальная оправка с изолированным армировочным кольцом,, намотанно.й изоляцией и технологической опраэкой; на фиг. 2 - коллекторг- ый пакет с корпусной изоляцией и коллекторной втулкой,
Технологический процесс формирования корпусной изоляции коллекторов электричеоких машин осуществляют в следующей последовательности. На зыступ разъемной тороидальной оправки 1 устанавливают предварительно изолированное сухим иэоляцкокньзм материалом армировочное кольцо 2, на опразку с армкровочнкг.; кольдок наматывают изоляцию Зг состоящую из DjeCTH
слоев с перекрытием половины ширимы стеклослюдинитовой ленты и двух слое с перекрытием половины ширину стеклоленты. Закрепляют изоляцию 3 на ар мировочном кольце 2 бакда.жом 4 кз четырех витков стеклоленты. Внутрь тороида, образованрэого изоляцией 3,, вставляют технологическую опразку 3, наружный диаметр которой равен наружному диаметру коллекторной втулки б. Разрезают наружный слой изоляции 3 по линии реза и верхние X-OHIJ;HI закрепляют на технологической оправке 5 прижимным кольцом 7. Кззлекс;ЮТ раземную тороидальную onpaBv y 1, и сформированную корпусную ;-13о.пяци;о устанавливают в собранный и кольце комплект медно-мкканктоэых лласткн 8 и закрепляют армировочнь кольцом 9; замещают техЕ- ологическую оправку 5 на коллекторную втулку б,, собранный коллектор подвергают за.куз/мно-нагчетательной проп}:тке ;з ТермореактиБном связующем к термообработке до полимеризации связуюш.его,
Производительность при изготовлении коллекторов электричеоких машин по предложенному способу сокращается за счет сокращения трудоемкости формирования корпусной изоляции коллектооа.
Формула изобретения
Способ изготовления коллекторов электрических машин, по которому корпусную изоляцию коллекторного пакета формируют из сухого ленточного материала, а затем пропитывают в термореактивком связующем и термообрабатывают до полимеризации связующего, о т л и ч а ю щ. и и с я тем, что, с цальго повЕ тшения его производительности, CpopiviyioT корпусную изоляцию на тороидальной оправке, предварительно установив изолированное армировочное КОЛЬЦО; затем тороидальную оправку вместе с изоляцией и армировочным кольцом надевают на технологическую оправку, разрезают изоляцию над местом располоз-хения армировочного кольца , отгибают ее к торцам технологической оправки и г рижимают кольцом, изБлека;от тороидальную оправку и усганавливают изоляцию с технологической оправкой в коллекторный пакет, затем уста.навливают другое изо тирова.нное армировочное кольцо, отгибают изоляцТНО к торцам пакета и вводят коллетсторную втулку, извлекают при этог.; технологическуро оправку
Источники информации, принятые зо внимание при экспертизе:
1.Егоров Б.А. Производство и ре;-;онт коллекторов электрических ма;:1ин, М., Энергия, 1968, с.91-159
2.Авторское свидетельство СССР i-f 334613, Н 01 R 39/04, 1972.
fut.S.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖНОГО КОЛЬЦА КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2007 |
|
RU2330361C1 |
| Способ изготовления коллектора электрической машины | 1987 |
|
SU1554059A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1275606A1 |
| ЛИНО-ТЕХНРЕI БИБЛИОТЕК^ | 1972 |
|
SU334613A1 |
| Устройство для изолирования пазов магнитопроводов электрических машин | 1978 |
|
SU739694A1 |
| Способ изготовления крючкового коллектора электрической машины (его варианты) | 1985 |
|
SU1274041A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖНОГО КОЛЬЦА КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1993 |
|
RU2095896C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2319267C1 |
| Способ изготовления цилиндрической обмотки трансформатора и устройство для его осуществления | 1982 |
|
SU1023416A1 |