Изобретение относится к электромашиностроению, в частности к производству коллекторов электрических двигателей, применяемых в ручных и переносных машинах.
Цель изобретения - повышение надежности и упрощение технологии изготовления колл-ектора.
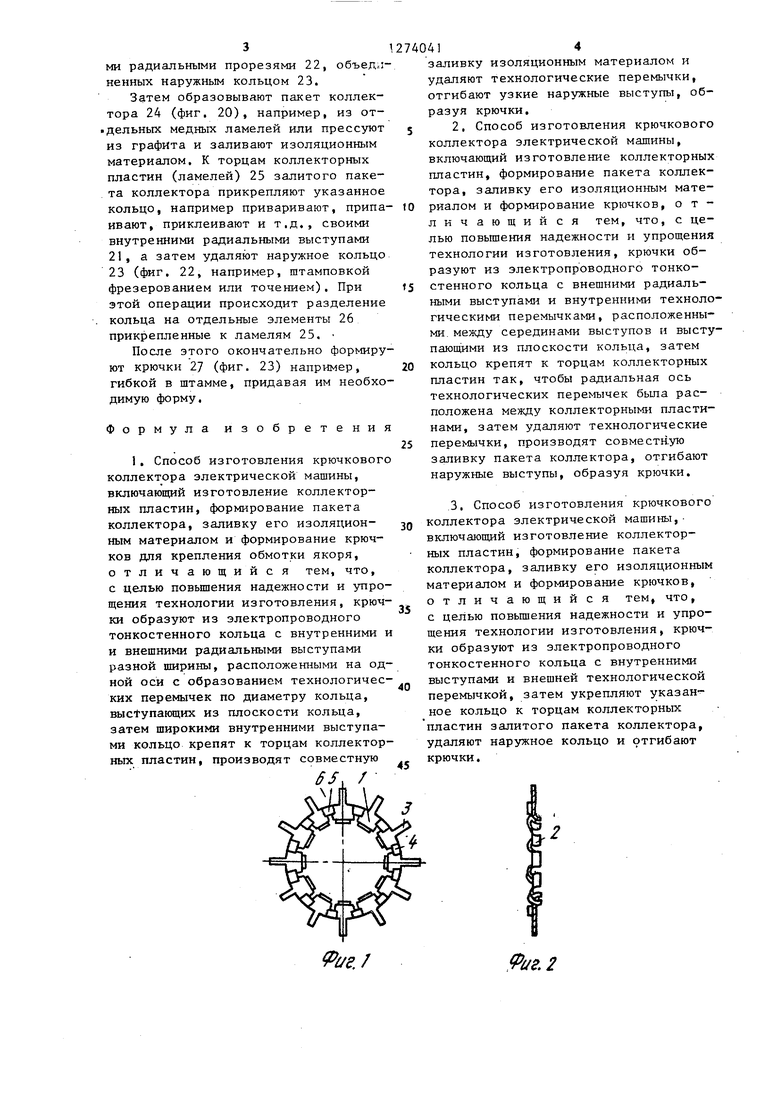
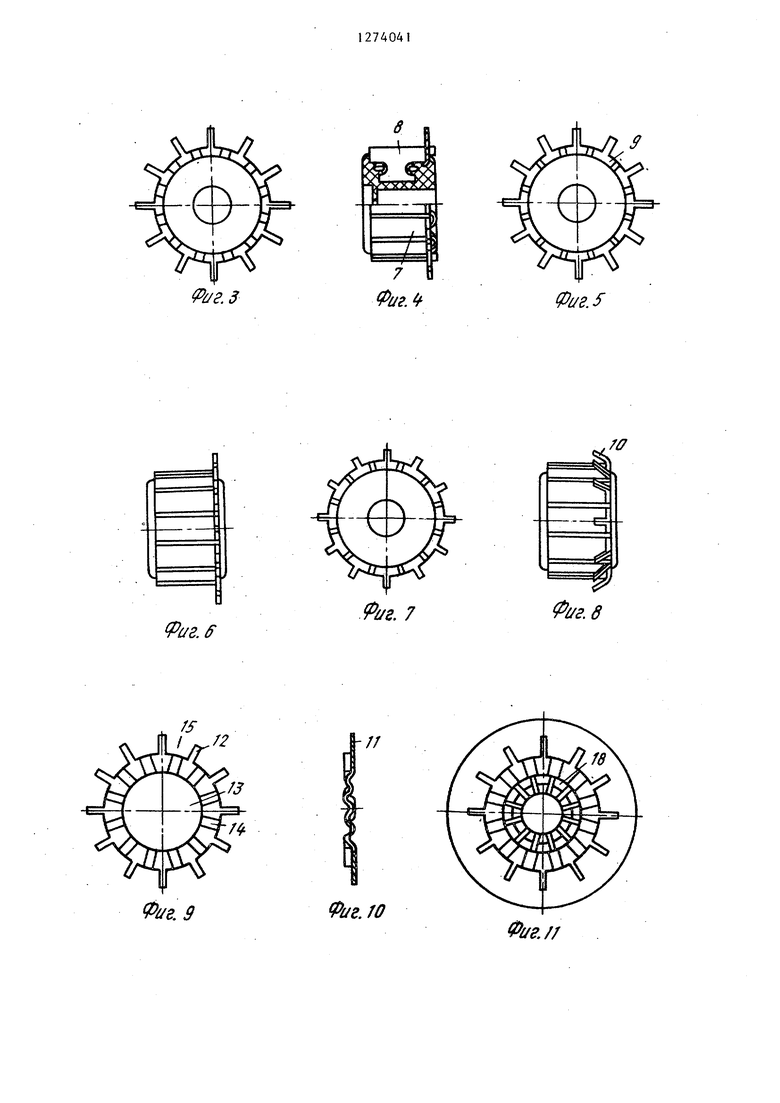
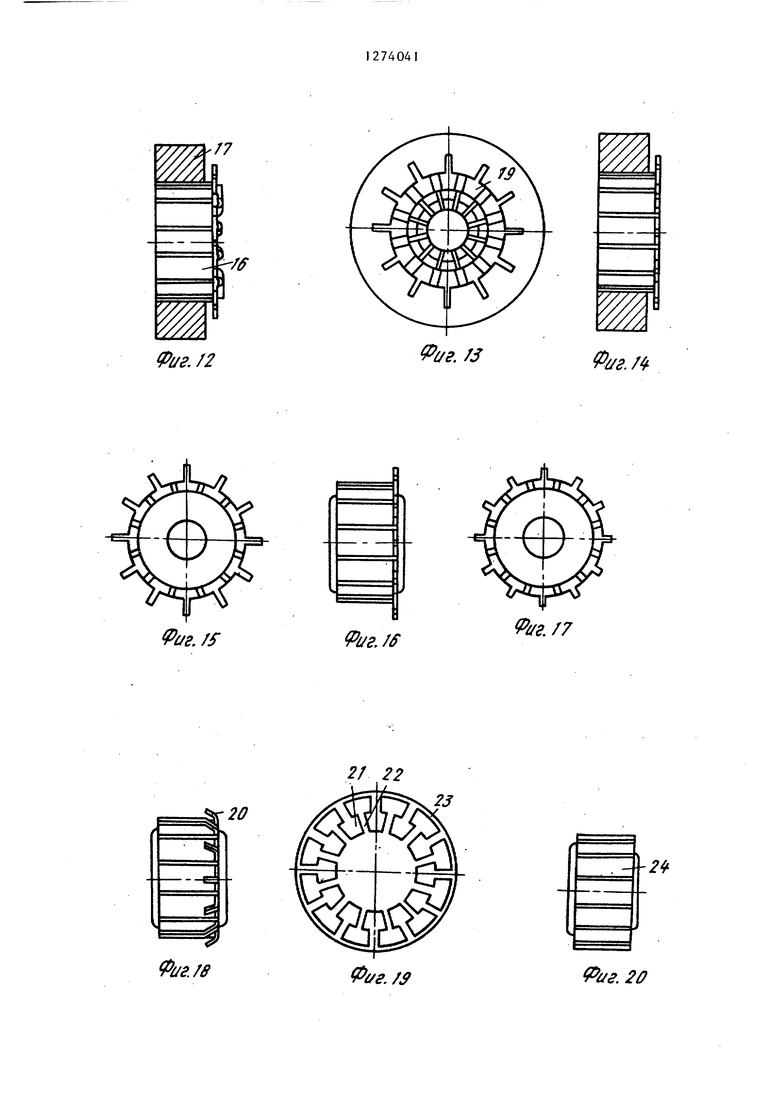
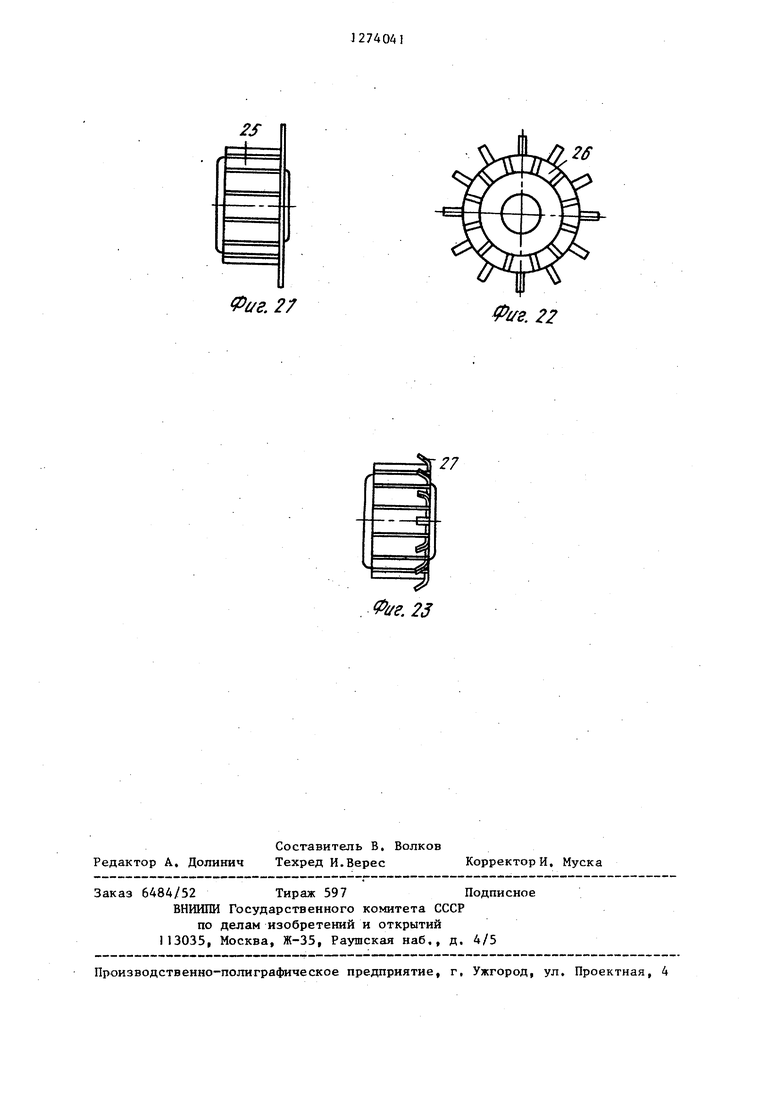
По 1-ому варианту: на фиг. 1 изображено крючковое кольцо; на фиг. 2 то же, вид слева; на фиг. 3 - зал.итый коллектор в сборе с кольцом; на фиг. 4 - то же, вид слева; на фиг. 5 - залитый коллектор в сборе с элементами крючков; на фиг. 6 то же, вид слева; на фиг. 7 - готовый коллектор с оформленными крючками; на фиг. 8 - то же, вид слева; по 2-ому варианту: на фиг. 9 - крючковое кольцо; на фиг. 10 - то же, вид слева; на фиг. 11 - коллектор в сборе в оправке с прикрепленным кольцом; на фиг. 12 - то же, вид слева; на фиг. 13 - коллектор в сборе в оправке с элементами крючко на фиг. 14 - то же, вид слева; на фиг. 15 - залитый коллектор; на фиг, 16 - то же, вид слева; на фиг. 17 - готовый коллектор с оформленными крючками; на фиг. 18 - то же, вид слева; по 3-ему варианту) на фиг. 19 - крючковое кольцо; на фиг. 20 - залитый пакет коллектора; на фиг. 21 - пакет коллектора с прикрепленным кольцом; на фиг. 22 коллектор с элементами крючков; на фиг; 23 - готовый коллектор с оформленными крючками. При первом варианте, из электропроводного материала, например, медь, латунь, алюминий и т.д., образуют кольцо 1 например, штамповкой с внутренним зубчатым контуром с внутренними радиальными выступами 2 (фиг. 2), которые затем отгибают. При первом варианте, из электропроводного материала, например медь латунь, алюминий и т.д. образуют например, штамповкой с кольцо внутренним зубчатым контуром с внутренними радиальными выступами 2 (фиг. 2), которые затем отгибают, и крючков3 по наружному контуру кольца, в радиальном направлении об разуют, например, шпаковкой выступа ющие из плоскости кольца перемычки 4 между концами прорезей 5 внутреннего зубчатого контура и впадинами 6 между крючками.
Затем образовывают пакет коллектора 7 (фиг. 4), например, в оправке из отдельных медных ламелей или прессуют из графита и в сборе с кольцом
запивают изоляционным материалом. Причем кольцо располагают так, чтобы перемычки 4 располагались против промежутков между ламелями 8. . После заливки удаляют перемычки
4 (фиг. 5,6), например, точением или фрезерованием, При этой операции происходит разделение кольца 1 на отдельные элементы 9, прижатые к ламелям 8,
Затем окончательно формируют крючки 10 (фиг. 8), например, гибкой в штампе, придавая им необходимую форму.
При втором варианте, из электропроводного материала, например медь, латунь, алюминий и т.д., образуют кольцо 1.1 (фиг. 10), например, штамповкой с крючками 12 (фиг. 10) по. наружному контуру кольца и центральным отверстием 13, в радиальном направлении образуют, например, штамповкой выступающие из плоскости кольца перемычки 14 между центральным отверстием и серединами впадин 15 между крючками. Затем образовывают пакет коллектора 16 (фиг. 12), например, в оправке из отдельных медных ламелей или прессуют из графита, вставляют в оправку 17 и прикрепляют, например, приваривают, припаивают, приклеивают и т.д., к торцу пакета коллектора. Причем кольцо располагают так, чтобы перемычки 14 располагались против промежутков между ламелями 18. После этого удаляют перемычки 14 (фиг. 13, 14), например, точением или фрезерованием. При этой операции происходит разделение кольца на: отдельные элементы 19, прикрепленные к ламелям 18. Затем производят заливку (фиг. 15, 16) и окончательно формируют крючки 20 (фи1. 18), например, гибкой в штампе, придавая им необходимую . При третьем варианте, из электропроводного материала, например медь, латунь, алюминий и т.д., образуют кольцо (фиг. 19), например, штамповкой с внутренним зубчатым контуром в виде внутренних радиальных выступов 21, с расположенными между ними радиальными прорезями 22, объедл ненных наружным кольцом 23. Затем образовывают пакет коллектора 24 (фиг. 20), например, из отдельных медных ламелей или прессуют из графита и заливают изоляционным материалом. К торцам коллекторных пластин (ламелей) 25 залитого пакета коллектора прикрепляют указанное кольцо, например приваривают, припа ивают, приклеивают и т.д., своими внутренними радиальными выступами 21, а затем удаляют наружное кольцо 23 (фиг. 22, например, штамповкой фрезерованием или точением). При этой операции происходит разделение кольца на отдельные элементы 26 прикрепленные к ламелям 25. После этого окончательно формиру ют крючки 27 (фиг. 23) например, гибкой в штамме, придавая им необхо димую форму. Формула изобретения 1. Способ изготовления крючкового коллектора электрической машины, включающий изготовление коллекторных пластин, формирование пакета коллектора, заливку его изоляционным материалом и формирование крючков для крепления обмотки якоря, отличающийся тем, что, с целью повышения надежности и упрощения технологии изготовления, крючки образуют из электропроводного тонкостенного кольца с внутренними и и внешними радиальными выступами разной ширины, расположенными на одной оси с образованием технологических перемычек по диаметру кольца, выс1упающих из плоскости кольца, затем широкими внутренними выступами кольцо крепят к торцам коллекторных пластин, производят совместную 6S / 0414 заливку изоляционным материалом и удаляют технологические перемычки, отгибают узкие наружные выступы, образуя крючки, 2. Способ изготовления крючкового коллектора электрической машины, включающий изготовление коллекторных пластин, формирование пакета коллектора, заливку его изоляционным материалом и формирование крючков, отличающийся тем, что, с целью повьш1ения надежности и упрощения технологии изготовления, крючки образуют из электропроводного тонкостенного кольца с внешними радиальными выступами и внутренними технологическими перемычками, расположенными, между серединами выступов и выступающими из плоскости кольца, затем кольцо крепят к торцам коллекторных пластин так, чтобы радиальная ось технологических перемычек была расположена между коллекторными пластинами, затем удаляют технологические перемычки, производят совместн-ую заливку пакета коллектора, отгибают наружные выступы, образуя крючки. 3. Способ изготовления крючкового коллектора электрической машины, включаюш 1Й изготовление коллекторных пластин, формирование пакета коллектора, заливку его изоляционным материалом и формирование крючков, отличающийся тем, что, с целью повьш1ения надежности и упрощения технологии изготовления, крючки образуют из электропроводного тонкостенного кольца с внутренними выступами и внешней технологической перемычкой, затем укрепляют указанное кольцо к торцам коллекторных пластин залитого пакета коллектора, удаляют наружное кольцо и фтгибают крючки.
ае./
us. 2
г
.S
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Коллектор электрической машины и способ его изготовления | 1985 |
|
SU1309136A1 |
| Торцовый коллектор электрической машины и способ его изготовления | 1980 |
|
SU983848A1 |
| Коллектор электрических машин | 1985 |
|
SU1327214A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU705578A1 |
| Якорь коллекторного электродвигателя | 1985 |
|
SU1348930A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007800C1 |
| Способ изготовления коллектора электрической машины | 1991 |
|
SU1815712A1 |
| Коллектор электрической машины и способ его изготовления | 1981 |
|
SU1014077A1 |
| Способ изготовления коллектора электрической машины | 1990 |
|
SU1814092A1 |
Изобретение относится к области электромашиностроения, в частности к производству коллекторов электрических двигателей, применяемых в ручных и переносных машинах. Целью изобретения является повьппение надежности и упрощение технологии изготовления коллектора. Способ изготовления крючкового коллектора электрической машины включает изготовление коллекторных пластин, формирование пакета коллектора, заливку его изоляционным материалом и формирование крючков для крепления обмотки якоря. Крючки образуют из электропроводного тонкостенного кольца с внутренними и внешними радиальными выступами разной ширины. Выступы расположены на одной с S оси с образованием технологических перемычек по диаметру кольца, высту(О пающих из плоскости кольца. Кольцо крепят к торцам коллекторных пласС тин, затем производят совместную заливку изоляционным материалом и удаляют технологические перемычки, отгибают узкие наружные выступы, обND разуя крючки. 3 с.п.ф-хгы, 23 ил. 4;
,7ff
аг.
i/s.8
i/г. 7
Л
Фие. 9
Фиг. W
Фаг.//
r//f
i/г, /2
/г. /S
i/г. /
/г, /f
иг./7
i/г. /ff
20
a/ff
2/ 22
23
2
.20
f/e. /S
2S
. 27
25
lie. 22
f/e. 23
| Егоров Б | |||
| А | |||
| Производство и ремонт коллекторов электрических машин | |||
| Л.: Энергия, 1968, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
