1C
СП
О)
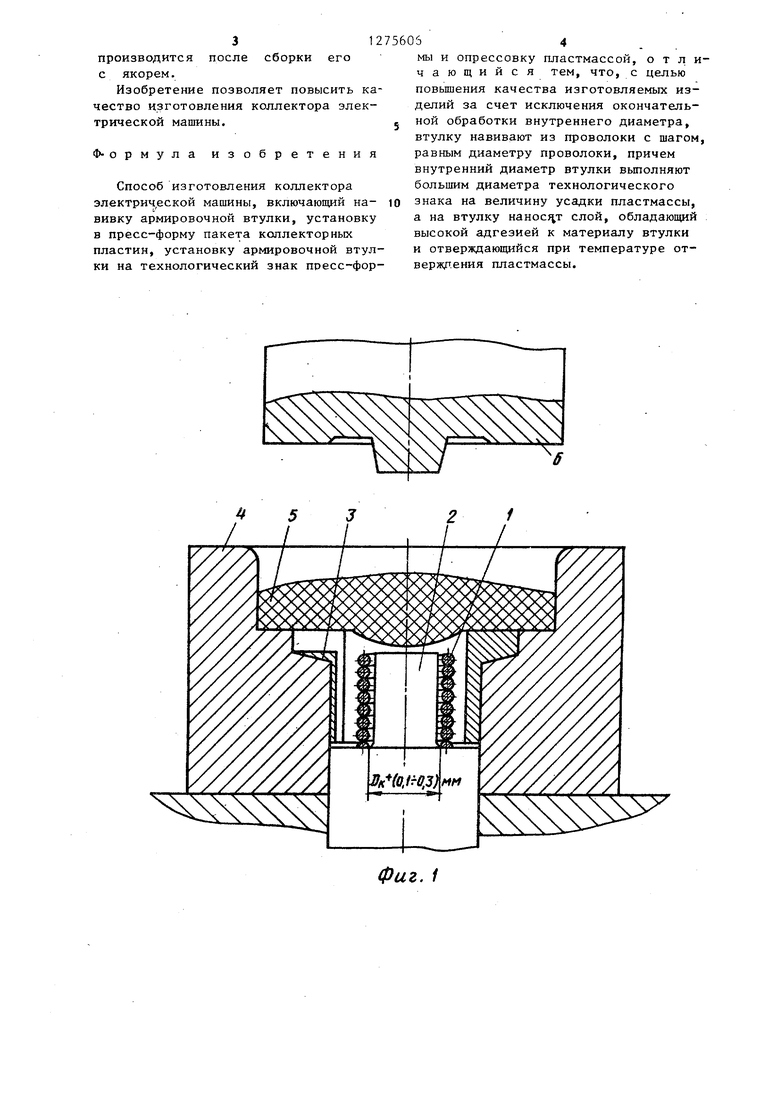
о а Изобретение относится к технологии изготовления коллекторов электрических машин. Цель изобретения - улучшение качества изготовляемых изделий за сче исключения окончательной обработки внутреннего диаметра. На фиг.1 показана армировочная втулка, установленная на технологический знак, пакет коллекторных пла стин, установленный в пресс-форму,и уложенная в нее пластмассаj на фиг, коллектор, опрессованньй пластмассо (заключительный этап). Способ изготовления коллектора электрической машины осуществляется следующим образом. Навивают армировочную втулку 1 из проволоки, содержащей наружный слой, обладанщий высокой адгезией к материалу втулки и отверж,цающийся при температуре отверждения пластмассы. Внутренний диаметр втулки бол ше диаметра технологического знака (фиг.1),т.е. если окончательньй внутренний диаметр коллектора равен D (диаметр технологического знака),то втулку навивают с внутренним диамет ром D + (0,1 + 0,3) мм. Наружный слой проволоки образуют лаком из группы изоляционных лаков для обмоточных эмалированных проводов, например полиамидным лаком АД 9103. Армировочную втулку 1 одевают на те нологический знак 2. Устанавливают пакет коллекторных пластин 3 в прес форму 4 и закладывают в загрузочную камеру пластмассу 5. Прессующее уси лие создает пуансон 6. Пакет коллекторных пластин 3 по наружному диаметру может содержать перемычки, соединяю1ще пластины в одно целое, а поверхностный- слой втулки может одновременно обладать высокой адгезией к пластмассовому корпусу коллектора. После, этого начинают опрессовку. При движении пуансона 6 вниз пла стмасса 5 обжимает в радиальном направлении втулку 1 вокруг технологи ческого знака 2. При этом внутренни диаметр армировочной втулки 1, благодаря ее податливости, уменьшается и обжимает технологический знак что обеспечивает калибровку внутре1 него диаметра армировочной .втулки, а полимеризация материала наружного слоя втулки, происходящая в конце опрессовки коллектора, придает втулке жесткость за счет монолитности и жесткости всех ее витков. Для сохранения прочности коллектора, содержащего перемычки, соединяющие медные пластины в одно целое, наружньй диаметр коллектора протачивают после напрессовки на вал якоря. После снятия коллектора с пресс-формы он поступает в термошкаф для термостабилизации и далее после удаления облоя - на сборку. Пример . Изготавливают цилиндрический коллектор эле ктрической машины, состоящий иэ пакета медных коллекторных пластин, армировочной втулки и пластмассового корпуса. Пакет коллекторных пластин изготавливают из кольцевой заготовки методом холодного выдавливания с перемычками по наружному диаметру и с продольными крепежными выступами. Пакет коллекторных пластин устанавливают в пресс-форму, имевпгую технологический -0,032 знак наружным диаметромф16,4-0,075 мм. На технологический знак одевается ар ировочная втулка с внутренним диаметром016,6 + 0,25 мм, .состоящая из 14 витков стальной проволоки 01,4 мм. Шаг намотки втулки: 1,4 мм. Йтулка до установки в пресс-форму меднится, покрывается лаком АД9103 и высуши- вается при t . . В загрузочную камеру пресс-формы нагретой до t 170 - подают порцию пластмассы, фенопласта 45-30141 и подают прессующее усилие. Под давлением пуансона пластмасса обжимает втулку в радиальном направлении вокруг стержневого знака, в результате внутренний диаметр армировочной втулки за счет ее податливости уменьщается и ограничивается наружным диаметром технологического знака, а наружный слой втулки в конце опрессовки коллектора полимеризуется, придавая втулке монолитность и жесткость за счет образования неразъемного соединения всех ее витков. После снятия коллектора с пресс-формы он подвергается термостабилизации и удаляется облой. В полученном коллекторе внутренний диаметр не требует . дополнительной механической обработки + 0,03 и равен 16,4 - 0,07. Проточка коллектора по наружному диаметру
производится после сборки его
с якорем.
Изобретение позволяет повысить качество изготовления коллектора электрической машины.
Ф-ормула изобретения
Способ изготовления коллектора электрич,еской машины, включающий навивку армировочной втулки, установку в пресс-форму пакета коллекторных пластин, установку армировочной втулки на технологический знак пресс-формы и опрессовку пластмассой, отличающийся тем, что, с целью
повышения качества изготовляемых изделий за счет исключения окончательной обработки внутреннего диаметра, втулку навивают из проволоки с шагом, равным диаметру проволоки, причем внутренний диаметр втулки выполняют большим диаметра технологического знака на величину усадки пластмассы, а на втулку нанос т слой, обладающий высокой адгезией к материалу втулки и отверждающийся при температуре отверждения пластмассы.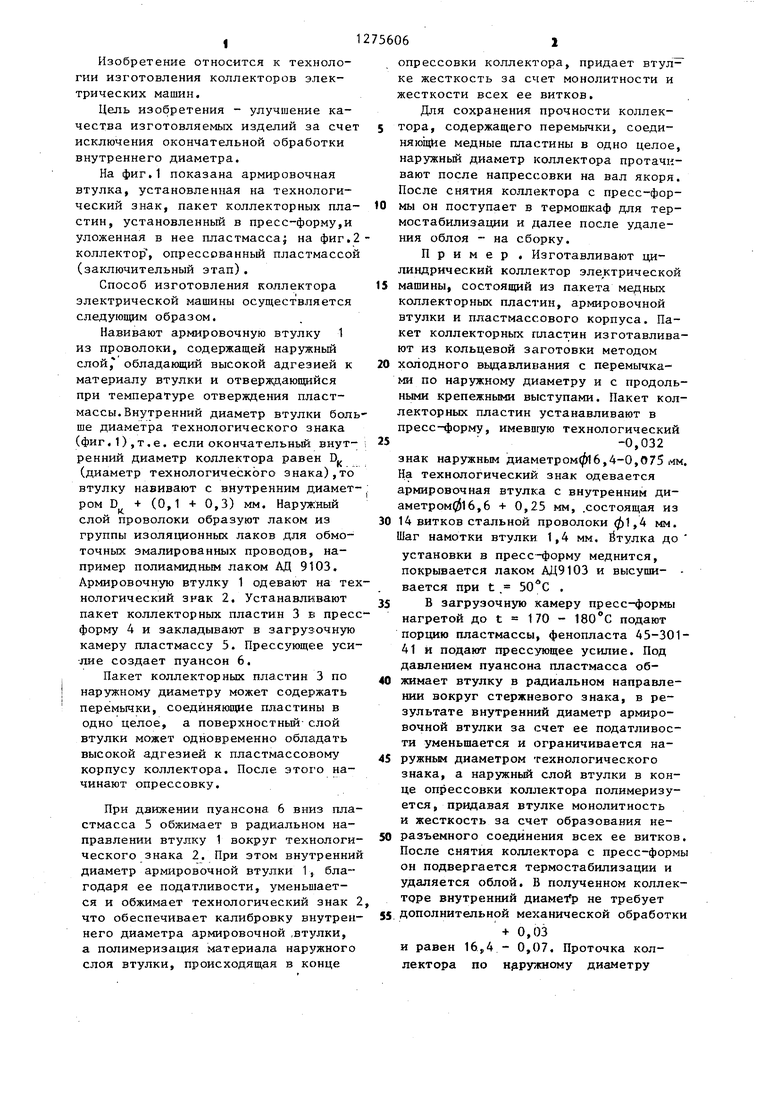
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1117748A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1185463A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041539C1 |
| Способ изготовления коллектора электрической машины | 1987 |
|
SU1536466A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1987 |
|
SU1554059A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХМАШИН | 1968 |
|
SU218988A1 |
| Способ изготовления коллектораэлЕКТРичЕСКОй МАшиНы и СбОРКиЕгО C яКОРЕМ | 1979 |
|
SU813569A1 |
| Способ изготовления коллекторов высокооборотных электрических машин | 1990 |
|
SU1808157A3 |
Изобретение относится к технологии изготовления коллекторов электрических машин. Целью изобретения является улучшение качества изготавливаемых изделий за счет исключения, окончательной обработки внутреннего диаметра, Способ включает навивку армировочной втулки, установку в .пресс-форме пакета коллекторных пластин, установку армировочной втулки на технологический знак пресс-формы и опрессовку пластмассой. Втулку навивают из проволоки, внутренний диаметр втулки выполняют большим диаметра технологического знака на величину усадки пластмассы, а на втулку наносят слой, обладаю11р1й высокой адгезией к материалу вт.улки и отверждающийся при температуре отверждения пластмассы. Наружный слой втулки в конце опрессовки коллектора поi jлимеризуется, придавая втулке монолитность и жесткость за счет образо Л вания неразъемного соединения всех ;ее витков. 2 ил.
фиг. 1
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1117748A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
