нитные силовые лини которого взаимодействуют с одним (блилсайшим) из магнитов шайбы 6.
Таким образом, благодаря равенству или кратности количества магнитов шайбы числу заходов резьбонакатного ролика, возможна первоначальная угловая ориентации резьбонакатных роликов.
Резьбонакатная головка работает следуюшим образом.
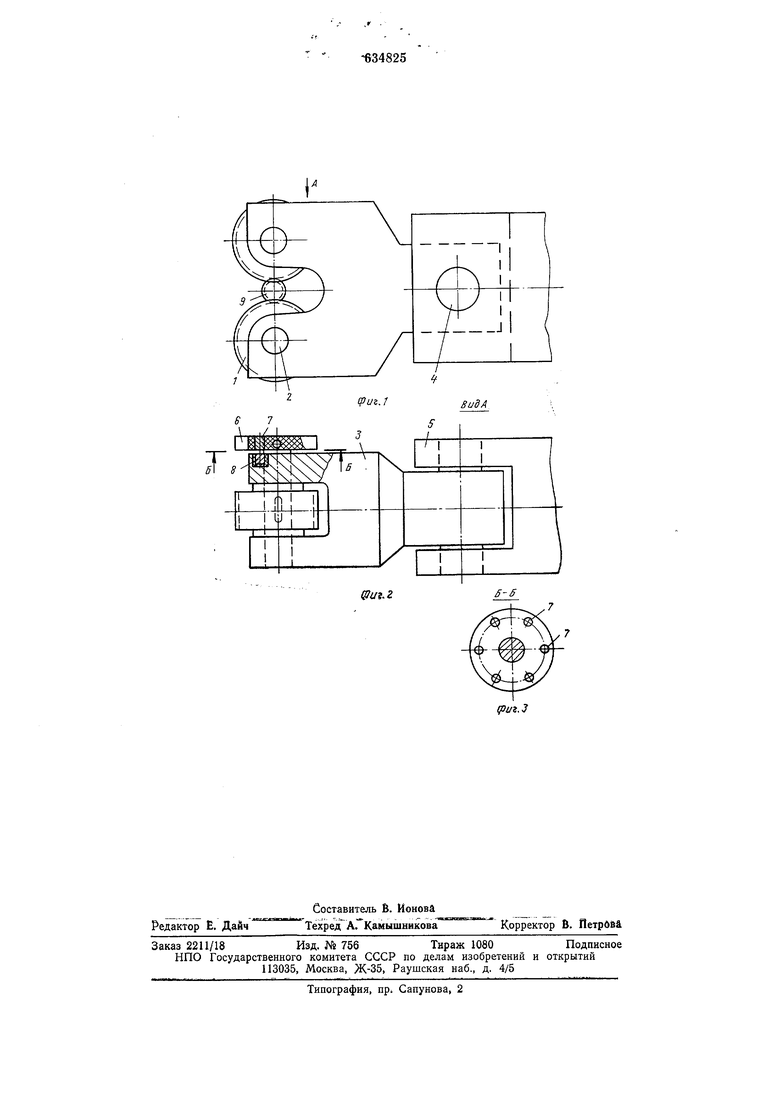
Из исходного положения головка, укрепленная через хвостовик 5 на суппорте станка, подается на врашающуюся заготовку 9 в поперечном направлении. Резьбонакатные ролики 1, коснувшись заготовки 9, также начинают вращаться вместе с осями 4 и закрепленными на них шайбами 6. Профиль резьбы полностью накатывается и подача влево прекрашается, когда точюи контакта резьбонакатных роликов 1 с заготовкой 9 достигнут вертикальной диаметральной плоскости заготовки 9. После накатывания головка отводится от заготовки 9 (вправо), при этом благодаря взаимодействию магнитов, установленных на шайбе и корпусе, каждый ролик занимает определенное положение и между роликами вновь возникает первоначальная угловая ориентация.
В данной конструкции применимы как постоянные магниты, так и электромагниты. Возможно использовать взаимодействие разноименных полюсов магнитов (на шайбе и корпусе). В этом случае ролики всегда будут занимать угловое положение, при котором против магнита корпуса будет стоять один из магнитов шайбы. При использовании -одноименных полюсов шайба будет поворачиваться так, что два соседних магнита шайбы расположатся на одинаковом расстоянии от магнита корпуса.
Формула изобретения
1.Тангенциальная резьбонакатная головка, содержащая два накатных ролика, выполненных с многозаходной резьбой, закрепленных в корпусе на осях, и механизм взаимной угловой ориентации роликов, отличающаяся тем, что, С целью упрощения конструкции, механизм взаимной угловой ориентации роликов выполнен в виде шайб.из немагнитного материала, жестко закрепленных ,на осях накатных роликов, и смонтированных внутри шайб магнитов, равномерно размещенных по окружности последних, а также по крайней мере двух магнитов, каждый из которых закреплен в корпусе со стороны соответствующей шайбы.
2.Резьбонакатная головка по п. 1, отличающаяся тем, что количество магнитов на каждой шайбе равно или кратно числу заходов резьбы накатных роликов.
Источники информации, принятые во внимание при экснертизе
1.Писаревский М. И. Новый инструмент для накатывания резьб и шлицов, М., Л., «Машиностроение, 1966, с. 85, рис. 53.
2.Авторское свидетельство СССР № 420373, кл. В 21Н 3/04, 20.12.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тангенциальная резьбонакатная головка | 1977 |
|
SU732061A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654339A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU656723A1 |
| Тангенциальная головка для накатывания резьбы | 1977 |
|
SU656722A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654338A1 |
| Тангенциальная резьбонакатная головка | 1981 |
|
SU946755A1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU709229A1 |
| Тангенциальная резьбонакатная головка | 1980 |
|
SU893354A1 |
| Резьбонакатная головка | 1978 |
|
SU738734A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1069916A1 |