3
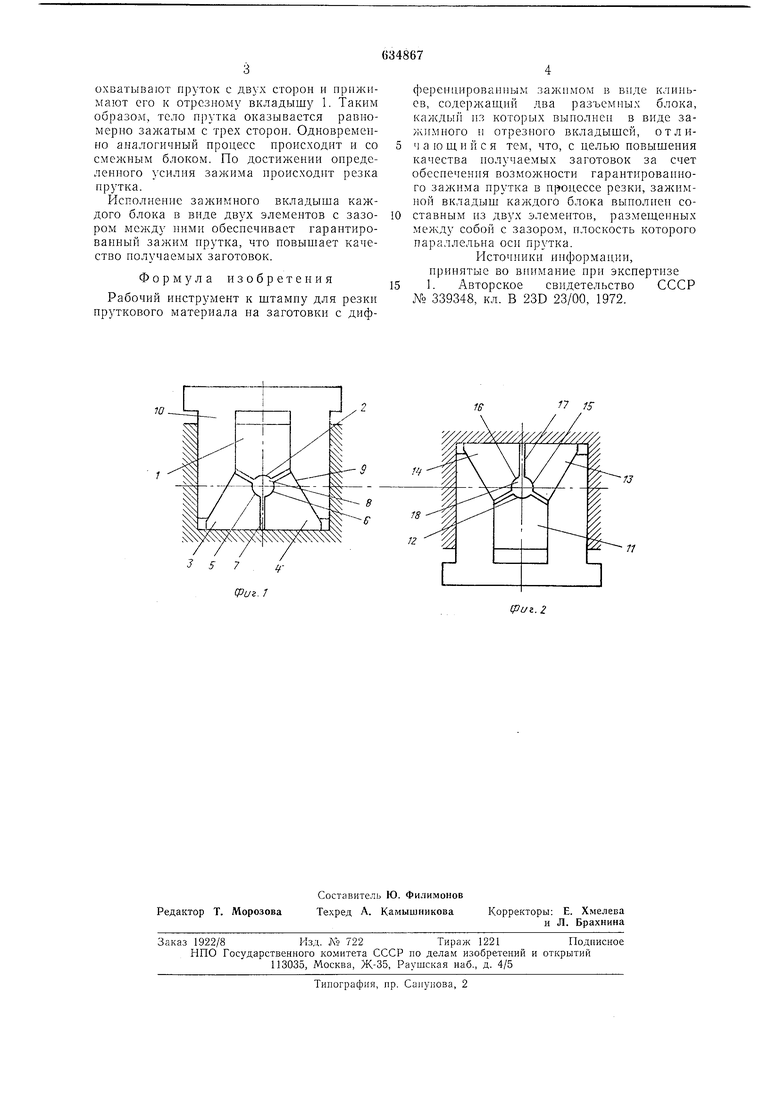
охватывают пруток с двух сторон и прижимают его к отрезному вкладышу 1. Таким образом, тело прутка оказывается равномерно зажатым с трех сторон. Одновременно аналогичный процесс происходит и со смежным блоком. По достижении онределенного усилия зажима происходит резка прутка.
Исполнение зажимного вкладыша каждого блока в виде двух элементов с зазором между ними обеспечивает гарантированный зажим нрутка, что повышает качество получаемых заготовок.
Формула изобретения
Рабочий инструмент к штампу для резки пруткового материала на заготовки с диф4
ферениированным зажимом в виде клиньев, содержаш,нй два разъемных блока, каждый из которых выполнен в виде зажимного п отрезного вкладышей, отлич а ю щ и и с я тем, что, с целью повышения качества иолучаемых заготовок за счет обееиечения возможности гарантированного зажима прутка в процессе резки, зажимной вкладыш каждого блока выполнен составным из двух элементов, размеш,енных между собой с зазором, плоскость которого параллельна оси прутка.
Р1сточиики ииформации, нринятые во внимание при экспертизе 1. Авторское свидетельство СССР № 339348, кл. В 23D 23/00, 1972.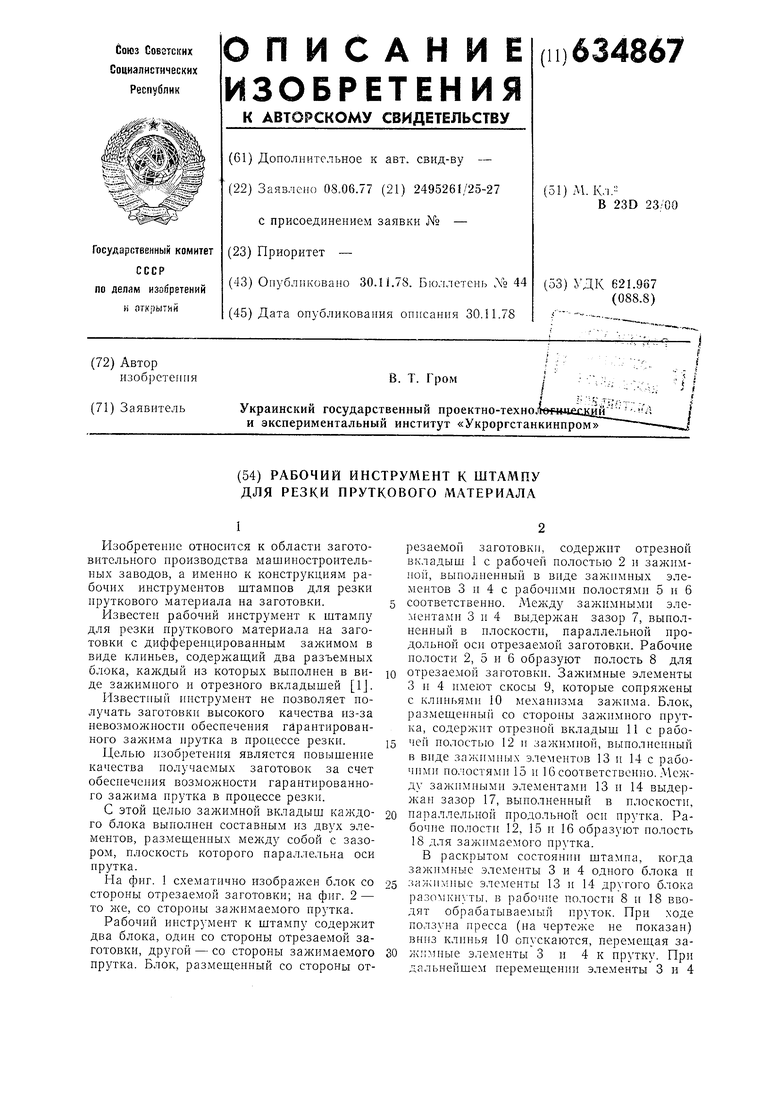
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| Рабочий инструмент к штампу для резки пруткового материала | 1982 |
|
SU1042913A1 |
| Штамп для резки пруткового материала | 1975 |
|
SU551130A1 |
| Штамп для резки пруткового материала | 1977 |
|
SU634866A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1972 |
|
SU422546A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU1009654A2 |
| Штамп для резки пруткового материала | 1978 |
|
SU727342A2 |
| Штамп для резки прутков | 1986 |
|
SU1380880A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
17 /5
