(54) ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1975 |
|
SU551130A1 |
| Штамп для резки пруткового материала | 1978 |
|
SU727342A2 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| Штамп для резки пруткового материала | 1977 |
|
SU634866A1 |
| Инструмент для обработки металлов давлением | 1977 |
|
SU747576A1 |
| Рабочий инструмент к штампу для резки пруткового материала | 1982 |
|
SU1042913A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки пруткового материала | 1981 |
|
SU1009654A2 |
| Штамп для резки прутка на заготовки | 1973 |
|
SU498106A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки проката..
Известен штамп для резки пруткового материала, срдержащий корпус с размещенными в нем двумя блоками инструмен- 5 тов, каждый из которых выполнен в виде зажимного и обрезного вкладышей с профильными поверхностями, а также подвижную плиту и опорные элементы, один из которых расположен между профильной ,поверхностью вкладышей и подвижной плитой, а другой - между профильными поверхностями вкладышей и корпусом 1.
Недостатком известного устройства является низкое качество получаемых заго- ,5 товок, вызванное наличием скола на торцовой поверхности получаемых заготовок.
Цель изобретения - повышение качества заготовок за счет получения среза без скола.
Поставленная цель достигается тем, что 20 в штампе для резки пруткового материала, содержаш.ем корпус с размешенными в нем двумя блоками инструментов, каждый из
которых выполнен в виде зажимного и отрезного вкладышей с профильными поверхностями, а также подвижную плиту и опорные элементы, один из которых расположен между профильными поверхностями вкладышей с подвижной плитой, а другой - между профильными поверхностями вкладышей и корпусом, опорные элементы выполнены в виде роликов, а профильная поверхность вкладышей выполнена вогнутой.
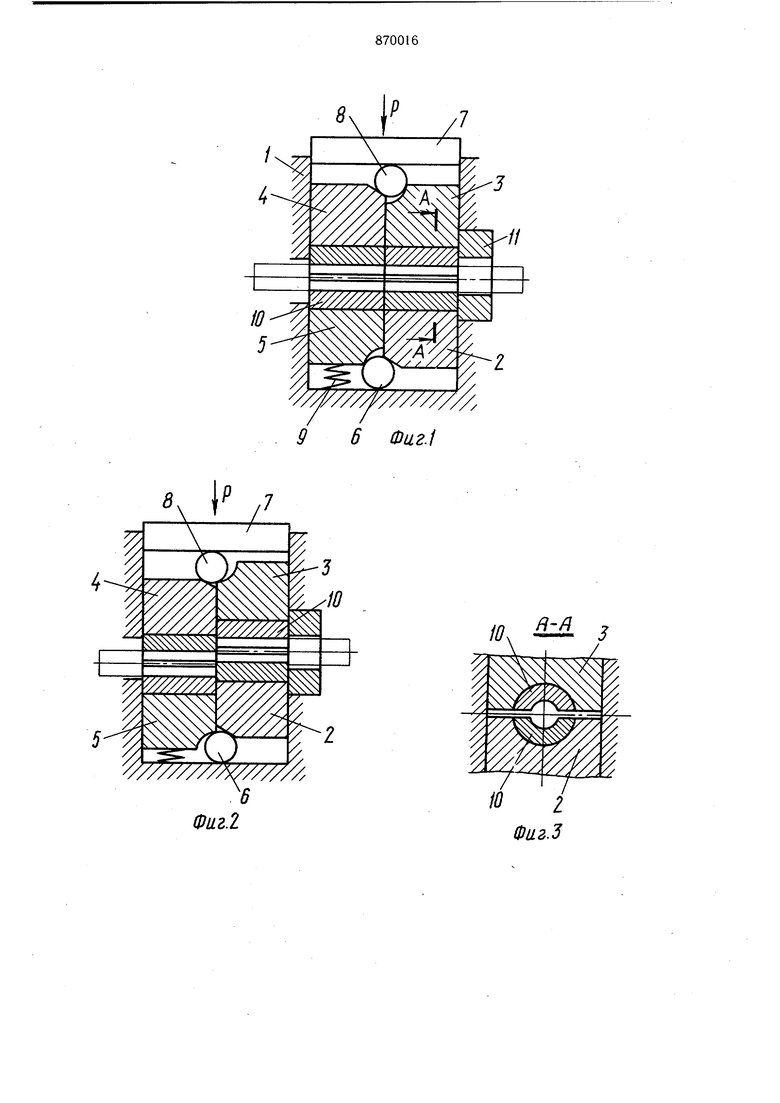
На фиг. 1 схематически изображен штамп в разомкнутом состоянии, продольный разрез; на фиг. 2 - то же, впроцессе резки; на фиг. 3 - сечение А-А фиг. 1; на фиг. 4 - схема резки сдвигом; на фиг. 5- зажимной вкладыш с диаграммой действия сил зажима в процессе резания.
Штамп содержит корпус 1, в котором установлены отрезной вкладыш 2 и зажимной вкладыш 3 с одной стороны и отрезной вкладыш 4 с зажимным вкладышем 5 с другой стороны (относительно линии реза). Вкладыши 2 и 3 свободно лежат на ролике 6 (степень свободы в вертикальной плоскости), который установлен на постели корпуса 1. Вкладыши 4 и 5 также свободно опираются на ролик 6 с другой стороны. В верхней части корпуса 1 расположена плита 7, под которой находится ролик 8, опирающийся с одной стороны на вкладыш 4, а с другой - на вкладыш 3.
Между корпусом 1 и вкладышем 5 размещены пружины 9 для возврата деталей штампа в исходное положение. Во вкладыщи 2-5 вставлены две пары рабочих инструментов 10. В корпусе 1 установлена гайка 11 для выбора зазора между режушими кромками рабочего инструмента.
Штамп работает следующим образом. В верхнем положении ползуна пресса рабочий инструмент 10 находится на одном уровне в разомкнутом состоянии. В окно гайки 11 подают обрабатываемый пруток. При движении ползуна пресса вниз плита 7 давит на ролик 8, передающий своими образующими усилие на вкладыщи 4 и 3. При движении вкладыша 4 вниз обрабатываемый пруток сжимается рабочим инструментом 10. Вкладыш 5 опускается, перемещая ролик 6. Как только рабочий инструмент 10, размещенный во вкладышах 4 и 5, коснется разрезаемого прутка, усилие передается на сложный рабочий инструмент и на вкладыш 2, тем самым прижимая ролик б к постели корпуса 1. Теперь свободное движение ролика 6 прекращается, чем создается усилие сопротивления движению вкладыша 5. Движение вкладыща 4 вниз продолжается, а вкладыш 5 приторможен роликом 6. В это время происходит зажим отрезаемой заготовки.
Достигнув необходимого усилия зажима, вкладыш 4 преодолевает сопротивление вкладыша 5 и ролика 6, перемещая их. Происходит отрезка заготовки.
Одновременно с зажимом отрезаемой заготовки происходит зажим прутка (на фиг. 1 правая половина щтампа от линии реза), который осуществляется следующим образом.
При движении ползуна пресса вниз плита 7 давит на ролик 8, передающий усилие на вкладыщи 4 и 3. Так как плита 7 передает усилие вкладышу 4 через ролик 8, то он оказывается зажатым (приторможенным) между плитой 7 и вкладышем 4. Таким образом, усилие зажима передается образующей ролика 8 на вкладыш 3. Чем больше усилие, необходимое для перемещения вкладышей 4 и 5, тем сильнее прижатие ролика 8 и тем сильнее он давит на вкладыщ 3 который и осуш.ествляет зажим прутка посредством рабочего инструмента 10.
Из рассмотренного видно, что обе половины щтампа как со стороны отрезаемой заготовки, так и со стороны прутка в рабочем цикле (зажим и отрезка) участвуют одновременно.
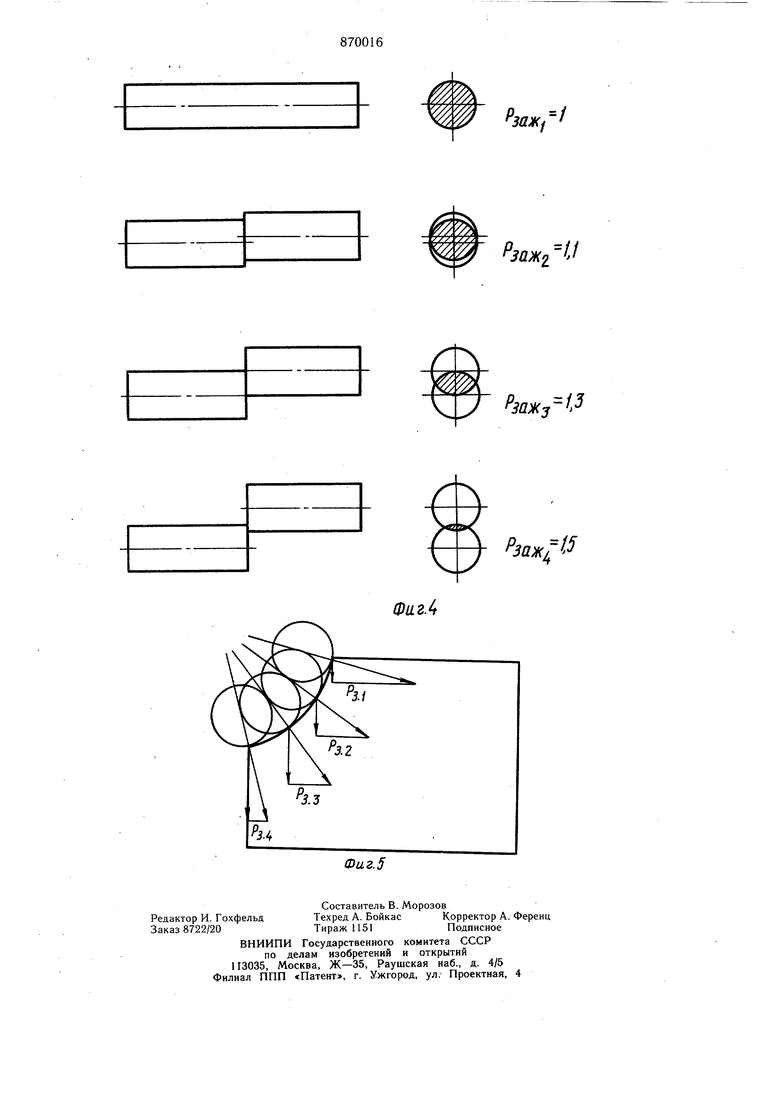
В процессе резки сдвигом происходит
постепенное уменьщение сечен-ия прутка в плоскости резания (фиг. 4, защтриховано). Поэтому для качественного среза необ.ходимо выполнять условия зажима заготовки и
прутка. Однако существующие механизмы дифференцированного зажима обеспечивают резку со сколом, так как по мере у.аденьшения сечения (а также усилия резания), уменьшается усилие зажима, что к концу процесса приводит к условиям, обеспечивающим обыкновенную резку без зажима.
Для получения качественного среза без скола необходимо,, чтобы по мере у.меньщения сечения прутка увеличивалось усилие РЗ зажима (фиг. 4, справа).
Конструктивно это условие выполняется, когда поверхность зажимных вкладьиией 3 и 5 выполнена вогнутой (фиг. 5). Здесь вначале резки усилие зажима Pj . Б процессе резки ролики б и 8 обкатываются по вогнутой поверхности зажимных вкладышей 3 и 5,
увеличивая составляющую зажимного усилия до -Pj .
Предлагаемый штамп обеспечивает резку пруткового .материала пластической дефор.мацией без скола, что повышает чистоту среза до 1,25.
Формула изобретения
Штамп для резки пруткового материала, содержащий корпус с размещенными в нем двумя блоками инструментов, каждый из которых выполнен в виде зажимного и отрезного вкладыщей с профильными поверхностями, а также подвижную плиту и опорные элементы, один из которых расположен между профильными поверхностями вкладышей и подвижной плитой, а другой - между профильными поверхностями вкладыщей и корпусом, отличающийся тем, что, с целью повыщения качества получаемых заготовок, опорные элементы выполнены в виде роликов, а профильная поверхность вкладышей выполнена вогнутой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 634866, кл. В 23 D 23/00, 1977 (прототип).
и Р
Г
/
/
/
(.2
//7
заж
Рзаж2
