Изобретение относится к области обработки металлов давлением, а именно к штамповке кольцевых деталей из прутка.
Целью изобретения является экономия металла, повышение точности поковок, производительности и надежности.
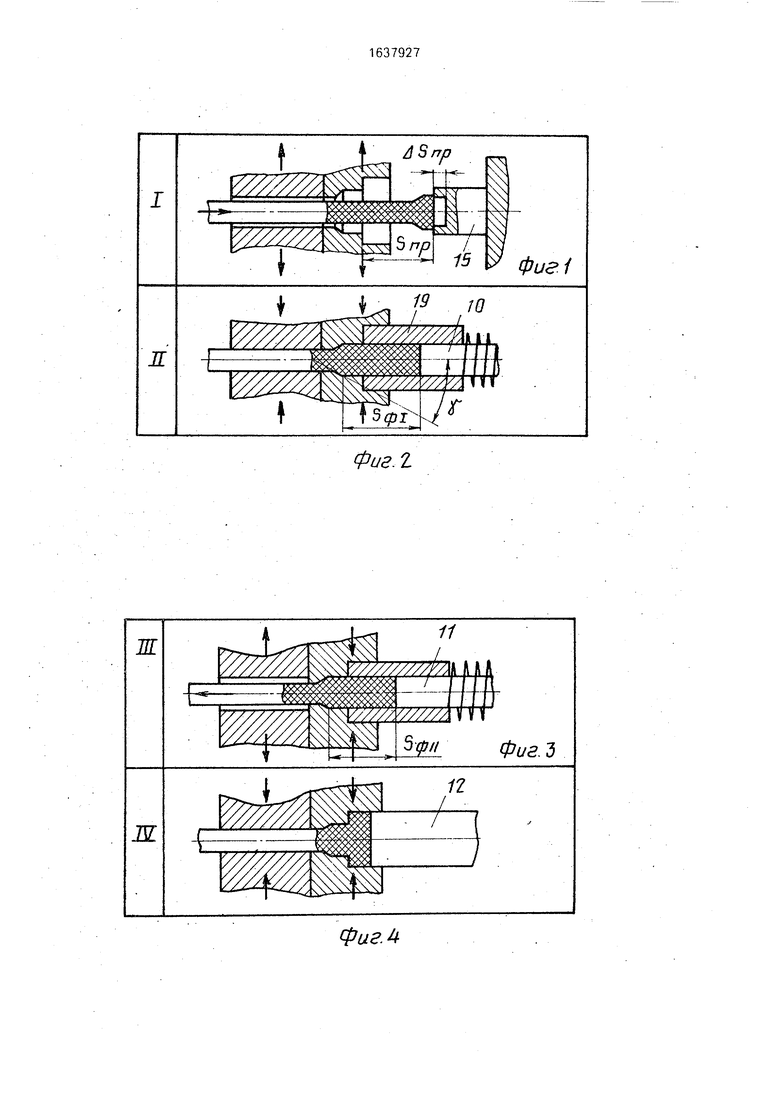
На фиг.1-6 показано положение штампо- вого инструмента и зажимного механизма в соответствии с выполняемыми технологическими операциями, а именно на фиг.1 - подача прутка до упора; на фиг.2- первая высадка; на фиг.З - прямое выдавливание: на фиг.4 - вторая высадка; на фиг.5 - формовка глухого отверстия; на фиг.6 - прошивка отверстия с одновременным отделением готового кольца от прутка; на фиг.7 - устройство для прецизионной штамповки кольцевых деталей; на фиг.8 - разрез А-А на фиг.7 на фиг.9 - разрез
Б-Б на фиг.7; на фиг. 10 - разрез В-В на фиг. 7;на фиг.11 - ротор-копир.
Способ прецизионной штамповки кольцевых деталей осуществляется в следующей технологической последовательности.
Сначала подают пруток до упора на величину
с DK ок Ок Sn
Ьпр
dp
где SK, DK и oV - ширина, наружный и внутренний диаметры штампуемого кольца;
dnp - минимальная с учетом допуска д величина диаметра исходного прутка;
Sn - глубина глухого отверстия, формуемого перед разделительной операцией.
Высадку цилиндрического фланца, равного диаметру штампуемого кольца, проводят в два этапа. На первом этапе осуО CJ vj
Ю Э
sj
ществляют набор металла в виде цилиндрического фланца с диаметром равным диаметру отверстия кольца dK и шириной S0I и прямое выдавливание до ширины S0II. На этом этапе цилиндрический фланец имеет конический участок перехода в тело прутка
л с углом конусности .
Здесь
S0II()2 -SK-Sn+0,1 dK.
1 +
2 -б
Jnp
+ (-Ј-.S0.I.
Jnp
На втором этапе осуществляют высадку цилиндрического фланца с диаметром равным диаметру кольца DK.
Далее осуществляют формовку глухого отверстия диаметром равным диаметру отверстия кольца aV на глубину Sn 0,75 Зк. На последней стадии производят прошивку отверстия с одновременным отделением готового кольца от прутка.
Устройство для прецизионной штамповки колец из прутка содержит станину 1, в направляющих которой установлен ползун 2 с приводом в виде кривошипно-шатун- ного механизма 3. Устройство снабжено расположенным соосно ползуну валом 4, один конец которого размещен в станине, а второй выполнен с резьбовым участком и размещен в ползуне, ротором-копиром 5 и ротором-пуансонодержателем 6, обгонной муфтой, ступица 7 которой установлена на резьбовом участке вала, а обойма 8 в ползуне 2. Ротор-копир 5 жестко смонтирован на валу 4, а ротор-пуансонодержатель 6 установлен на валу с возможностью осевого перемещения относительно него и связан с ползуном, В роторе-копире выполнены равномерно расположенные по окружности отверстия, в которых установлены направляющие втулки 9 . Пуансонный блок выполнен в виде пяти пуансонов: первой высадки 10, прямого выдавливания 11, второй высадки 12, формовки 13 и прошивки 14, установленных на роторе-пуансонодер- жателе 6. Упор 15 установлен на роторе-копире 5. Матричный блок выполнен в виде шести смонтированных на станине 1 соосно пуансонам и упору разъемных матриц, полуматрицы 16 которых выполнены с клиновой наружной поверхностью и установлены в соответствующих клиновых гнездах станины 1, а механизм зажима выполнен в виде установленных соосно каждой матрице четырех клиновых вкладышей 17, связанных с матрицей посредством поворотного фиксатора 18, установленного на оси, смонтированной с возможностью взаимодействия с профильной поверхностью ротора-копира
5.Пуансоны первой высадки 10, прямого выдавливания 11 и прошивки 14 снабжены
наружным пуансоном 19. Полуматрицы 16 снабжены термостойкими пластинами 20 для удержания прутка 21.
Устройство работает следующим образом.
В исходном положении ползун 2 и ротор-пуансонодержатель 6 находятся в крайнем левом положении. Упор 15, установленный на роторе-копире 5, находится в соосном положении с одной из матриц. Обгонная муфта расположена в ползуне с зазором слева. Вкладыши 17 зажимного механизма и полуматрицы 16 разведены. Поворотный фиксатор 18 введен в пространство между вкладышами 17 и полуматрицами 16. Пруток 21, нагретый до ковочной температуры,, подается до упора 15. Ползун 2, перемещаясь вправо, перемещает в том же направлении ротор-пуансонодержатель 6. Упор 15 отводится от прутка соосно матрице джо выборки зазора слева от обгонной муфты. Ползун, воздействуя на обойму обгонной муфты 8, перемещает ее вправо, а вмсете с ней ступицу 7. В соединении вал 4 - ступица 7, которая является
парой винт-гайка, возникает вращающий момент, обгонная муфта заклинивается, начинает вращаться вал 4, увлекая за собой ротор-копир 5 и ротор-пуансонодержатель
6.Последний, связанный с ползуном, одно- временно перемещается вправо до крайнего правого положения ползуна 2. Угол наклона резьбы выбран в таким условием, что за один ход ползуна слева-направо роторы 5 и 6 провернулись на угол . Пуансон первой высадки устанавливается соосно матрице. Далее ползун начинает движение справа-налево. В резьбовом соединении деталей 4 и 7 возникает вращающий момент противоположного знака. Муфта расклинивается и ступица 7 начинает вращаться, навинчиваясь при движении ползуна на вал 4, без вращения последнего. Ротор-пуансонодержатель перемещается
поступательно справа-налево. При воздействии наружного пуансона 19 на полуматрицы 16 последние сводятся, Одновременно происходит зажим прутка посредством четырех клиновых вкладышей 17. На завершающей части движения ползуна 2 происходит процесс деформирования. Далее цикл движения механизмов повторяется стой разницей, что к данной матрице последовательно перемещаются в соответствии с предлагаемым способом пуансоны. Профиль копира
обеспечивает соответствующую указанному способу работу зажимного механизма. При разведенных зажимных вкладышах 17 и полуматрицах 16 пруток удерживается на термостойких пластинах 20.
Предлагаемый способ и устройство позволяют получить точные по массе и геометрическим размерам поковки без отходов, высокую производительность и надежность.
Формула изобретения 1. Способ прецизионной штамповки кольцевых деталей из прутка, включающий подачу прутка до упора, высадку цилиндрического фланца с диаметром, равным диаметру штампуемого кольца D«, и прошивку отверстия с диаметром, равным диаметру отверстия кольца dK, и глубиной Sn с одновременным отделением кольца от прутка, отличающийся тем, что, с целью экономии металла и повышения качества поковок, подачу прутка до упора осуществляют на величину
DK SK JK Sn
пр
dSP
где SK, DK и JK - соответственно ширина, наружный и внутренний диаметры штампуемого кольца;
dnp - минимальная с учетом допуска д величина диаметра исходного прутка;
Sn - глубина глухого отверстия, формуемого перед отделением кольца от прутка, а высадку цилиндрического фланца проводят в два этапа, не первом из которых осуществляют предварительный набор металла в виде соединенного коническим участком с телом прутка цилиндрического фланца с диаметром, равным диаметру отверстия кольца d« и шириной S0I, и прямое выдавливание фланца до получения его ширины Зри, где
S0i 1 + (1r-),i :
гОпрОпр
DK ,2
SK -Sn +0,1 dK
S. -Ј-)
а на втором этапе проводят высадку фланца.
2. Устройство для прецизионной штамповки кольцевых деталей из прутка, содержащее станину, ползун с приводом.
пуансонный и матричный блоки с пуансонами и матрицами, зажимной механизм матриц, отличающееся тем, что, с целью повышения производительности и надежности, устройство снабжено валом расположенным соосно с ползуном, один конец которого размещен в станине, а другой выполнен с резьбовым участком и размещен в ползуне, ротором-копиром, жестко смонтированным на валу ротором-пуансоно- держателем, установленным на валу с возможностью осевого перемещения относительно последнего и связанным с ползуном обгонной муфтой, ступица которой
образует резьбовую пару с резьбовым участком вала, а обойма связана с ползуном с возможностью ограниченного осевого перемещения относительно последнего, при этом ротор-копир выполнен с равномерно
расположенными по окружности отверстиями с направляющими втулками, и с упором, закрепленным на нем, пуансонный блок выполнен в виде набора пуансонов, закрепленных на роторе-пуансонодержателе и
расположенных в направляющих втулках ротора-копира, матричный блок содержит набор разъемных матриц, смонтированных на станине соосно с пуансонами и упором, причем наружная поверхность полуматриц
выполнена клиновой с возможностью установки в ответных клиновидных гнездах станины, а зажимной механизм каждой матрицы выполнен в виде четырех клиновых вкладышей, установленных соосно с матрицей в том же клиновом гнезде и связанных с матрицей посредством поворотного фиксатора, размещенного на оси, смонтированной с возможностью на оси, смонтированной с возможностью взаимодействия с профилированной поверхностью ротора-копира, при этом каждый вкладыш выполнен составным в виде внутреннего и наружного элементов, первый из которых установлен с возможностью взаимодействия с торцом соответствующей полуматрицы, а второй подпружинен относительно первого в осевом направлении, снабжен поворотным фиксатором и установлен с зазором между торцом первого элемента и
торцом этой полуматрицы.
I
Фиг1


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Устройство для штамповки осесимметричных деталей с удлиненной осью | 2016 |
|
RU2628596C1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |


Изобретение относится к обработке металлов давлением и может быть использовано для штамповки кольцевых деталей из прутка. Цель изобретения - экономия металла, повышение точности поковок, производительности и надежности. Способ пре- .цизионной штамповки кольцевых деталей включает подачу прутка до упора, первую высадку и прямое выдавливание до диаметра, равного диаметру отверстия кольца. Осуществляют вторую высадку до диаметра, равного диаметру кольца, формовку глухого отверстия, прошивку отверстия с одновременным отделением готового кольца от прутка. Устройство, реализующее способ, позволяет с помощью гарантированного поворота ротора-копира и ротора-пуансо- нодержателя с пуансонами и возвратно-по- ступательного движения ползуна осуществлять в каждой из матриц соответствующую технологическую операцию. 2 с.п. ф-лы, 11 ил
Ж
щ
Ж
Ж
ФигЛ
JO
Фиг.г
Фиг Ъ
12
д -епф
U
д-гпф
Ж
JL
AS6LC91
Фиг.8
20
ФигЮ
,
Редактор О.Спесивых
Б- Б
17
Фиг.9
Фиг 77 Корректор Н.Ревская
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
