гайки 11 подают обрабатываемый пруток. При движении ползуна пресса впиз плита 7 давит на двусторонний клин 8, передающий своими уклонами усилие на вкладыши 4 и 3. При двилсении вкладыша 4 вниз обрабатываемый пруток сжимается рабочим инструментом 10. Вкладыш 5 опускается, перемешая клин 6. Как только рабочий инструмент 10, размеш,енный во вкладышах 4 и 5, коснется разрезаемого прутка, усилие передается на смежный рабочий инструмент и па вкладыш 2, тем самым прижимая клин 6 к постели корпуса 1. Теперь свободное движение клина 6 прекраш,ается, чем создается усилие сопротивления движению вкладыша 5. вкладыша 4 вниз нродолжается, а вкладыш 5 приторможен клином 6. В это время происходит зажим отрезаемой заготовки.
Достигнув необходимого усилия зажима, вкладыш 4 преодолевает сопротивление вкладыша 5 и клина 6, перемещая их. Происходит отрезка заготовки.
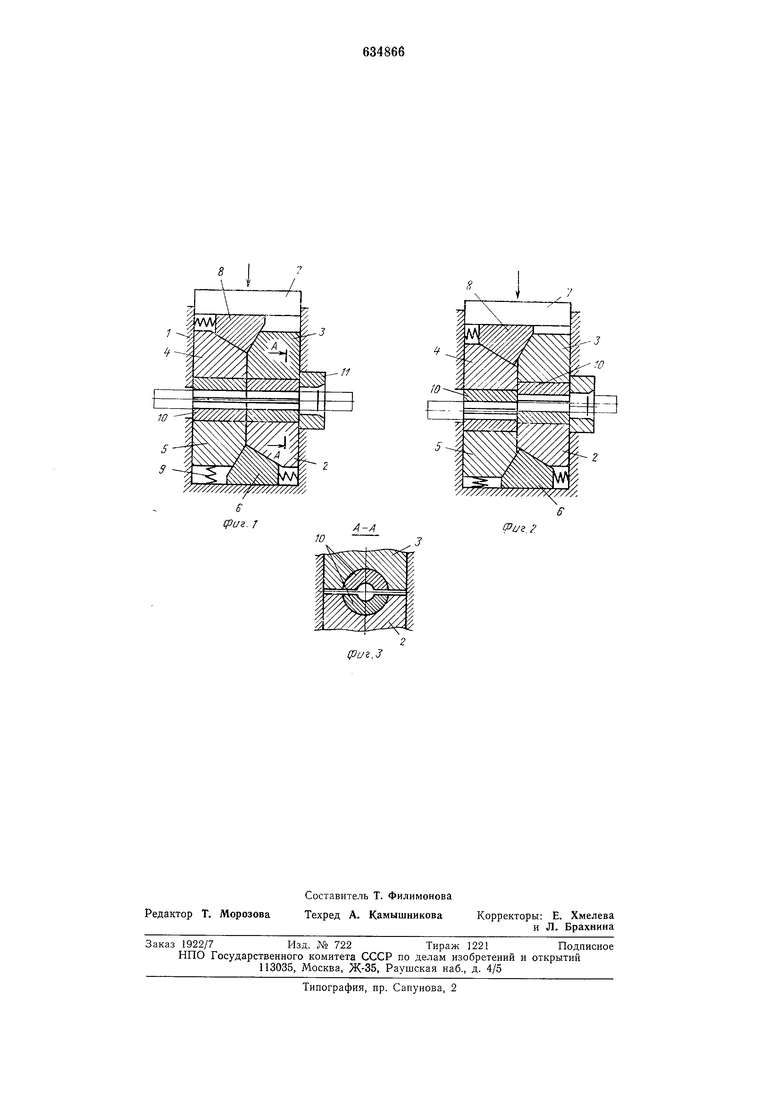
Одновременно с зажимом отрезаемой заготовки происходит зажим прутка (на фиг. 1 правая половина штампа от линии реза).
Процесс зажима прутка выглядит так.
При движении ползуна пресса вниз плита 7 давит на клин 8, передаюш,ий усилие на вкладыши 4 и 3. Так как плита 7 передает усилие вкладышу 4 через клин 8, то он оказывается зажатым (притормол енным) между плитой 7 и вкладышем 4. Такнм образом усилие залсима передается уклоном клина 8 на вкладыш 3. Чем больше усилие, необходимое для неремеш,ения вкладышей 4 и 5, тем сильнее прижатие клина 8 и тем сильнее он давит на вкладыш 3, который и осушествляет зажим нрутка посредством рабочего инструмента 10.
Из рассмотренного видно, что обе половины штампа как со стороны отрезаемой заготовки, так и со стороны прутка в рабочем цикле (зажим и отрезка) участвуют одновременно.
При перемещении плиты 7 впиз с одной скоростью, вкладыши 4 и 5 с рабочим инструментом 10 будут перемешаться с большей в 1,5 раза скоростью (в начале диижения). Как только вкладыш 5 встунит во взаимодействие с клином 6, первая ноловина штампа начнет перемещаться вверх, смещая клин 8 влево, что увеличивает скорость перемещения рабочего инструмента
левой ноловины штамиа.
Таким образом, относительная скорость сдвига отрезаемой заготовки и прутка в несколько раз превышает скорость перемещения плиты 7, равной скорости ползуна
пресса, что улучшает качество поверхности среза.
Формула изобретения
Штамп для резки пруткового материала на заготовки, содержащий корпус с размещенными в нем двумя блоками инструментов, каждый из которых содержит рабочие
вкладыши, отверстий вкладыш и зажимной вкладыш с клиновой поверхностью, а также верхнюю плиту и связанный с ней механизм дифференцированного зажима, выполненный в виде двух клиньев, каждый из
которых взаимодействует с клиновой поверхностью соответствующего зажимного вкладыша, отличающийся тем, что, с целью повышения качества получаемых заготовок за счет увеличения скорости отпосительного перемещения блоков инструментов, отрезной вкладыш каждого блока также выполнен с клиновой поверхностью, а каладый клин механизма дифференцированного вынолнен с дополнительной клиновой поверхностью, взаимодействующей с клиновой поверхностью соответствующего отрезного вкладыша.
Источники информации, принятые во внимание при экспертизе
1- Авторское свидетельство СССР № 422546, кл. В 23D 23/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1975 |
|
SU551130A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU870016A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1972 |
|
SU422546A1 |
| Рабочий инструмент к штампу для резки пруткового материала | 1982 |
|
SU1042913A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU1009654A2 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Штамп для резки прутка на заготовки | 1973 |
|
SU498106A1 |
| Штамп для изготовления заготовок из прутка | 1976 |
|
SU647067A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |