ПреДо1агае.мая настоящим изобретением излол ница для цент,робел ной отливки относится к изложницам, состоящим из разборной формы и окружающего её кожуха, причём для того, чтобы форму после заливки можно было легко разобрать, она выполнена выдвижной из кожуха.
Предлагаемая излржадца может быть использована -для отливки биметаллических ,втулок. Для этого на внутренней . стенке кожуха укреплены штыри, которые, проходя через отверстия, предусмотрен;;ые в задней стенке фо1рмы, плотно прижимают к передней крышке формы вложенную в последнюю втулку, которая предназначена для обливки её металлом.
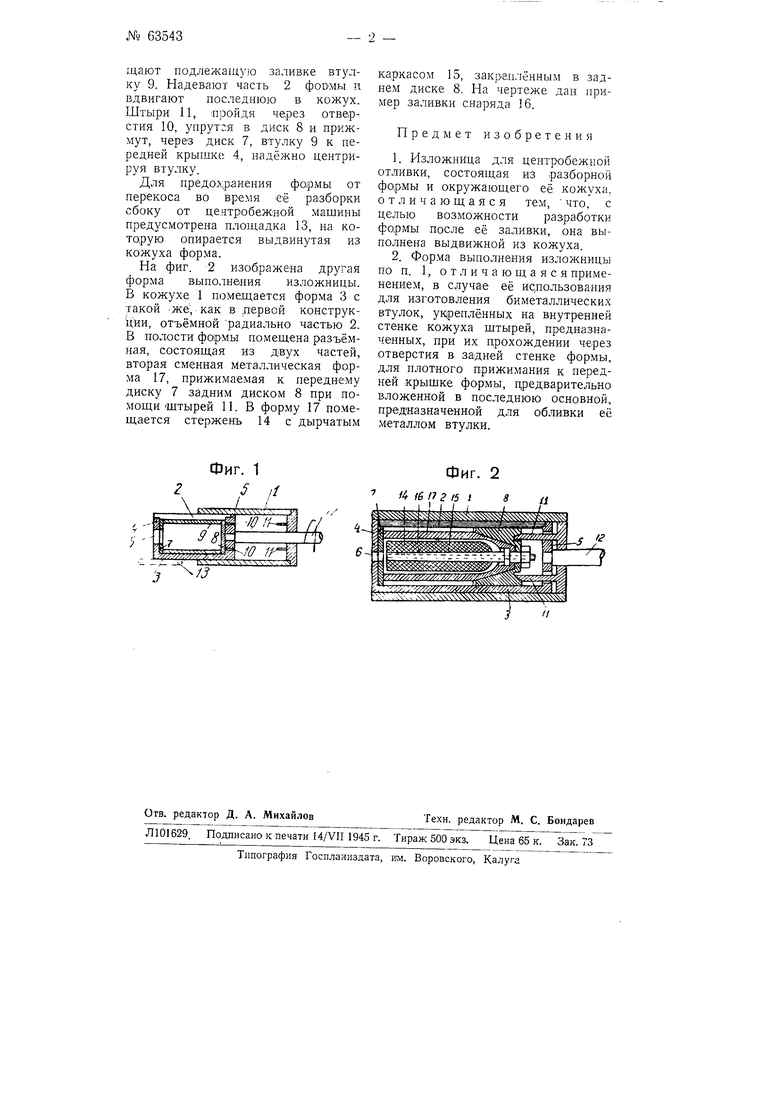
На чертеже фиг. 1 представляет общий вид (в разрезе) предлагаемой изложницы, фиг. 2 - иную форму выполнения изложницы со сменной
фОрМОЙ.
ВращаюЩИЙся кожух 1 выполнен в виде стакана, через дно которого проходит шток 12 толкателя, несущий форму 3 излождащы (фиг. 1). Форма 3 выполнена разборной; полуцилиндрическая часть её 2 может сниматься и надеваться в радиальном направлении. Крышка 4 составляет одно целое с основной частью формы 3. Соответственно такому устройству формы, отливка выни мается из неё не в осевом, а в ;радиальном направлении. Задняя крышка 5 формы 3 также изготовлена заодно с основной частью формы и имеет несколько расположенных по окружности отверстий 10, против которых ;р-асположены штыри 11, укреплённые в полости кожуха в его дне и могущие входить в отверстия 10, плотно их закрывая. В передней крышке 4 предусмотрено отверстие 6 для заливки металла.
Перед заливкой форма втягивается толкателем внутрь кожуха вплотную к его дну; металл заливается при вращении кожуха и формы. Штыри 11 предохраняют форму от проскальзывания во вращающемся кожухе. После заливки и отвердевания отливки толкатель выталкивает форму из кожуха, часть 2 формы отнимается, и отливки вынимаются из формы.
Эта- же изложница может служрть для заливки металлических втулок слоем другого металла. Для 2ТОГО в часть 3 формы вкладывают вплотную к обеим её крышкам 4 и 5 диски 7 и 8, а между ними помещают подлежащуо заливке втулку 9. Надевают часть 2 фоомы вдвигают последнюю в кожух. Штыри И, пройдя через отверстия 10, упрут:я в диск 8 и прижмут, через диск 7, втулку 9 к передней крышке 4, надёжно центрируя втулку.
Для предохранения формы от перекоса во время её разборки сбоку от цеятробежяой машины предусмотрена площадка 13, на которую опирается выдвинутая из кожуха форма.
На фиг. 2 изображена другая форма выполнения изложницы. В кожухе 1 П(эме:щается форма 3 с такой -же, как в .первой конструкции, отъёмной радиально частью 2. В полости формы помеш,€на разъёмная, состоящая из двух частей, вторая сменная металлическая форма 17, прижимаемая к переднему диску 7 задним диском 8 при помощи штырей 11. В форму 17 помещается стерженъ 14 с дырчатым
Фиг. 1
Z5 //
/J
3
каркасом 15, закреплённым в заднем диске 8. На чертеже дан пример заливки снаряда 16.
Предмет изобретения
1.Изложница для центробежной отливки, состоящая из разборной формы и окружающего её кожуха, отличающаяся тем, что, с целью возможности разработки формы после её заливки, она выполнена выдвижной из кожуха.
2.Форма выполнения изложницы по п. 1, отличающаяся применением, в случае её ис.пользовапия для изготовления биметаллических втулок, ук(реплённых на внутренней стенке кожуха щтырей, предназначенных, при их прохождении через отверстия в задней стенке формы, для плотного прижимания к передней крышке формы, цредварительно вложенной в последнюю основной, предназначенной для обливки её металлом втулки.
Фиг. 2
/A///ff/f/// f 12
тш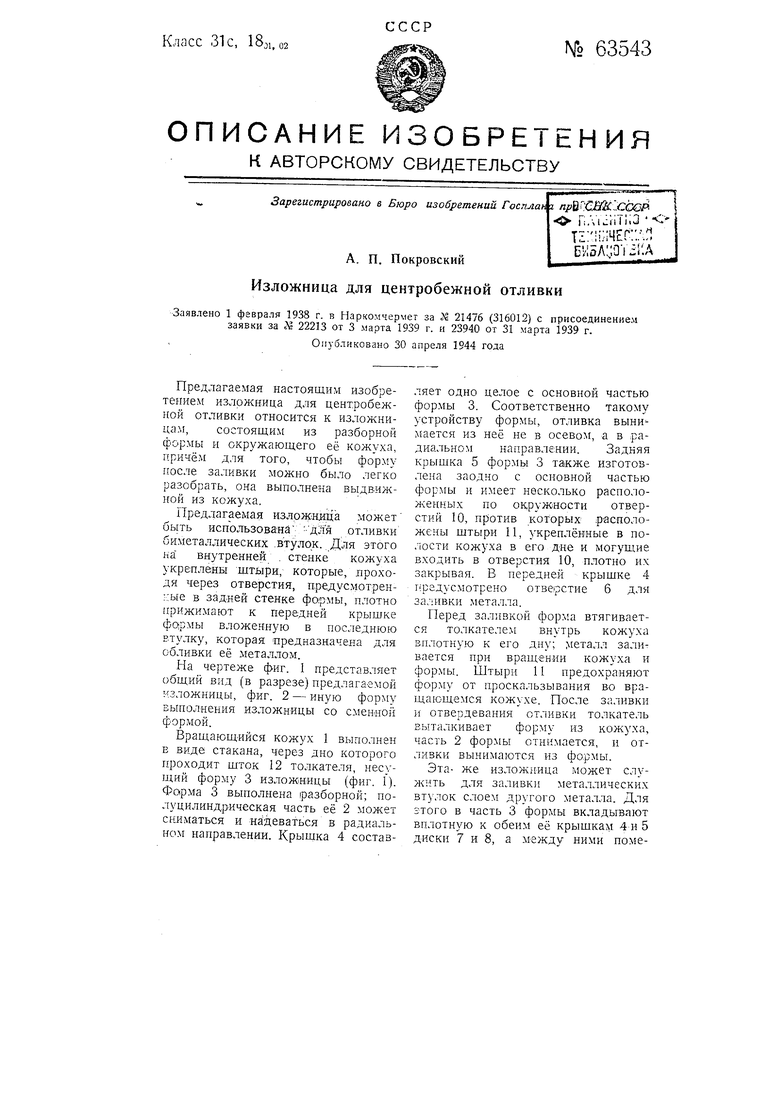
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина для отливки труб и т.п. | 1938 |
|
SU63620A1 |
| Вращающийся винтовой выталкиватель для машин центробежной отливки | 1944 |
|
SU66815A1 |
| Многоместная машина для центробежного литья | 1944 |
|
SU65498A1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |
| Центробежная машина для литья | 1938 |
|
SU55310A1 |
| Способ футерования изложниц для центробежного литья | 1948 |
|
SU83267A1 |
| Форма для отливки изложниц | 1932 |
|
SU34116A1 |
| Погружное устройство для отбора проб расплава металла | 2015 |
|
RU2617777C1 |
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| Многоместная форма для центробежного литья | 1980 |
|
SU942873A1 |
