Предлагаемая центробежная литейная машина относится к машинам с разъемной формой и отличается тем, что операции сведения и разведения форм связаны с операциями придвигания и отодвигания заливочного жолоба, что сокраш,ает время этих операций и увеличивает производительность машины. Достигается это применением рычагов, связанных в одну систему и управляющих движениями полуформ и перемещениями жолоба. Рычажная система приводится в движение пневматическим или гидравлическим цилиндром.
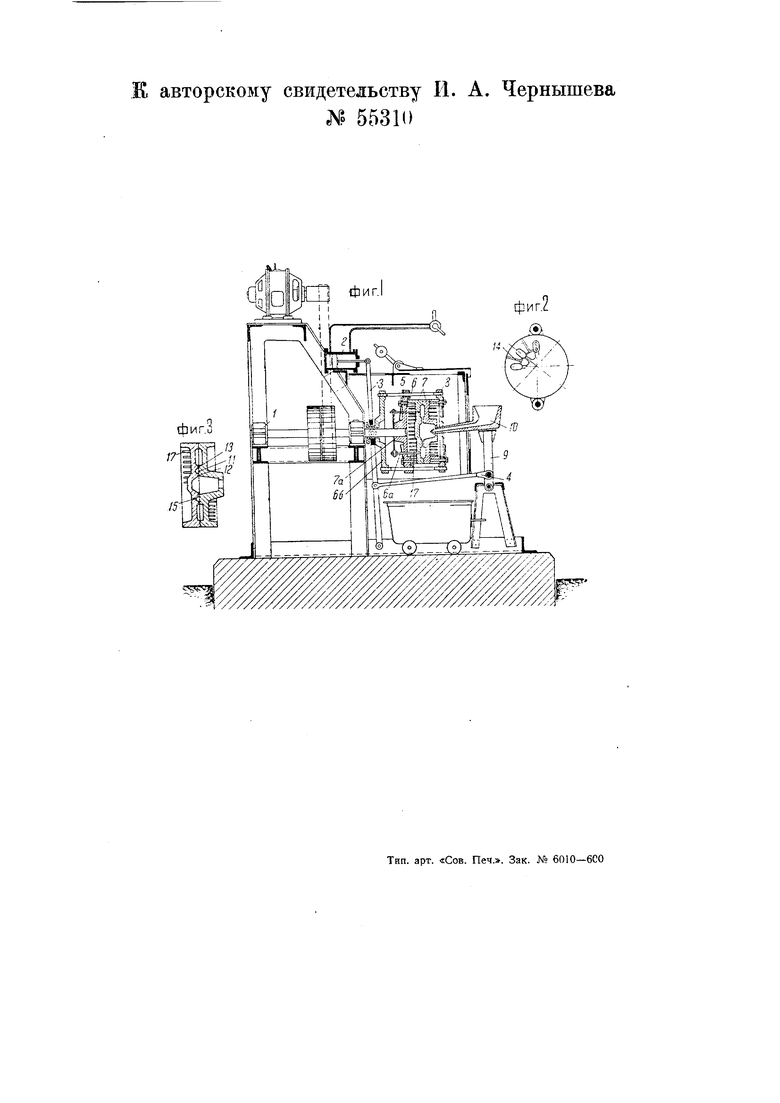
На чертеже фиг. 1 представляет общий вид машины; фиг. 2 - вид на изложницу сзади; фиг. 3 - разрез изложницы для крупных отливок.
На валу / машины плотно насажена рама 5, имеющая форму круга. На этой раме с помощью болтов устанавливается полуформа 7, представляющая собой часть изложницы, в которую заливается жидкий металл. Вторая полуформа 7 укрепляется тем же способом на раме 8.
На чертеже эти полуформы изображены в виде сплошных кругов, но они могут быть выполнены и другой, например, прямоугольной формы и быть не сплошными, а набраны из
отдельных секторов или частей, которые могут укрепляться также на рамах -5, 8. Решение вопроса о сплошной или сборной изложнице обусловливается характером и размерами изделий. Для простых изделий, формы для отливок которых обычно неглубоки, предпочтительны сплошные изложницы. Сборная изложница дает свои преимущества в части большей простоты изготовления и возможности частичной замены производства одних отливок другими, а также тем, что одновременно можно отливать различные изделия.
Полуформы 7 раскрываются посредством рычага 5, связанного с диском 66, могущим перемещаться вдоль оси вала. На диске 66 неподвижно укрепляются направляющие 6, которые одновременно жестко связаны с рамой 8. Эти направляющие 6 служат одновременно и опорой для рамы 8.
Направляющие 6 имеют скользящую посадку в отверстиях рамы 5. Рычаг 5 приводится в действие от руки или с помощью пневматического цилиндра 2. Рычаг 3 связан с помощью рычага 4 с рычагом 9, служащим опорой для жолоба 10. Таким образом,- при открывании
формы рычагом 3, одновременно отводится от формы и жолоб 10. Эта операция происходит автоматически и избавляет рабочего от лишней операции.
На валу 1 свободно насажен диск 7а, несущий толкатели 6а полуформ 7. Толкатели на чертеже показаны только для одной нолуформы, но могут быть сделанБ и для другой. Толкатели 6а приводятся в действие нажатием диска 66 на диск 7а при раскрывании формы.
В целях равномерного воздушного охлаждения полуформ, к рамам 5 и 8 приделываются крылья вентиляторного типа. При вращении, струи воздуха омывают задние стенки полуформ, на которых предусматриваются охладители 17 обычной формы в виде выступающих ребер. Машина снабжена кожухом (на чертеже не показанным), в верхней части которого устраивается откидная крышка для доступа к машине.
При заливке формы жидким металлом, воздух из рабочей полости может выходить в месте ее разъема. Одновременно предусмотрено устройство воздухоотводных каналов таких размеров, чтобы они не заливались на значительную длину жидким металлом.
Эти каналы 14 соединены с полостью отливки в наиболее верхних ее частях, как показано на чертеже (фиг. 2).
В случае отливки изделий крупно-го размера (порядка 5-10 кг) предусмотрено другое устройство литниковой системы (фиг. 3). Литниковый канал 12 делается несколько меньшего сечения, нежели канал 13. Оба эти канала разделяются в поперечном направлении воэдухоотводньш каналом /А Последний устраивается по всей окружности или только в части ее. Действие этой литниковой системы заключается в том, что струя металла определенного размера, протекающая по каналу 12 и прижимающаяся к правой стенке изложницы, не полностью заполняет сечение канала 13 и дает возможность вытесняемому из рабочей полости воздуху течь во встречном направлении. Воздух поступает в канал // и удаляется или через разъем, или через мелкие боковые отверстия 15. Одновременно воздушный канал может служить сборником для излишнего количества залитого металла.
Предмет изобретения.
Центробежная машина для литья с разъемной формой, отличающаяся тем, что, с целью одновременного разведения формы и отодвигания от последней заливочного жолоба, применена действующая от гидравлического привода рычажная система из рычагов 3, 9 н 4, из которых рычаг 3 предназначен для воздействия на половинку 7 формы и через диск 66 на выталкиватели 6а отливок, а рычаги 9 и 4 - для перемещения жолоба. Е авторскому свидетельству И. № 5531() А. Чернышева
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежной отливки | 1936 |
|
SU51253A1 |
| Способ и устройство для центробежной отливки труб из плавленного диабаза или шлака | 1935 |
|
SU50545A1 |
| Машина для литья | 1940 |
|
SU63371A1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОД ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1936 |
|
SU49076A1 |
| МАШИНА ДЛЯ ЛИТЬЯ | 1938 |
|
SU55084A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
фиг.2
