(54) УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для центробежного литья биметаллических отливок | 1984 |
|
SU1282956A1 |
| Способ центробежного литья и форма для его осуществления | 1983 |
|
SU1072986A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| Центробежная форма для продольной подпитки отливок | 1981 |
|
SU959913A1 |
| ЦЕНТРОБЕЖНАЯ МАШИНА | 1971 |
|
SU306909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ ЗАГОТОВКИ БОЧКИ МУКОМОЛЬНОГО ВАЛЬЦА | 2022 |
|
RU2784634C1 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
| Изложница для центробежного литья прокатных валков | 1984 |
|
SU1245406A1 |
| Оснастка | 1976 |
|
SU582886A1 |
| Устройство для центробежного литья | 1979 |
|
SU839672A1 |

1
Изобретение относится к литейному- производству и может быть использовано в условиях мсханизиррванного изготовления центробежных отливок по выплавляемьам моделям в формы, предварительно нагретые перед заливкой металла до высоких температур, например 900°С.
Известны короткие металлические изложницы, консольно MOHTupyeNSJe на валу центробежной машины с горизонтальной осью вращения, предназначенные для центробежной отливки деталей типа втулок, гильз, имеющих небольшую протяженность по длине примерно до 200 мм.
Такие изложницы выполняются из двух основных элементов: корпуса стаканообразной формы в передней торцовой крышке с центральным отверстием, через которое производится заливка металла в полость литейной формы. На задней торцовой стенке корпуса имеется хвостовик, при помощи которого изложница закрепляется на консольном выступе шпинделя центробежной машины. В ряде .случаев задняя торцовая стенка корпуса изложница выполняется в виде самостоятельного отъемного элемента, закрепляемого на корпусе
при помощи болтовых соединений. Передняя торцовая заливочная крьшка выполняется съемной и закрепляется на корпусе изложницы при помощи болтовых соединений или центробежных зажимов flj .
Наиболее близкими к предлагаемому являются изложнИ1.Ь1 для центробежного литья прокатных валков на машинах роtoликового типа с горизонтальной осью враццения. Изложницы этого типа состоят из полого цилиндрического корпуса и съемных передней и задней торцовых крышек, закрепляелва1Х на корпусе при
15 помощи болтовых соединений. На на ружной цилиндрической поверхности корпуса имеются два кольцеобразных бурта, которыми изложницы укладываются на ролики центробежной машины и
20 приводятся от этих роликов во вращение.
Бочкообразная часть отливаемого валка оформляется в изложнице слоем теплоизолирующего сыпучего материала (пе.сок, цирконовая мука), а цапфы
25 отливки - вcтaвны Iи стаканами, изготавливаемыми из С ормовочной смеси на жидком стекле.
Эти изложницы наиболее пригодны для отливки фасонных деталей центробежным методом литья 2.
Однако изложницы существующих конструкций не могут быть применены для отливки деталей центробежным ьштодом литья по выплавляемнЕч модрля. в формы предварительно нагреваемые перед заливкой металла до высоких .температур, В условняк нагрева изложницыдо высоких температур {до ) легко снимаются и теряют работоспособность 8 .продессе вращения на машине кольцеобразные бурты корпуса
изложницы и выходят из строя бОЛТО
вые элементы крепления съемных крышек .
Кроме того, существующие изложницы не обеспечи8а ох возможность точного центрирования огнеупорных оболочек форм для фасонного литья, не позволяEOT механизировать сборку и разборку изложницы в процессе заформовывания в нее or неупор .чей оболочки.
Цель изобретения - обеспечение , возможности лкт.ья по выз слаэляемьм моделям в формы предварительно.нагретые, точного дентрировакия относительно осн вращения к механизации сборки и разборки.
Указанная цель достигается тем, что устройство снабжено съемным шаблоном с цеигрируюгаим пальцем и вьгполяеннь.з Б виде воронки, устанавливаемой со стороны передней эагшэочной крьшки, а крыьгки снабжены зацепатг в виде зубьев f входяагик при стыкокке с изложницей в ее Г образнке прорези, причем задаяй снабжена центрирующим пальцем для и дискоь и выполнена с возможностью пег ремещения относительно диска.
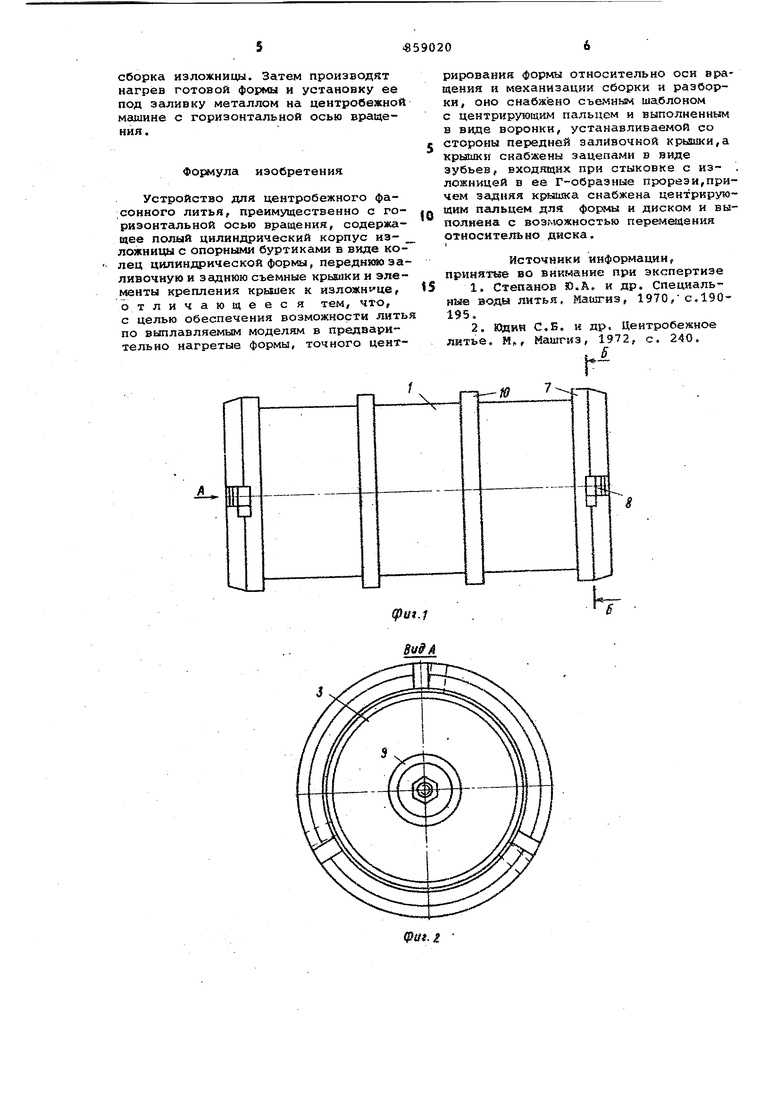
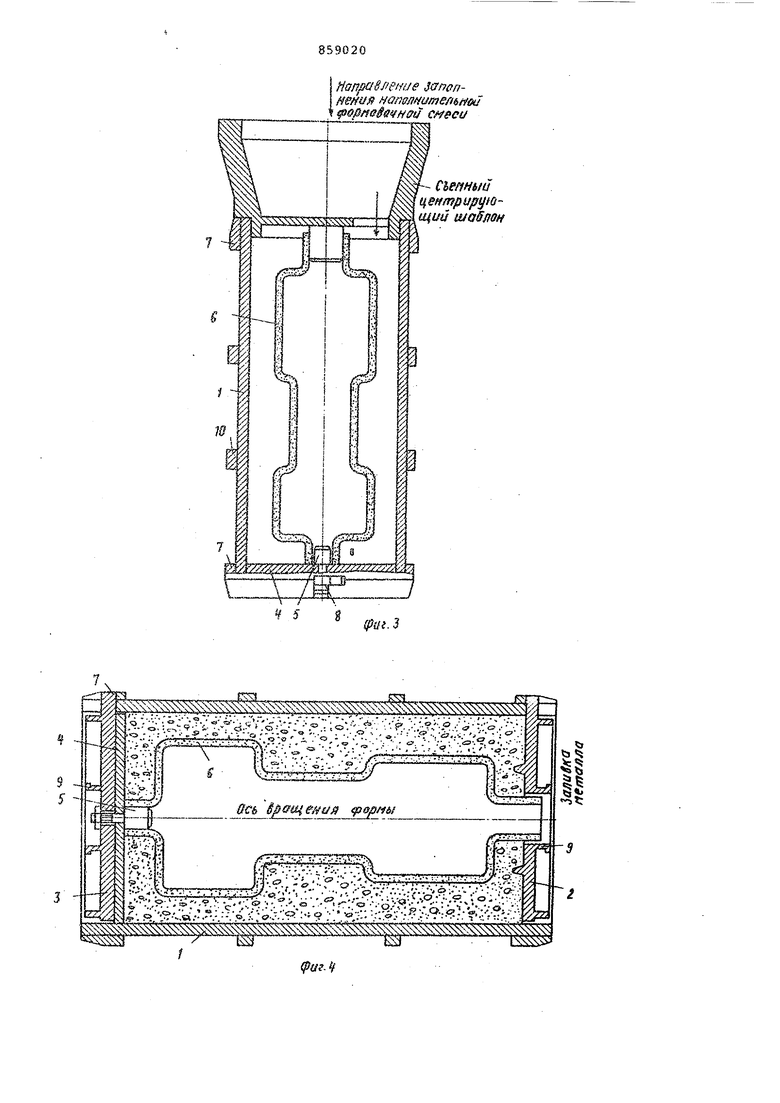
На фиг, 1 изображена изложница, общий вид на фиг, 2 - вид А на фиг. 1; на фиг,. 3 - изложница с установленной в ней огнеупорной оболочкой и шаблоном; на фиг, 4 - то же, с Зс1фор.мованной s зоне огнеупорной оболочкой;на фнг. 5 - сечение.Б-Б на фиг. 1; на фиг. б - сечение «-га фиг. 5.
Изложница для центробежного .фасонного литья включает в себя корпус 1, переднюю ааливочную крышку 2,заднюю кршику 3, с которой соедкнек подвижно центрирукнций диск 4 с выступающим пальцем 5 под посадочное отверстие огнеупорной оболочки б.
Корпус 1 по наружной поверхности, прилегающей к торцу снабжен посадочHSiJMH конусообраэн з ми буртами 7 и .имеет ряд сквозных прорезей 8 Г-образкой формы под эацеяы съемных крьааек, сами крышки 2 и 3 снабясены зацепами в виде зубьев, выступающих за цилиндрический контур, и каждая крьпика имеет втулку 9 с буртамк, предназначенную для зацепления мехалчиэма сборки и разборки .
Изложница предназначена для использования в центробежной машине для отливки фасонных деталей. Эта
машина снабжена подвижным подпружиненньм шпинделем и второй неподвижной опорой,
Система закрепления изложницы в центробежной машине исключает возможg ность снятия предварительно нагретых до высокой температуры посадочных буртов в процессе вращения изложницы на машине и за счет их конструкции обеспечивает постоянное самоцентркрование изложницы при последующем изменении ее теплового состояния при заливке металла.
На наружной поверхности корпуса 1 изложницы наряду с конусными посадочными буртами 7 предусмотрены также
5 два кольцеобразных ребра 10 жесткости для механизированного закрепления изложницы на кантовальной платформе ycTpoiicTBa для формовки огнеупорньох оболочек форм опорным наполнителем.
Передняя и задняя съемные крышки 2 и 3 В :йполняются в виде дисков , вставляемых внутрь корпуса 1 изложницы, с некоторым зазором для предотвращения заклинивания при нагревании. Закрепление
5 крышек 2 и 3 в Г-образных прорезях осуществляется при помощи выступающих зацепов путем поворота крышек вокруг оси на некоторый угол относительно корпуса 1. Палеи 5 по своему диаметру подбирают равным диаметру посадочного
i отверстия огнеупорной обоЛочки 6.
Центрирование огнеупорной оболочки б со стороны заливочного отверстия формы в процессе ее заформовки в изложницу производится при помощи
съемного шаблона (фиг, 3), который является самостоятел.ьн1:ам видом оснастки и в состав изложницы не входит.
Работа с предлагаемой изложницей
0 осуществляется Следующим образом.
Изложница устанавливается в горизонтальное по.:.ожение и закрепляется на кантовальной платформе устройства для формовки огнеупорных оболочек
5 форм наполнителем и при помощи поворота платфорГ1ы переводится из горизонтального в вертикальное положение. При помощи специального механизма, которым оснащено устройство, произвол дится раскрепление и съем передней крышки 2 изложниц. Затем производится укладка огнеупорной оболочки б в изложницу и ее центрирование на центрирующем пальце 5, расположенном на задней крышке 3 и выступе приставно5 0 центрирующего шаблона. Далее пространство мвзвду огнеупорной оболочкой 6 форм и корпусом 1 изложницы заполняют наполнительной формовочной-. смесь, подаваемой через оконные
0 проемы приставного центрирующего шаблона (фиг.3), Производят уплотнение наполнительной смеси, съём центрирующего шаблона, установку и закрепление передней (заливочной) крьшки 2 изложницы. Этой операцией заканчивается сборка изложницы. Затем производят нагрев готовой формы и установку ее под заливку металлом на центробежной машине с горизонтальной осью вращения. Формула изобретения Устройство для центробежного фасонного литья, преимущественно о гориэонтальной осью вращения, содержащее полый цилиндрический корпус изложницы с опорными буртиками в виде колец цилиндрической формы, передни) заливочную и заднюю съемные крышки и элементы крепления крьЕиек к изложнице г отличающееся тем, что, с целью обеспечения возможности лить по выплавляемым моделям в предварительно нагретые формы, точного цент-ц--Ю
Jx рирования формы относительно оси вращения и механизации сборки и разборки, оно снабжено съемным ш;з1блоном с центрирующим пальцем и выполненным в виде воронки, устанавливаемой со стороны передней заливочной крышки,а крышки снабжены зацепами в виде зубьев, входящих при стыковке с изложницей в ее Г-образные прорези,причем задняя крышка снабжена центрирующим пальцем для и диском и выполнена с возможностью переме1цения относительно диска. Источники информации, принятые во внимание при экспертизе 1.Степанов О.А, и др. Специальные воды литья, Машгиз, 1970/ с.190195. 2. С,Б, к др. Центробежное литье, М,, Машгиз, 1972, с. 240.
Направление запопf/e/fi/f HansafiiJtneflf tf6ij 6pfie$9i(Haij Cff&cu
- --- -- tVAij- T ь ,гУУУАг т; у v
1ШШШ й;г; -:5 ШШй
.i .,.u:A.,..-.U,.--.V : -... .-:.. ,;.-.-. ,-. -o--s .-I. ., / - - --:Л- - - . . :, f
Cbeffm/u центрирующий шаблон
