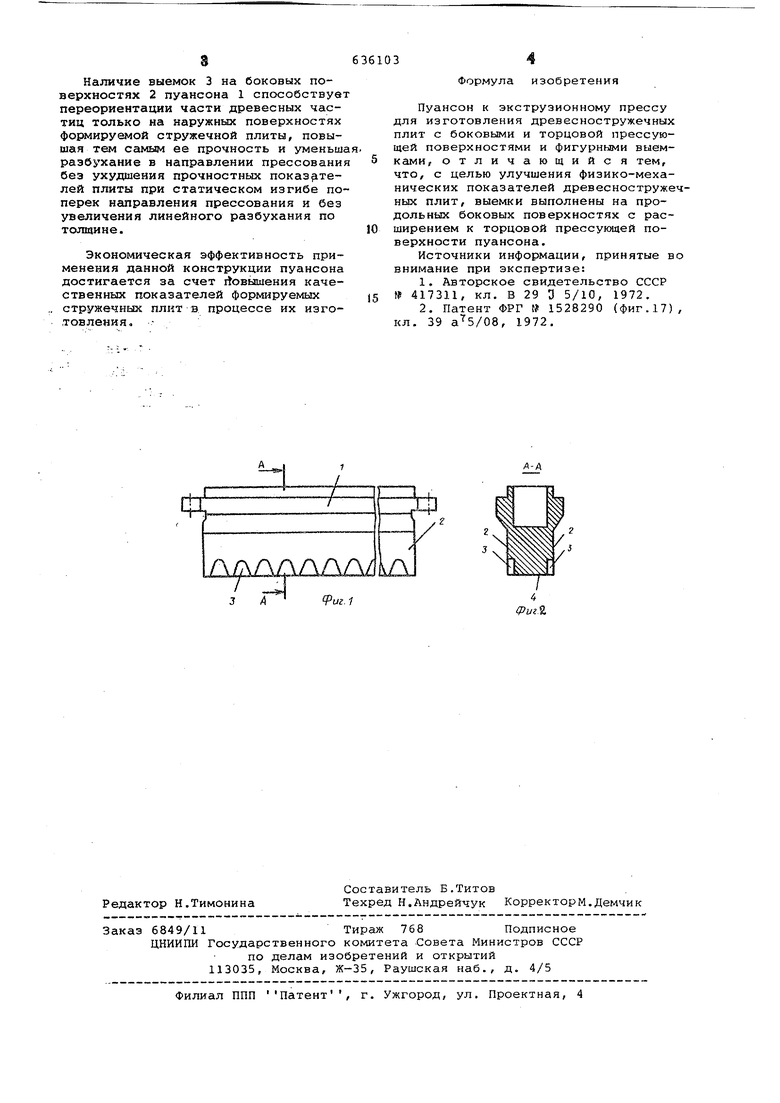
Изобретение относится к деревообрабатывающей npOMbHjineHfiocTK и касает ся пуансона к экструзионному прессу для производства древесностружечных плит. Известен пуансон к экcтpyзкoннo y прессу для производства многопустотных древесностружечных плит со сквоз ными углублениями напротив отверстий под пустотообразователи . Недостатком пуансона является то что повышение физико-механических показателей многопустотной плиты обеспечивается по участкам. Известен также пуансон к зкструзионному прессу для изготовления дре весностружечных плит с боковш-ш к торцовой прессующей поверхностжли и фигурными выемками 2 . Недостатком пуансона является то, что наряду с улучшением прочностных качеств стружечных плит в одном направлении, напрш-iep прочности плит при изгибе вдоль направления прессования, происходит ухудшение ее физико-механических качеств в другом нап равлении, например уменьшение прочности при изгибе поперек направления прессования и резкое увеличение лине ного разбухания по толщине. Это объясняется тем, что происходит переориентация древесных частни параллельно поверхностн плиты не только в нару:к :.ых слоях, но и в глу6нк}гых, Цель изобретения - yлy ЩLeниe физико-механнчески.х показателей д.ревесностружечных плнт. Это достЕ:гается тем,, что выемки выполнены ка продольных бокоЕ1лх поверхностях с расширением к торцовой прессутащей поверхности пуансона. На фиг. 1 изображен пуансон, вид сбоку; на фиг. 2 - разрез А-А фиг. 1. П ансон 1 имеет боковые продольные поверхности 2 с фигурными вьаемками 3, амекзщке расширение к торцовой npeccyi-шаей поверхности 4. Пуансон работает следующим образом. При рабочем ходе пуансона 1 лревесные частицы, загруженные, в форга рующий канал пресса, сжимаются глехцау торцовой прессующей позерхностью 4 пуансона 1 н ранее зaпpeccoБaины слоем стружечной плиты в формирующем канале пресса. Обладая определенной упругостью, древесные частицы стремятся перераспределиться в процессе сжатия на участке, где сжимающее усилие меньше, одновременно ориентируясь в направлении прессования.
Наличие выемок 3 на боковых поверхностях 2 пуансона 1 способствует переориентации части древесных частиц только на наружных поверхностях формируемой стружечной плиты, повышая тем самым ее прочность и уменьша разбухание в направлении прессования без ухудшения прочностных показ телей плиты при статическом изгибе поперек направления прессования и без увеличения линейного разбухания по толщине.
Экономическая эффективность применения данной конструкции пуансона достигается за счет повышения качественных показателей формируемых стружечных плит в процессе их изготовления,
Формула изобретения
Пуансон к экструзионному прессу для изготовления древесностружечных плит с боковыми и торцовой прессующей поверхностями и фигурными выемками, отличающийся тем, что, с целью улучшения физико-механических показателей древесностружечных плит, выемки выполнены на продольных боковых поверхностях с расширением к торцовой прессукидей поверхности пуансона.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР 417311, кл. В 29 а 5/10, 1972.
2.Патент ФРГ № 1528290 (фиг.17), кл. 39 , 1972.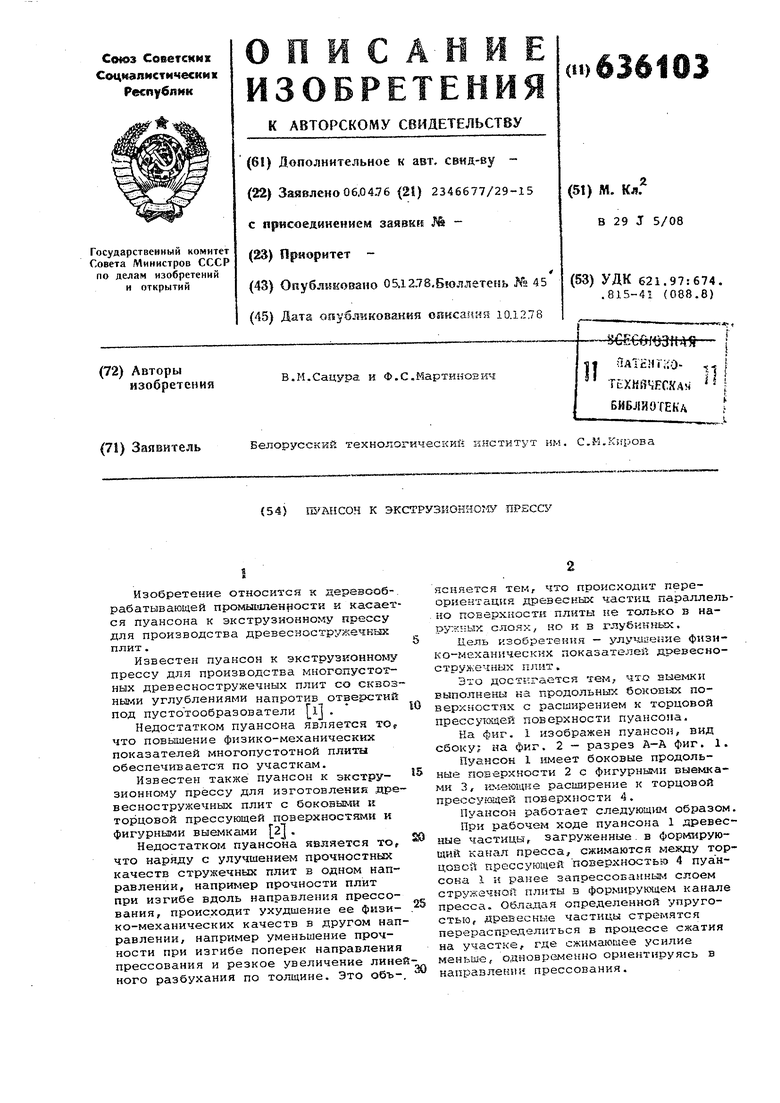
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-масса для изготовления облицовочного слоя древесно-стружечных плит | 1982 |
|
SU1065450A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1991 |
|
RU2019405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1991 |
|
RU2019407C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1991 |
|
RU2017595C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1991 |
|
RU2019406C1 |
| Способ изготовления древесностружечных плит | 1982 |
|
SU1027051A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕСС-МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОГО СЛОЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1996 |
|
RU2132769C1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СТРУЖЕЧНО-КЛЕЕВОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2003 |
|
RU2241596C1 |
Гд
/TiJ mfi
fpui.l
3 А
