1
Изобретение относится к прессам экстру- зионного типа для изготовления многопустотных древесно-стружечных плит и может быть применено в деревообрабатывающем машиностроении.
Цель изобретения - интенсификация процесса прессования за счет обеспечения удаления токсичной парогазовой смеси в процессе изготовления плит.
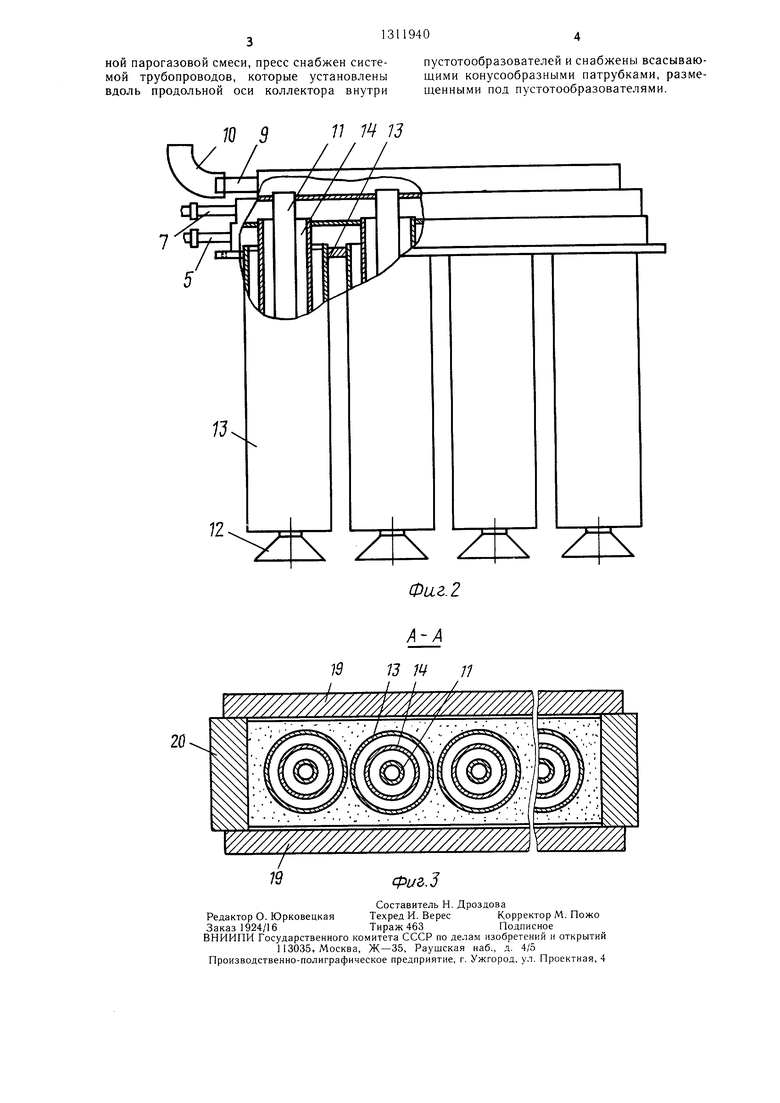
На фиг. 1 изображен экструзионный пресс, продольный разрез; на фиг. 2 - конструкция коллектора, общий вид; на фиг. 3 - разрез А-А на фиг. 1.
Пресс содержит дозирующий механизм , боковые направляющие 2, коллектор 3, включающий камеру 4 для подвода жидкого теплоносителя, например перегретой воды или масла, через патрубок 5, камеру 6 для отвода отработанного теплоносителя через патрубок 7 приспособлением для удаления парогазовых выбросов в виде дополнительной камеры 8 для сбора токсичной парогазовой смеси и ее отвода через насадку 9 и вытяжную систему 10, связанную с трубопроводами 11, которые установлены вдоль продольной оси коллектора 3. На нижних концах трубопроводов 11 имеются кону- сообразне всасывающие патрубки 12. Пресс имеет пустотообразователи в виде наружных труб 13 и внутренних труб 14, причем каналы 15 цля подачи теплоносителя образованы внутренними поверхностями труб 13 и наружными поверхностями внутренних труб 14, а каналы 6 для отвода отработанного теплоносителя образованы внутренними поверхностями труб 14 и наружными поверхностями трубопроводов 11.
Трубопроводы 11 размещены внутри пу- стотообразователей, а конусообразные патрубки 12 смонтированы под пустотообразо- вателями.
К траверсе 17 прикреплен пуансон 18, совершающий возвратно-посту нательное движение и в нижнем крайнем положении проникающий в формирующий канал пресса, образованный нагревательными плитами 19, наружными трубами 13 пустотоообразовате- лей и дистанционными планками 20, служащий для формирования многопустотных древесностружечных плит 21.
Пресс работает следующим образом.
Пресс-массу дозирующим механизмом 1 равномерно подают по боковым направляющим 2 в формирующий канал пресса, образованный нагревательными плитами 19, дистанционными планками 20 и наружными трубами 13 пустотообразователей коллектора 3, включающего камеру 4 для подвода жидкого теплоносителя через патрубок 5 и его подачи через каналы 15, образованные между внутренними поверхностями наружных труб 13 и наружными поверхностями внутренних труб 14, и отвода отработанного теплопо1940
5
сителя через, каналы 16, образованные между внутренними поверхностями труб 14 и наружными поверхностями трубопроводов 11, связанные с камерой 6 и патрубком 7.
Под дейстсвием давления, создаваемого пуансоном 18, жестко связанным с траверсой 17, и тепла от поверхностей нагревательных плит 19 и наружных поверхностей труб 13 пустотообразователей из пресса не0 прерывной лентой выходит сформированная многопустотная древесностружечная плита 21.
Так как пустотообразователи коллектора 3 не выходят за нижние кромки нагревательных 19 и выполнены значительно короче, то под действием избыточного давления парогазовая токсичная смесь, образующаяся в процессе горячего прессования плит, содержащая свободный формальдегид или фенол соответственно при изго0 товлении многопустотных плит на мочевино- формальдегидном или фенольном связующем, попадает в сформированные каналы в многопустотной плите 21, откуда под действием разрежения, создаваемого вытяжной вентиляционной системой 10, а также вследствие меньщей плотности горячей парогазовой смеси она через выполненные под уг- ло.м 45-60° патрубки 12, снижающие в 4-5 раз сопротивление входа парогазовой смеси, по открытым каналам трубопроводов I1 поступает в камеру 8, из которой принудительно удаляется через насадку 9, связанную с вытяжной системой 10, за пределы рабочей зоны производстенного помещения. Снабжение трубопроводов 11 патрубками 12, снижающими сопротивление входа токсичной парогазовой смеси в открытые каналы трубопроводов 11, позволяет ускорить удаление токсичных газов, а тем самым обеспечить максимальное их удаление при нахождении многопустотной плиты 21 в самом прессе.
5
0
5
0
Изобретение позволяет осуществить удаление токсичных парогазовых смесей в самом прессе, резко снижая их поступление в рабочую зону производственного помещения, что способствует улучшению условий труда работающих и повышению производительности.
Формула изобретения
Экструзионпый пресс для изготовления многопустотных древесно-стружечных плит, включающий механизм дозирования пресс- массы, направляющее устройство, нагревательные плиты, коллектор с пустотообразо- вателями и камерами для подачи и отвода
тепла носителя, дистанционные планки, пуансоны и привод, отличающийся тем, что, с целью интенсификации процесса прессования за счет обеспечения удаления токсичной парогазовой смеси, пресс снабжен системой трубопроводов, которые установлены вдоль продольной оси коллектора внутри
пустотообразователей и снабжены всасывающими конусообразными патрубками, размещенными под пустотообразователями.
/О 9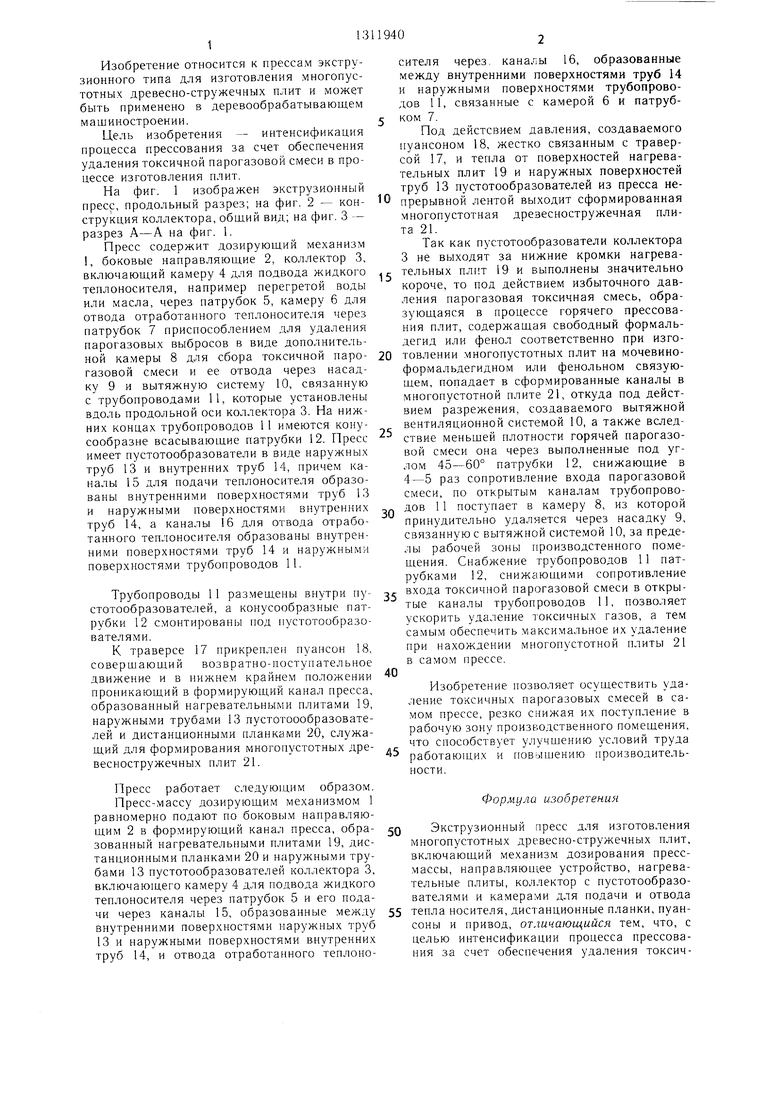
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭКСТРУЗИОННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2010 |
|
RU2422268C1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| Пресс экстрзионный | 1974 |
|
SU475284A1 |
| ЭКСТРУЗИОННЫЙ ПРЕСС | 1991 |
|
RU2038206C1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
| Устройство для изготовления многопустотных строительных блоков из древесных отходов | 1989 |
|
SU1713811A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1973 |
|
SU376267A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - интенсификация процесса прессования за счет обеспечения удаления токсичной парогазовой смеси (ТПС) в процессе изготовления плит. Пресс содержит коллектор 3 с пустотообразователями. Внутри пустотооб- разователей размещены трубопроводы (Т) И приспособления для удаления ТПС. Т 1 1 связаны с дополнительной камерой 8 для сбора ТПС. На нижних концах Т 11 имеются конусообразные всасывающие патрубки 12. Под действием давления, создаваемого пуансоном 18, из пресса непрерывной лентой выходит сформированная древесно-стру- жечная плита 21. ТПС попадает в сформированные каналы в многопустотной плите 21, откуда под действием разрежения, создаваемого вытяжной системой, она через патрубки 12 по открытым каналам Т 11 попадает в камеру 8, из которой принудительно удаляется через насадку, связанную с вытяжной системой, за пределы рабочей зоны помещения. 3 ил. i (О .11 со со N
Фиг. 2
Фиг-.З
Составитель Н. Дроздова
Редактор О. ЮрковецкаяТехред И. ВересКорректор М. Пожо
Заказ 1924/16Тираж 463Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Пресс экструзионный для изготовления древесностружечных плит | 1982 |
|
SU1070026A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
