Изобретение относится к деревообрабатывающей промышленности, а именно к составам для получения наружных слоев древесных плит, и может быть использовано для производства строительных материалов, например конструкционно-облицовочных, декоративных и теплоизоляционных древесностружечных плит.
Известна пресс-масса для изготовления внешних слоев многослойных древесностружечных плит, содержащая мочевиноформальдегидную смолу, сульфатное мыло, хлористый аммоний и верховой торф [1]. Недостатками этой пресс-массы являются пониженная водостойкость облицовочных слоев.
Известна пресс-масса, включающая связующее и шлифовальную пыль, обработанную остатком от гидролиза торфа [2]. Недостатком этой массы также является недостаточная стойкость к воздействию воды из-за высокой гидрофильности шлифовальной пыли.
Наиболее близким к заявляемому изобретению является пресс-масса для изготовления облицовочного слоя древесностружечных плит, включающая карбамидоформальдегидную смолу, гидролизный лигнин и древесный наполнитель (гидролизованные опилки) [3] . Недостатком этого способа является высокая трудо- и энергоемкость процесса гидролиза опилок, требующего оригинального и дорого стоящего аппаратурного оформления. Прочностные свойства материалов, полученных из такой пресс-массы, недостаточно высоки. Кроме того, малое содержание гидролизного лигнина в пресс-массе не позволяет утилизировать его в большом количестве.
Цель изобретения - повышение водостойкости и прочности облицованных древесностружечных плит.
Поставленная цель достигается тем, что до смешения с карбамидоформальдегидной смолою гидролизный лигнин и древесный наполнитель подвергаются совместной обработке 25%-ным водным раствором гидрата окиси аммония, причем соотношение водного раствора гидрата окиси аммония и смеси гидролизного лигнина и древесного наполнителя в пересчете на абс. сухое вещество находится в пределах от 1:20 до 1:5 мас.%. Обработку проводят при температуре 70 - 100oC в течение 15-25 мин.
После обработки полученную массу сушат до влажности 9 - 12% при температуре 100 - 130oC. При этом исходные компоненты пресс-массы содержатся при следующем соотношении, мас.%: карбамидоформальдегидная смола 8 - 13, гидролизный лигнин 20 - 39, древесный наполнитель 53 - 67.
При обработке водным раствором аммиака лигноуглеводородный комплекс древесины подвергается деструкции, с разрывом химических связей. В результате чего освобождаются активные функциональные группы. Образуется значительное количество низкометилированного лигнина и веществ, экстрагируемых спиртобензольной смесью, которые способны вступать в реакции конденсации при термообработке. Воздействие аммиачной воды на гидролизный лигнин вызывает изменение его химической активности. Продукты активации отличаются от исходного лигнина более высоким содержанием гидроксильных и карбоксильных групп и низким - метоксильных. То есть продукты активации лигнина обладают повышенной реакционной способностью. Кроме того, предлагаемая обработка обеспечивает пластификацию древесины и лигнина. Благодаря чему при горячем прессовании площадь зон контакта частиц между собой увеличивается. Это создает предпосылки к образованию дополнительного количества связей в единице объема изделия Взаимодействие продуктов деструкции гидролизного лигнина и древесного наполнителя начинается уже в процессе обработки и активно продолжается при сушке.
Образовавшиеся полимероподобные вещества по физическим свойствам напоминают альдегидные олигомеры резольного типа. Сушку проводят при температуре 80 - 100oC, так как при большей температуре в массе начинаются необратимые поликонденсационные процессы. При сушке продукты активации переходят в состояние, аналогичное резитольному, происходит их агломерация. После обработки гидратом окиси аммония и сушки активированных исходных ингредиентов они смешиваются со смолою в быстроходном смесителе. Одновременно с осмолением твердых составляющих происходит разрушение агломератов. После контроля влажности из пресс-массы формируют облицовочные слои стружечно-клеевых пакетов, подпрессовывают и подвергают горячему прессованию, в процессе которого в массе происходят сложные поликонденсационные процессы, химические взаимодействия исходных компонентов и вновь образовавшихся продуктов через метилольные группы смолы, гидроксильные - древесины, гидроксильные и карбоксильные группы активированного лигнина и продуктов деструкции древесины. В результате синтетическая смола, полимероподобные вещества и продукты их взаимодействий переходят в состояние резита с образованием прочных и водостойких химических связей, обеспечивающих получение качественных материалов.
Предлагаемый способ изготовления облицовочного слоя древесностружечных плит реализуют следующим образом.
Берут гидролизный лигнин и древесный наполнитель (например, опилки) исходной влажности. В реакторе их смешивают и активируют гидратом окиси аммония, интенсивно перемешивая при этом. Затем массу сушат и в быстроходном смесителе совмещают с карбамидоформальдегидной смолой. Смолу наносят методом распыления. Применяют смолу марки КФ-Б ГОСТ 14231-88 в виде 50%-ного водного раствора.
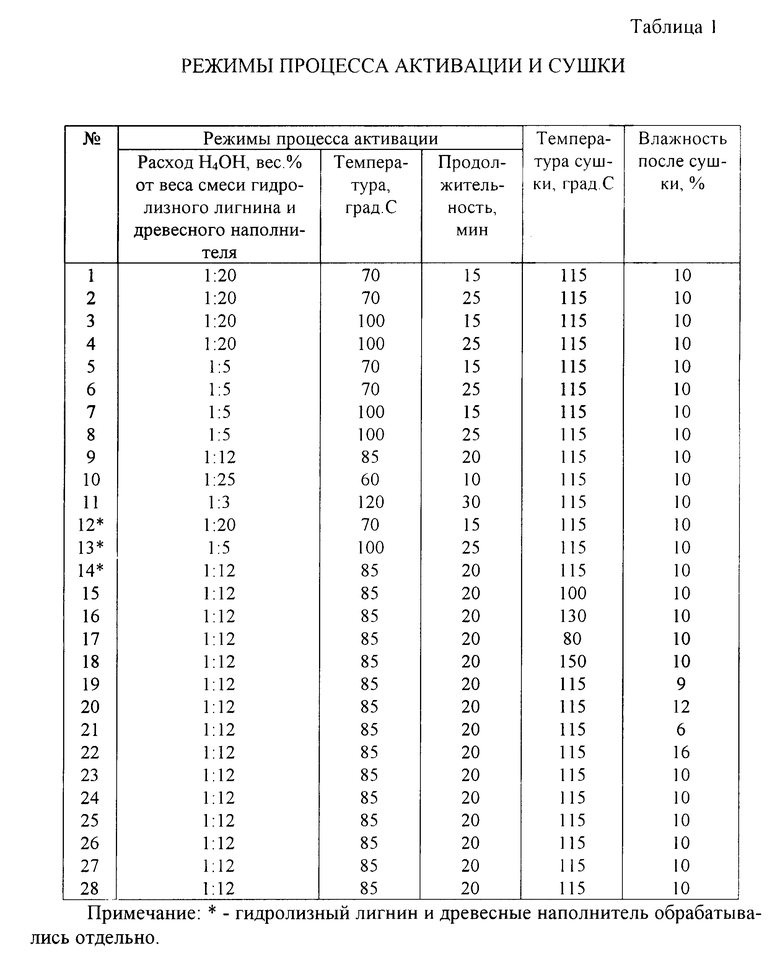
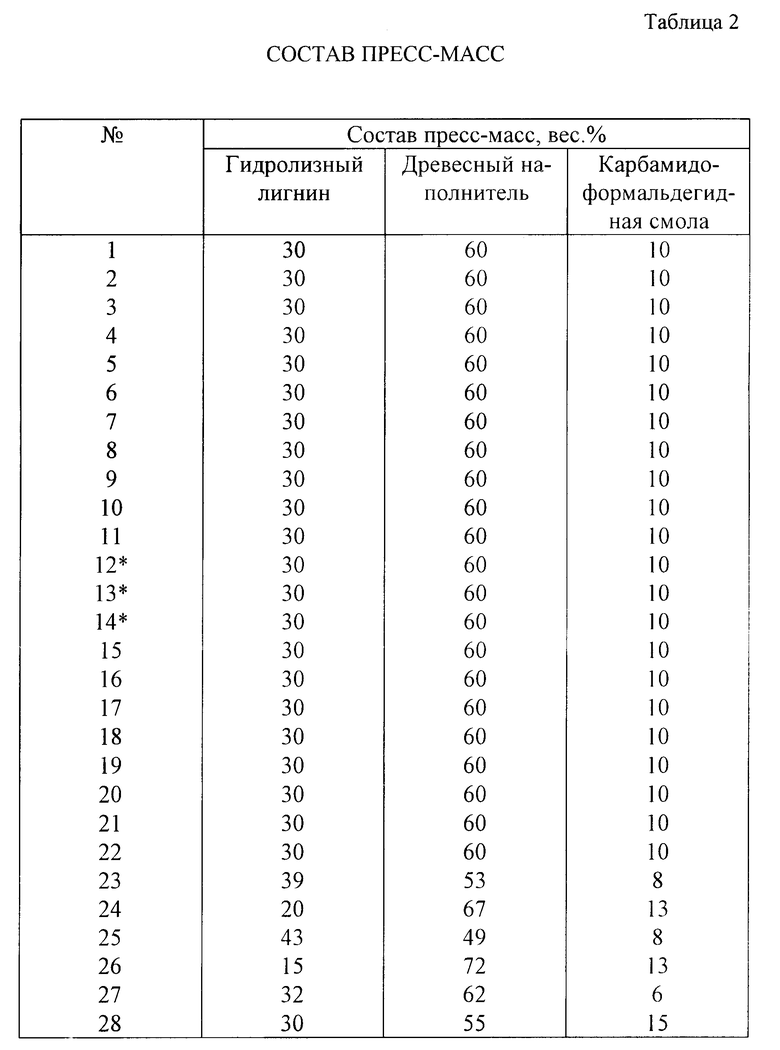
По описанной технологии готовят пресс-массы, отличающиеся режимами активации и сушки, расходом активатора и соотношением компонентов (см. табл. 1 и 2 в конце описания).
Из пресс-масс, полученных по предлагаемому способу, формировались наружные слои стружечно-клеевых пакетов, которые затем подвергались горячему прессованию по традиционной технологии. Отпрессованные изделия кондиционировались при стандартных условиях в течение 10 суток.
Физико-механические испытания проводили по ГОСТ 10634 - 88 и ГОСТ 10635 - 88. Размеры и количество испытываемых образцов определялось по ГОСТ 10633 - 78. Образцы изготавливались из плит толщиной 19 мм. При испытании определяют плотность, предел прочности при статическом изгибе, водопоглощение по массе и разбухание по толщине за 24 часа. При испытании на водостойкость образцы предварительно подвергают специальной подготовке, которая заключается в пропитке торцов синтетическим водостойким клеем холодного отверждения.
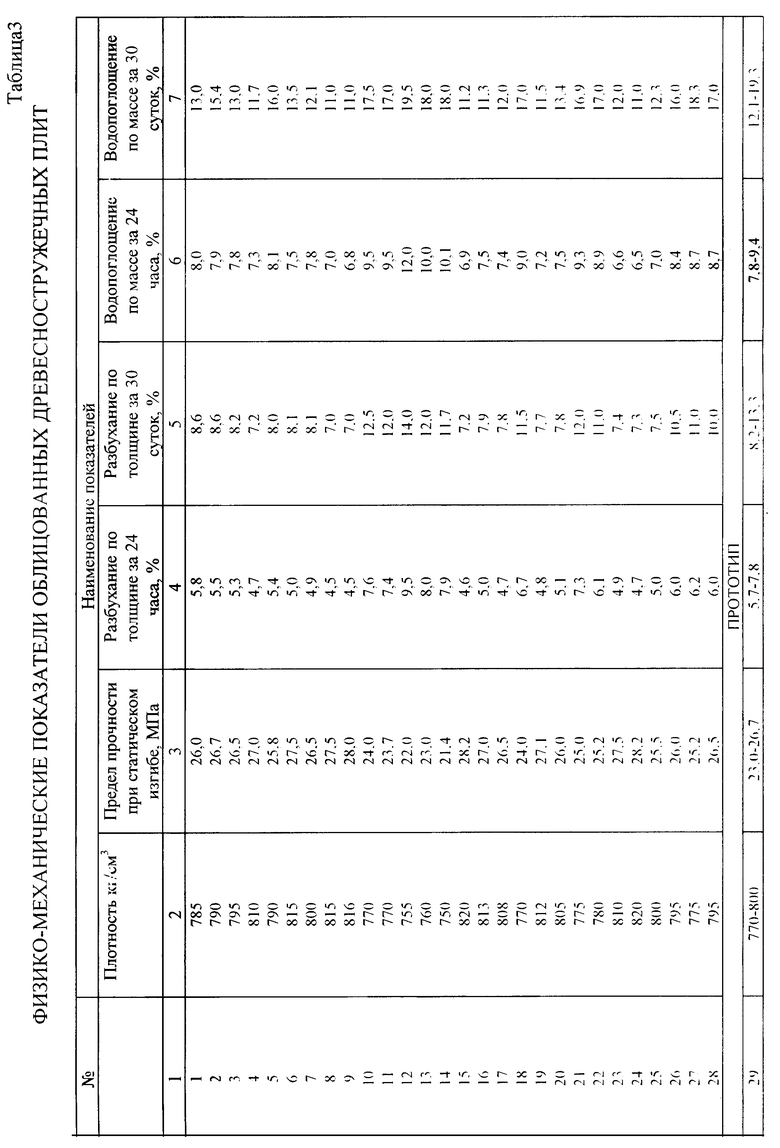
Результаты испытаний приведены в табл. 3 (см. в конце описания).
Из табл. 3 видно, что физико-механические показатели древесностружечных плит с облицовочными слоями из пресс-массы, полученной по предлагаемому способу, превосходят аналогичные показатели плит, облицованных известной массой (прототип). Наибольший эффект достигается при совместной активации гидролизного лигнина и древесного наполнителя при заявляемом соотношении компонентов, количестве гидрата окиси аммония, режимах обработки и сушки.
Синергический эффект, выражающийся в повышении свойств материалов после совместной активации древесины и лигнина (примеры 1-9), объясняется тем, что вновь образовавшиеся вещества взаимодействуют между собой и образуют новый термореактивный продукт.
Его наличие положительно сказывается на свойствах готовых изделий. Снижение расхода гидрата окиси аммония, температуры и сокращение продолжительности обработки приводят к тому, что активация протекает медленно и неглубоко, реакционная способность пресс-массы повышается незначительно (пример 10). Увеличение продолжительности активации не обеспечивает существенного повышения реакционной способности пресс-массы (пример 11). При температуре выше 100oC (пример 11) в продуктах активации начинают развиваться необратимые поликонденсационные процессы, и свойства изделий падают. Увеличение соотношения гидрата окиси аммония и лигнина с наполнителем более 1:5 приводит к повышению влажности активированной массы и, как следствие, удлинению процесса ее сушки, что отрицательно сказывается на свойствах. Раздельная обработка лигнина и древесного наполнителя не достигает требуемого эффекта (примеры 12-13). Повышение температуры сушки приводит к ухудшению свойств готовых изделий из-за того, что значительная часть полимероподобных продуктов конденсируется до горячего прессования или на начальном этапе этого процесса (пример 18).
Снижение температуры удлиняет прессование (пример 17) без существенного улучшения характеристик плит. Повышенная влажность (пример 22) не только затрудняет сушку, но и препятствует нормальному протеканию поликонденсационных процессов, что проявляется в снижении свойств материалов. При влажности менее 9% связующее впитывается во внутренние слои древесины и лигнина. На поверхности частиц возникает дефицит полимера, уменьшается количество и снижается качество клеевых швов (пример 21). Количество смолы менее 8 вес.% не обеспечивает необходимую прочность и монолитность изделий (пример 27). При содержании более 13 вес.% последняя перераспределяется по высоте материала, концентрируясь в нижних слоях, либо вообще вытекает на поддон. Вместе с ней перераспределяются продукты активации и мелкодисперсная фракция твердой составляющей. Следствием этого является уменьшение плотности, увеличение количества макро- и микропустот в структуре материала. В результате снижаются его прочность, и ухудшается водостойкость (пример 28). Из табл. 2 видно, что предлагаемое соотношение компонентов обеспечивает повышение свойств материалов в наибольшей степени (примеры 23-26).
Технические преимущества заявляемого способа по сравнению с прототипом [3] заключаются в возможности упрощения технологии подготовки пресс-массы с одновременным повышением физико-механических свойств изделий. Так, прочность на статический изгиб увеличилась в 1,12 - 1,22 раза, разбухание за 24 часа и 30 часов снизилось соответственно в 1,34 - 1,73 и 1,50 - 1,90 раз, водопоглощение за 24 часа и 30 часов снизилось соответственно в 1,16- 1,45 и 1,15- 1,75 раза.
Высокие эксплуатационные и эстетические качества плит позволяют значительно расширить область их применения. Они могут использоваться в качестве декоративного и облицовочного материала для наружной и внутренней отделки промышленных и гражданских сооружений, сельскохозяйственных объектов, например животноводческих ферм. Утилизируется крупнотоннажный отход гидролизного производства - гидролизный лигнин, создается возможность применения мелкодисперсных отходов механической переработки древесины - опилок и стружки.
Это способствует рациональному использованию сырьевых ресурсов растительного происхождения и защите окружающей среды от воздействия указанных продуктов. Кроме того, предлагаемый способ способствует расширению сырьевой базы местных строительных материалов.
Источники информации
1. А.С. N 634967, м.кл. В 29 J 5/00, 1978.
2. А.с. N 763151, м.кл. В 29 J 5/00, 1980.
3. A.c. N 1065450, м.кл. С 08 L 97/02, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРЕСС-КОМПОЗИЦИИ НА ОСНОВЕ ГИДРОЛИЗНОГО ЛИГНИНА | 1996 |
|
RU2111990C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2086518C1 |
| Пресс-масса для изготовления облицовочного слоя древесно-стружечных плит | 1982 |
|
SU1065450A1 |
| Способ изготовления древесностружечных плит | 1980 |
|
SU946973A1 |
| Сырьевая смесь для изготовления теплоизоляционных изделий | 1983 |
|
SU1131856A1 |
| МОДИФИКАТОР СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ, СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ | 2019 |
|
RU2720306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2000 |
|
RU2176186C1 |
| ДРЕВЕСНОВОЛОКНИСТЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ПРИГОТОВЛЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА | 1993 |
|
RU2076125C1 |
| Способ изготовления древесно-стружечных плит | 1987 |
|
SU1440729A1 |
| Способ изготовления древесностружечных плит | 1988 |
|
SU1544566A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано для производства строительных материалов, например конструкционно-облицовочных, декоративных и теплоизоляционных древесностружечных плит. Перед смешиванием с карбамидоформальдегидной смолой гидролизный лигнин и древесный наполнитель подвергают совместной обработке 25%-ным водным раствором гидрата окиси аммония. Соотношение водного раствора гидрата окиси аммония и смеси гидролизного лигнина и древесного наполнителя в пересчете на абс. сухое вещество находится в пределах от 1:20 до 1:5 мас.%. Обработку проводят при 70-100oС в течение 15-25 мин. После обработки полученную массу сушат до влажности 9-12% при температуре 100-130oC. Исходные компоненты пресс-массы берут в следующем соотношении, мас.%: карбамидоформальдегидная смола 8-13, гидролизный лигнин 20-39, древесный наполнитель 53-67. Предложенный способ позволяет повысить водостойкость и прочность облицованных древесностружечных плит при упрощении технологии получения пресс-массы. 2 з. п. ф-лы, 3 табл.
Карбамидоформальдегидная смола - 8 - 13
Гидролизный лигнин - 20 - 39
Древесный наполнитель - 53 - 67
3. Способ по п.1 или 2, отличающийся тем, что после обработки гидролизного лигнина и древесного наполнителя 25%-ным водным раствором гидрата окиси аммония производят их сушку при температуре 100 - 130oC до влажности 9 - 12%.
| Пресс-масса для изготовления облицовочного слоя древесно-стружечных плит | 1982 |
|
SU1065450A1 |
| Состав для древесностружечных плит | 1986 |
|
SU1416499A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 0 |
|
SU322348A1 |
| Способ производства древесностружечных плит с облицовочным слоем из шлифовальной пыли | 1979 |
|
SU763151A1 |
