Для увеличения производительности токарных, карусельных и строгательных станков при использовании многорезцовых головок предлагается способ обработки металлов, сущность которого заключается в том,что головке с резцами сообщают подачу на один оборот шпинделя или ход стола станка по величине больщую или меньшую величины щага между резцами.
На чертеже фиг. 1, 2 и 3 изображают многорезцовую головку в трёх проекциях при использовании по предлагаемому способу; фиг. 4 поясняет работу резцов.
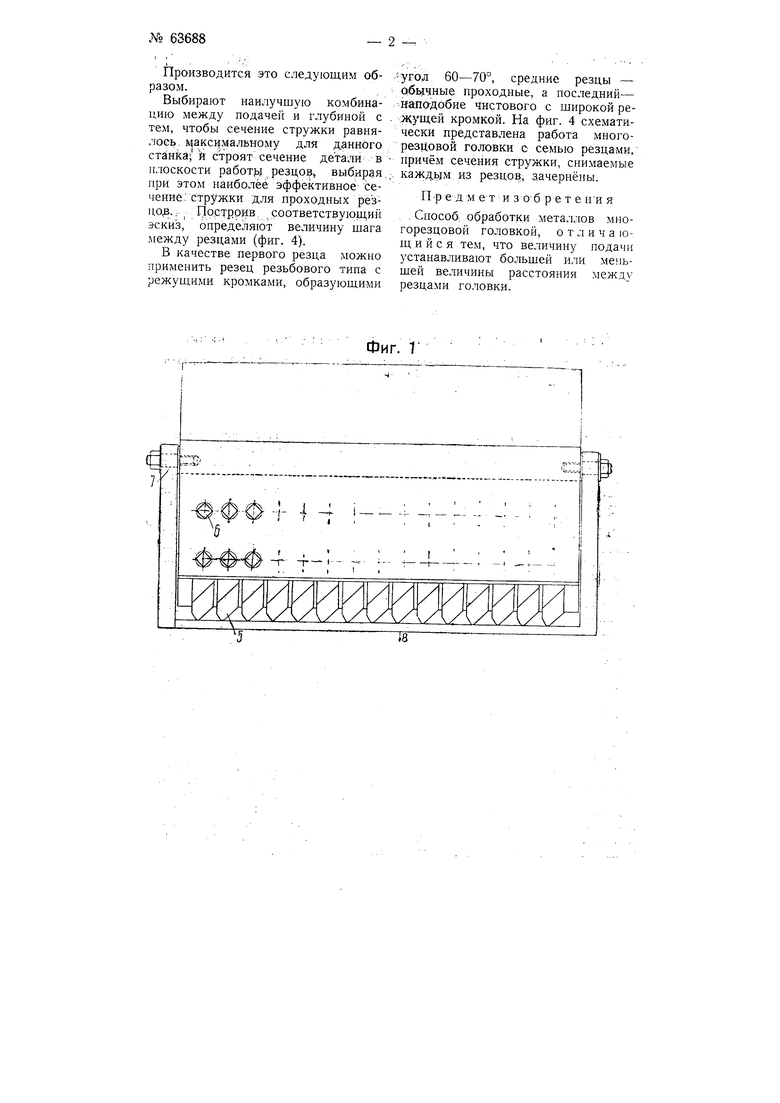
В корпусе 1 головки имеется паз, куда вставляются резцы 5, закрепляемые болтами 6. Резцы устанавливаются с равным шагом между собой и с расположением вершин на одной прямой. Для быстрой установки резцов по шагу и защиты от попадания стружки между ними и в корпус головки служат гребенчатая планка 3 и планка 2, прикрепляемые винтами к корпусу.
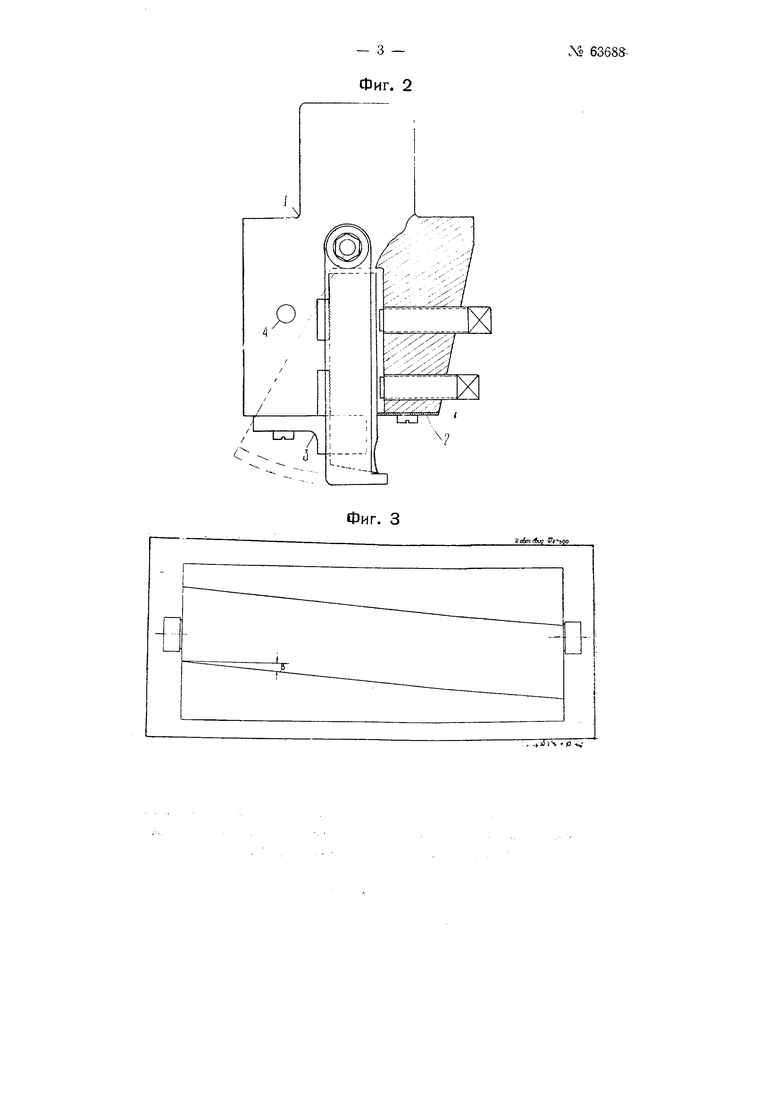
Для более спокойной и безударной работы станка хвостовик головки повёрнут на угол по отношению к пазу, вследствие чего резцы вступают в работу постепенно, аналогично спиральным зубцам фрезы. Это обстоятельство, а также наличие большого количества резцов создают значительно более спокойные условия работы станка, что даёт возможность пересмотреть допускаемые давления резания для станка в сторону их повышения. Хвостовик головки меняется в зависимости от станка.
Для быстрой установки резцов по высоте служит откидывающаяся на пальцах 7 линейка 8, которая располагается параллельно торцевой поверхности головки (для головок карусельных станков - параллельно упорным к резцедержателю плоскостям). После установки резцов линейка откидывается назад и удерживается пальцем 4.
Предлагаемый способ работы многорезцовой головкой основан на несовпадении шага резцов с подачей на некоторую величину ;Д5, выбираемую для каждого станка или головки при построении эскиза работы резцов, аналогично принципам построения нониусов на измерительных инструментах.
Производится это следующим образом.
Выбирают наилучшую комбинацию между подачей и глубиной с тем, чтобы сечение стружки равня.юсь максимальному для данного станка;и Строят сечение детали в плоскости работн резцов, выбирая при этом наиболее эффективное Сечение.: стружки для проходных рез11,о,в. : Постро.ив, , соотв,етствуюш,ий эскиз, определяют величину шага между резцами (фиг. 4).
В качестве первого резца можно применить резец резьбового типа с режущими кромками, образующими
угол. 60-70°, средние резцы - рбычные проходные, а последний- наподобие чистового с широкой ре:,ж;ущей кромкой. На фиг. 4 схематически представлена работа многорездовой головки с семью резцами, причём сечения стружки, снимаемые каждь)м из резцов, зачернены.
П-р е д м е т и 3 о б р е т е ни я
. Способ, обработки металлов многорезцовой головкой, отличающийся тем, что величину подачи устанавливают больщей или меньшей величины расстояния между резцами головки.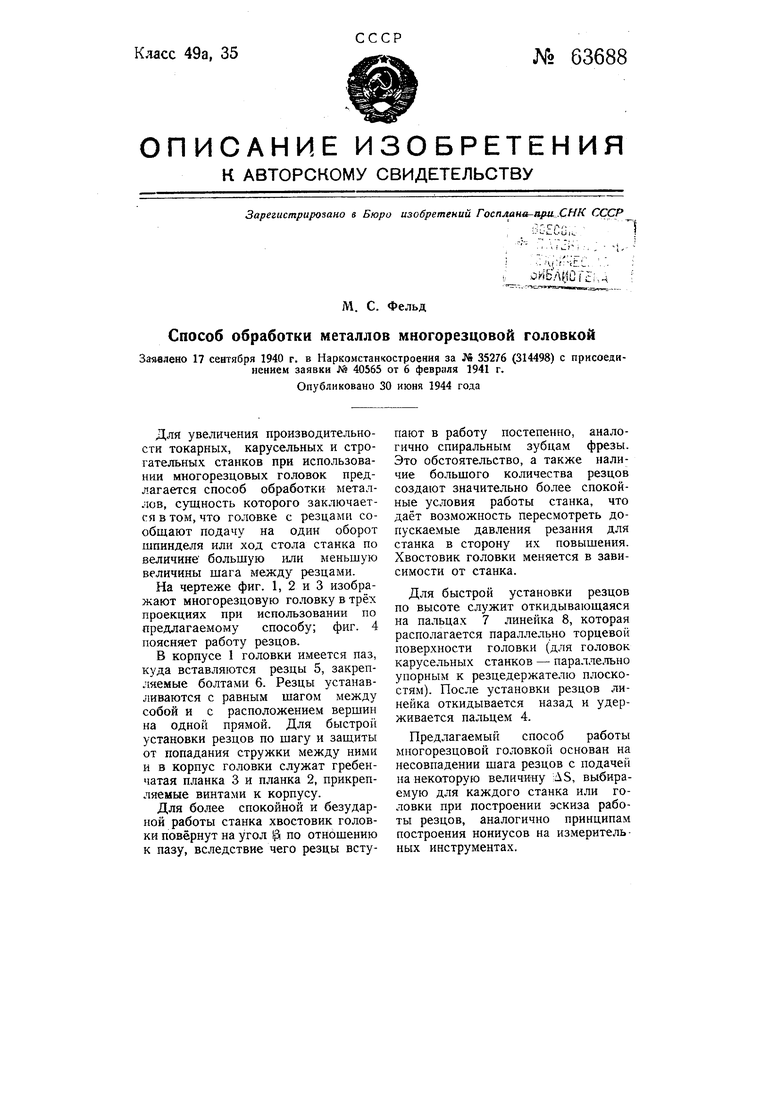
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорезцовое приспособление к токарным станкам | 1949 |
|
SU83853A1 |
| Способ обточки длинномерных заго-TOBOK HA CTAHKAX бЕСцЕНТРОВОгО TO-чЕНия | 1978 |
|
SU812427A1 |
| Многошпиндельный вертикальный станок | 1961 |
|
SU146022A1 |
| Устройство для удаления внутреннего грата из прямошовных электросварных труб | 1987 |
|
SU1766553A1 |
| Хак для подсочки леса с химическим воздействием | 1982 |
|
SU1056958A1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОВОРОТНЫХ КРУГОВ | 1992 |
|
RU2136533C1 |
| Станок для наружной обточки орудийных стволов | 1940 |
|
SU62918A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
Фиг. 1
- 3 -
,NS 63688Фиг. 2
h/-саС
L,
Фиг. 3
