(54) СПОСОБ ОБТОЧКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК НА СТАНКАХ БЕСЦЕНТРОВОГО ТОЧЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВЫХСТАНКОВ | 1972 |
|
SU422538A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| СПОСОБ ДРОБЛЕНИЯ СТРУЖКИ | 1972 |
|
SU349492A1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА | 2001 |
|
RU2208501C2 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |

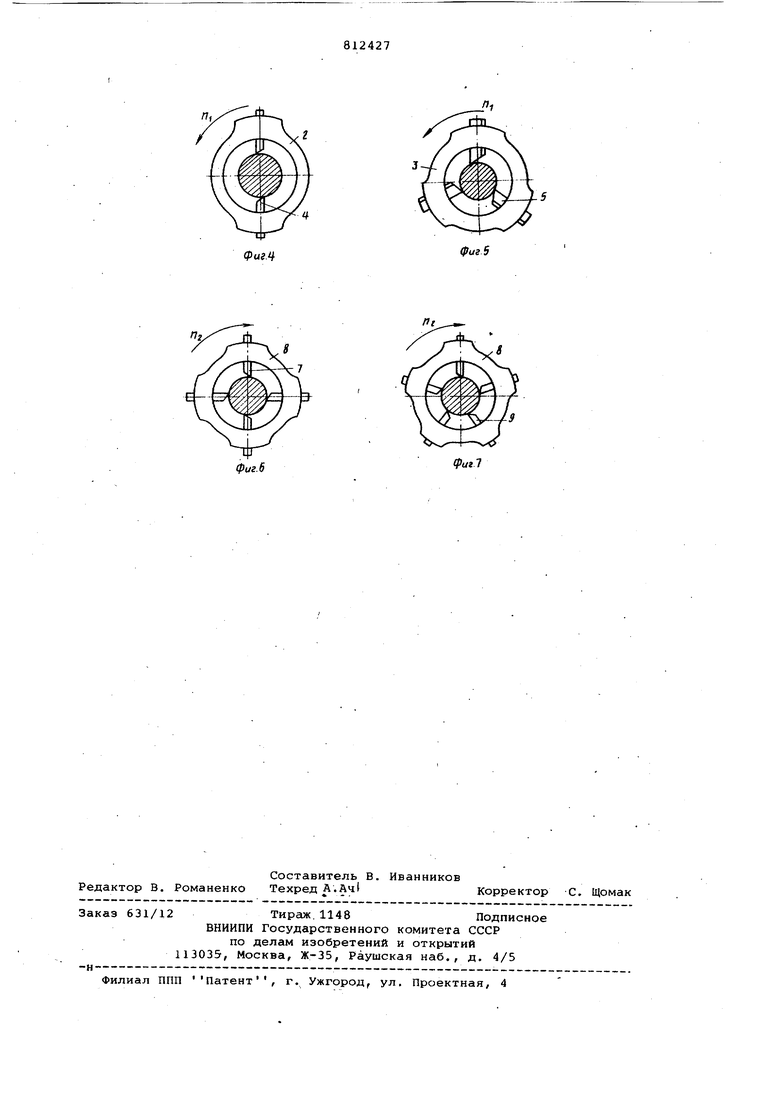
Изобретение относится к металлообработке и может быть использовано при токарной обработке длинномерных заготовок на станках бесцентрового точения. Известен способ обработки заготовок на станках бесцентрового точения при котором обточку осуществляют вращающейся резцовой головкой, а при подаче заготовки в головку на поверхности заготовки нарезают стружкр разделительные канавки 1, Недостатками известного спосрба являются невозможность деления струж ки на мелкие элементы и необходимост прикладывания к заготовке значительных осевых усилий при подаче ее в резцовую головку. Цель изобретения - уменьшение ра меров образующейся стружки и осевого усилия, действующего на заготовку. Поставленная цель достигается те что стружкоразделительные канавки нарезают дополнительной резцовой головкой, которой сообщают вращение со скоростью, меньшей скорости вращения резцовой головки для обточки, и в противоположную сторону. При этом в обработке заготовок малого диаметра в дополнительную резцовую головку устанавливают не менее 3-х резцов, выполненных в виде многозубовой гребенки. На фиг, 1 показана схема обработки заготовок большого диаметра предлагае1 1ым способом; на фиг. 2 то же/ при обработке заготоврк малого диаметра; на фиг, 3 - примерная кинематическая схема станка бесцентрового точения, снабженного дополнительной резцовой головкой; на фиг.4 дополнительная головка с радиальными резцами; на фиг. 5 - дополнительная резцовая головка с резцами, выполненными в виде многозубовой гребенки; на фиг. 6 - схема установки резцов в черновой головке; на фиг. 7 то же, в чистовой головке. Заготовка 1 перемещается вдоль оси в направлении подачи S и проходит через дополнительно установленную резцовую головку 2 (или 3) с резцами 4 (или 5), а затем через черновую резцовую головку 6 с резцами 7 и чистовую резцовую головку 8 с резцами 9. Резцы резцовых головок 2 и 3 установлены вслед друг другу по ходу винТОБОЙ ЛИНИИ и смещены в продольном направлении относительно друг друга на величину где S шаг винтовой линии; п - количество резцов. Дополнительная резцовая головка 2 (или 3) установлена соосно с голо ками 6 и 8 и имеет замедленное вращение, противоположное вращение обточных резцов головок 6 и 8. Число оборотов п дополнительной резцовой головки в 5-10 раз меньше числа оборотов п обточных резцовых головок, вследствие чего на заг товке 1 образуется стружкоделительная канавка-10 в виде винтовой лини Глубина канавок выбирается из расчета, чтобы наименьший диаметр канавки D был чуть больше или равен окончательно обточенному диаметру D заготовки. На фиг. 2 и фиг 5 в дополнительной головке установлены резцы 5, выполненные в виде многозубовой гребенки и расположенные равномерно по окружности. При этом онивыставлены на разную глубину с целью рав номерного распределения усилия реза ния на резцы. Осуществление предлагаемого способа может быть выполнено на базе существующих бесцентрово-токарных станков, например, модели 9.330 (фиг. 3) , причем на станке установ лена дополнительная резцовая головка 2 (3) . Заготовка 1 (фиг. 3) закреплена в зажимном устройстве 11 левой каретки 12 станка и проходит через центрирующие устройства (люнеты) 13 (с базировкой по необработанной поверхности) и 14 (с базировкой по окончательно обработанной поверхности) .,. . В,случае использования резцовой головки 3 с резцами-гребенками 5 центрирующее устройство (люнет) 13 , при обработке заготовок малого диаметра убирается, и центрирование заготовки осуществляет сама дополнительная-резцовая головка, Для привода дополнительной резцовой головки 2 (3) применяется понижающая зубчатая передача с зубч тыми колесами 15 и 16.. Обработка заготовок осуществляет ся следующим образом. При подаче заготовки 1 дополнительная резцовая головка 2 (или 3) образует на заготовке винтовые стружкоделительные канавки 10 с шагом, в несколько раз превьлшающим шаг резцов при обточке резцовыми головками 6 и 8. Стружкоделительные канавки 10 несколько раз пересекаются в одном сечении винтовыми линиями, образуемыми обточками резцовыми головками 6 и 8. После прохождения черновой резцовой головки 6 на заготовке остаются следы от стружкоделительных канавок 10, которые в дальнейшем исчезают при прохождении заготовки через чистовую резцовую головку 8. Взаимнопротивоположное направление винтовых линий от головки 2 (или 3) и головок б и 8 обеспечивает получение очень мелкой дробленой стружки независимо от отрабатываемого диаметра заготовки. Использование дополнительной многорезцовой головки 2 (или 3) с резцами, установленными вслед друг другу, приводит к снижению осевого усилия, необходимого для подачи заготовки. Формула изобретения 1. Способ обточки длинномерных заготовок на станках бесцентрового точения, при котором обточку осуществляют вращающейся резцовой головкой, а при подаче заготовки в указанную резцовую головку на поверхности заготовки нарезают стружкоразделительные канавки, отличающийся тем, что, с целью уменьшения размеров образующейся стружки и осевого усилия, действующего на заготовку, стружкоразделительные канавки нарезают, дополнительной резцовой головкой, которой сообщают вращение со скоростью, меньшей скорости вращения резцовой ГОЛОВКИ ДЛЯ ОбТОЧКИ, И В ПРОТИВОПОЛОЖНУЮ сторону, 2, Способ по п. 1, отличающийся тем, что при обработке заготовок малого диаметра в дополнительной резцовой головке устанавливают не менее 3-х резцов, выполненных в виде многозубовой гребенки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 349492, кл,- В 23 В 1/00, 1970,
фиг.6
фиг
