Существующие в настоящее время приборы для определения линейной усадки и склонности сплавов к трещинообразованию во-первых, не дают возможности получать одноиреиенные показания этих величие, т. е. установить зависимость между линейной усадкой сплава и трещинообразованием, во-вто-рых, не дают замеров напряжений, возника 1(ишх в образце при затруднённой усадке, и связи этих величин со свободной усадкой и, в-третьих, не устанавливают температурные интервалы, в которых сплав наиболее склонен к трещинообразованию.
Предложенный прибор для определения линейной усадки и склонности сплавов к трещинообразоваirttro построен на принципе одно фе енной заливки двух кокилей. Каждый из них состоит из двух частей - неподвижной и подвижной. Обе части снабжены полостями д,)я образования головок отливаемых образцов. Подвижная часть одного кокиля связана с указательным и самопишущим устройством для определения размера усадки во времени. Подвижная же часть второго кокиля связана с динамометром для определения напряжений,
достаточных для образования в образце трещин.
Необходимость получения всех этих данных вытекает из того, что только тогда, когда будет известна наиболее полно, как влияет тот илп другой элемент, входящий в сплав, на его литейные свойства, можно будет выбрать состав для лучших литейных сплавов.
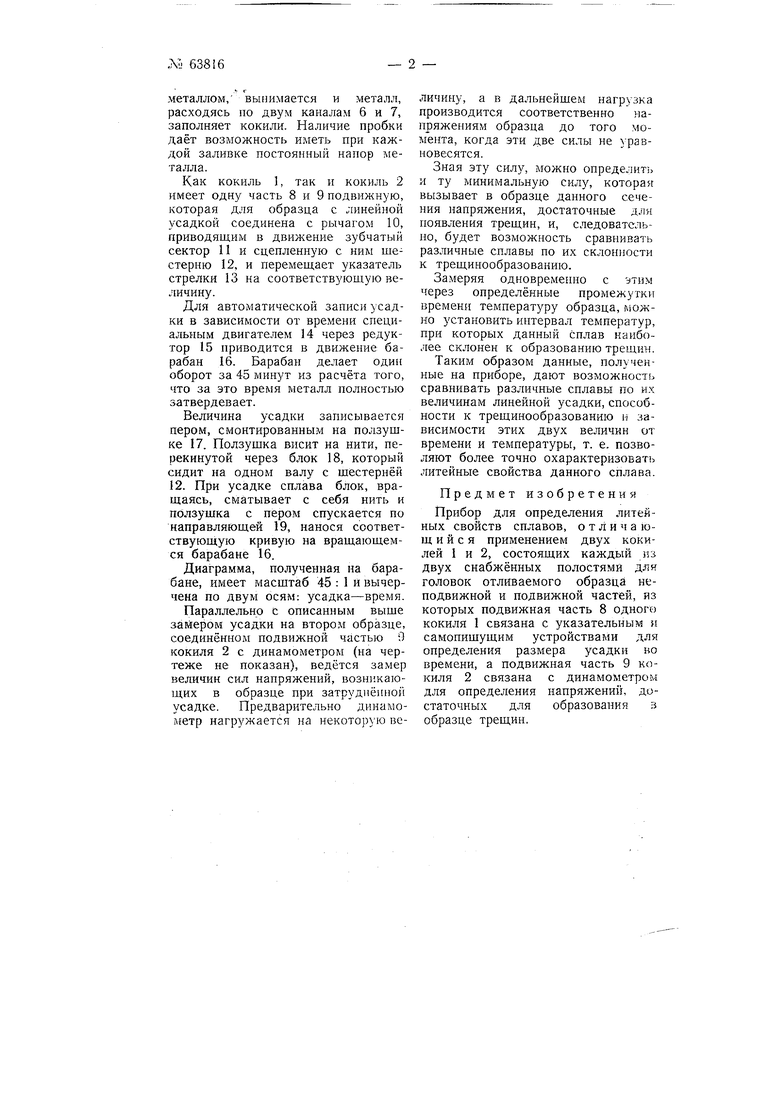
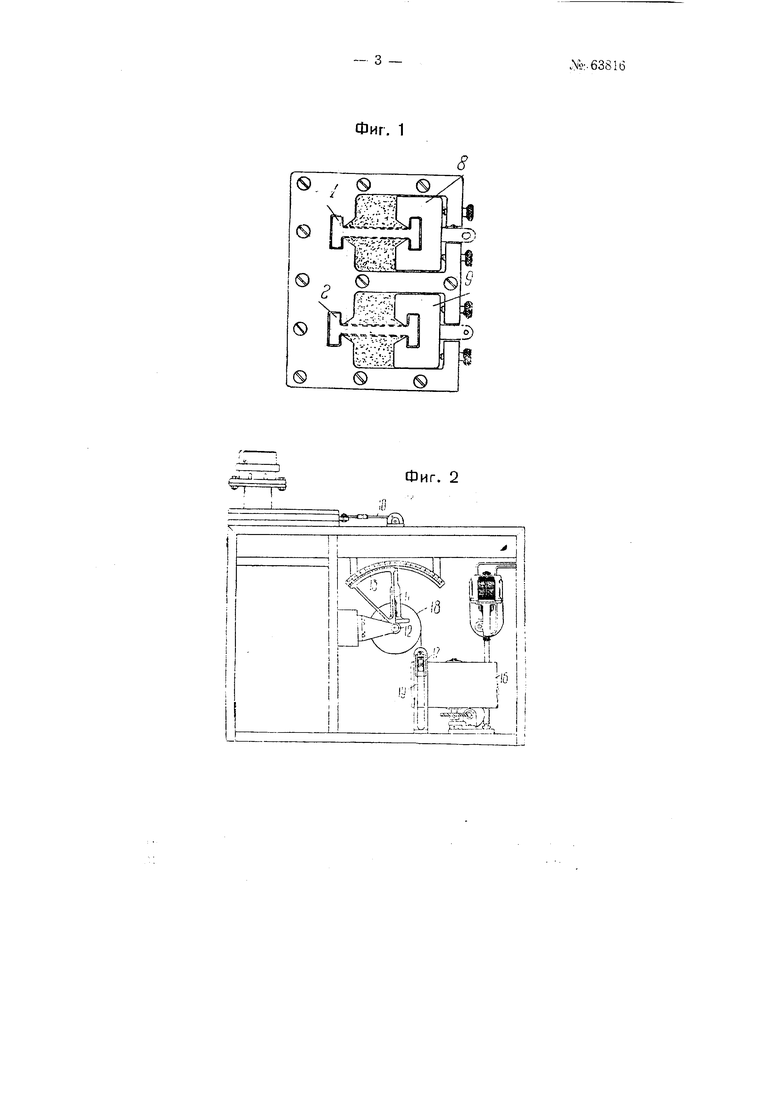
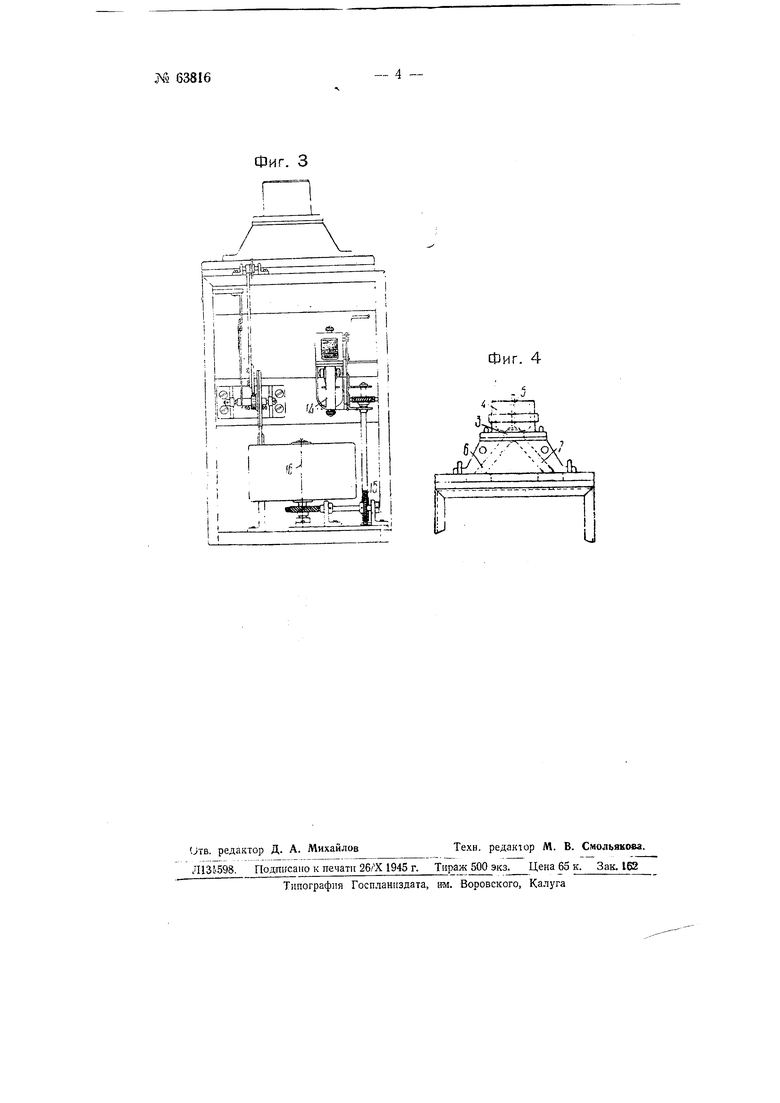
На чертеже предлагаемый прибор показан на фиг. 1, 2, 3, в видах сверху, спереди и сбоку, а на фиг. 4 дана схема заливки.
Прибор представляет собой два бронзовых кокиля 1 и 2, имеющих форму двутавра и соединённых собой общим литником 3. Общая литниковая система имеет целью создать для обоих образцов идентичные условия, что даст возможность установить зависимость между величинами линейной усадки, полученной на образце, залитом Б кокиль 1, и силами внутренних напряжений - в образце кокиля 2.
В начале испытания исследуемый металл при определённой температуре заливается н литниковую чаHjy 4. На дне литниковой чащи имеется отверстие с пробкой 5, которая после того, как чаща заполнена
металлом, вынимается и металл, расходясь по двум каналам 6 и 7, заполняет кокили. Наличие пробки даёт возможность иметь при каждой заливке постоянный напор металла.
Как кокиль 1, так и кокиль 2 имеет одну часть 8 и 9 подвижную, которая для образца с линейной усадкой соединена с рычагом 10, приводящим в движение зубчатый сектор 11 и сцепленную с ним шестерню 12, и перемещает указатель стрелки 13 на соответствующую величину.
Для автоматической записи усадки в зависимости от времени специальным двигателем 14 через редуктор 15 приводится в движение барабан 16. Барабан делает один оборот за 45 минут из расчёта того, что за это время металл полностью затвердевает.
Величина усадки записывается пером, смонтированным на ползушке 17. Ползушка висит на нити, перекинутой через блок 18, который сидит на одном валу с шестерней 12. При усадке сплава блок, вращаясь, сматывает с себя нить и ползущка с пером спускается по направляющей 19, нанося соответствующую кривую па вращающемся барабане 16.
Диаграмма, полученная на барабане, имеет масштаб 45 : 1 и вычерчена по двум ОСЯМ: усадка-время.
Параллельно с описанным выще замером усадки на втором образце, соединённом подвижной частью 9 кокиля 2 с динамометром (на чертеже не показан), ведётся замер величин сил напряжений, возникающих в образце при затруднённой усадке. Предварительно динамометр нагружается на некоторую величину, а в дальнейшем нагрузка производится соответственно напряжениям образца до того момента, когда эти две силы не }равновесятся.
Зная эту силу, можно определить и ту минимальную силу, которая вызывает в образце данного сечения напряжения, достаточные для появления трещин, и, следовательно, будет возможность сравнивать различные сплавы по их склонности к трещинообразованию.
Замеряя одновреме пто с этим через определённые промежутки времени температуру образца, можно установить интервал температур, при которых данный сплав наиболее склонен к образованию трещин.
Таким образом данные, полученные на приборе, дают возможность сравнивать различные сплавы по их величинам линейной усадки,способности к трещинообразованию н зависимости этих двух величин от времени и температуры, т. е. позволяют более точно охарактеризовать литейные свойства данного сплава.
Предмет изобретения
Прибор для определения литейных свойств сплавов, о т Л и ч а ющ и и с я применением двух кокилей 1 и 2, состоящих каждый нз двух снабжённых полостями для головок отливаемого образца неподвижной и подвижной частей, из которых подвижная часть 8 одного кокиля 1 связана с указательным и самопишущим устройствами для определения размера усадки во времени, а подвижная часть 9 кокиля 2 связана с динамометром для определения папряжени, достаточных для образования з образце трещин.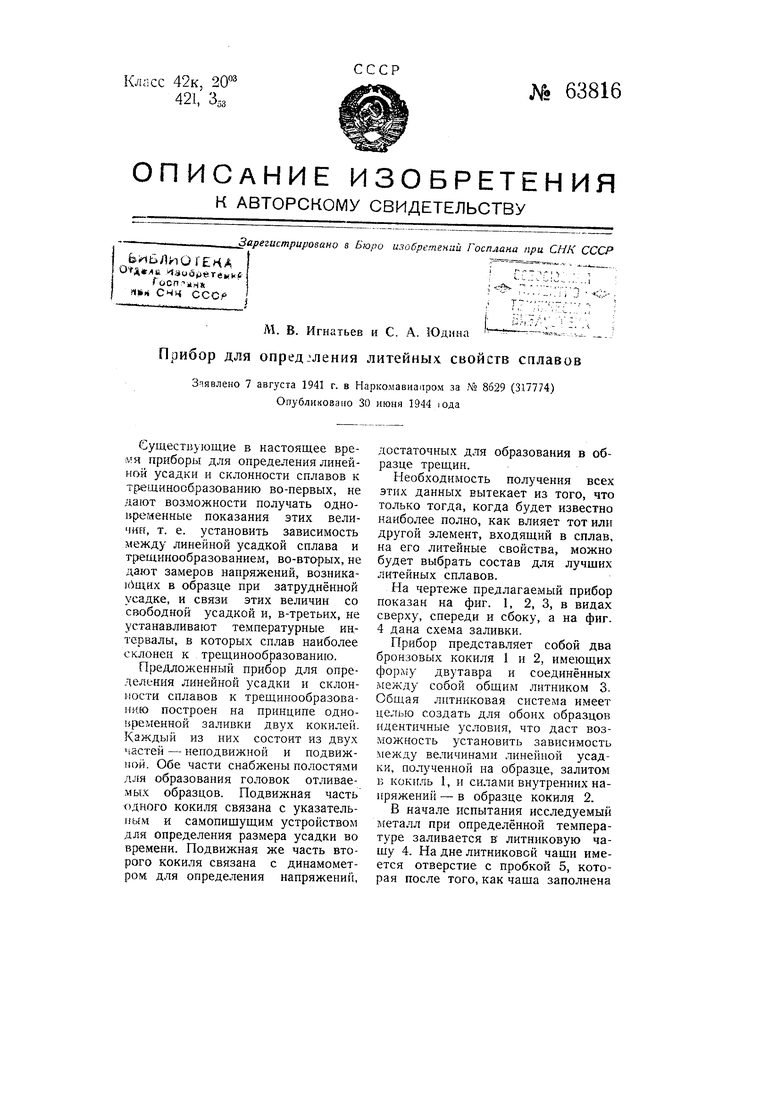
Фиг. 2
Фиг. 4
-V
).; А/ А
у.
ik
