первой сливной тарелки, а с первой сливной тарелии отводят водный р.аствор кислого катализатора, выводимый из процесса.
В качестве водорастворимого кислого катализатора применяют серную кислоту, метан- -н этаисульфокислоту, а в качестве экстрагента - ннпентан, изооктан, циклогексан, бензол, толуол, ксилол, хларястый Метилеи, 1,2-дихлорэтан, 1,2-д1 хлорлропа;н, метилацетат, изоамиладетат и лропиллролио.иат.
Экстракцию проводят при той же температуре, что и реакцию водной перекиси водорода с карбоновой кислотой.
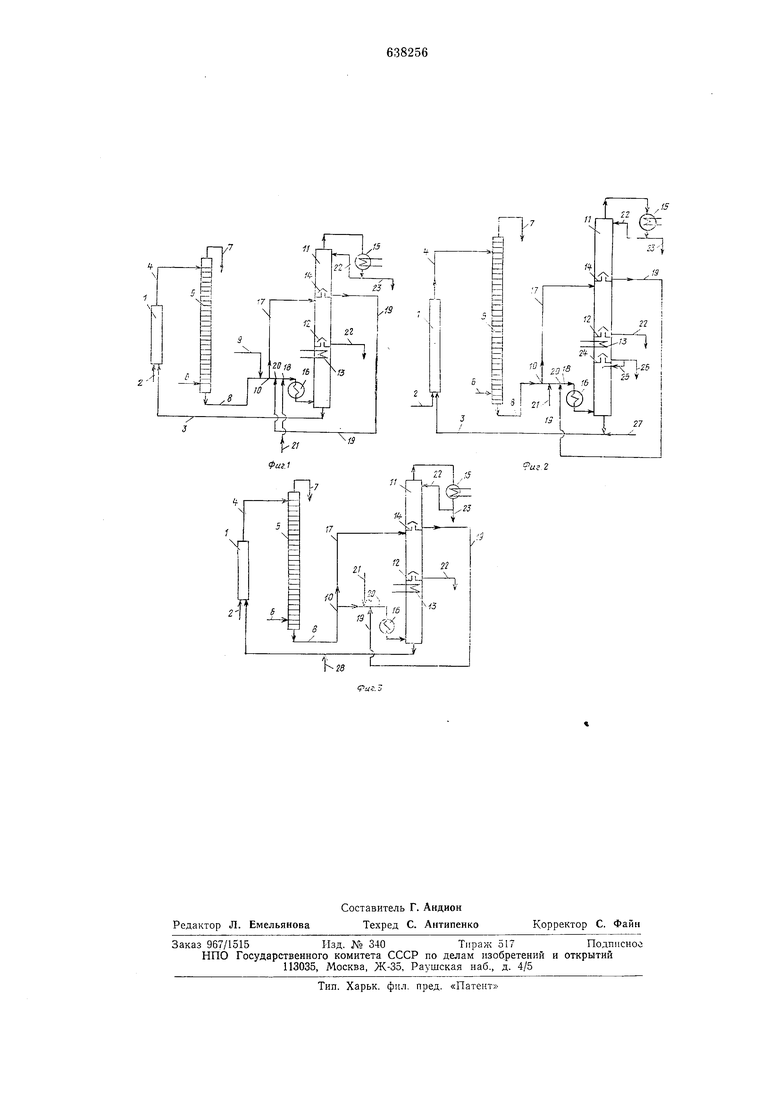
Установка для проведения предлагаемого способа схематически лредставл-еиа иа фиг. 1-3.
Согласно фиг. 1 в реактор /, выполненный в виде насадочной нагреваемой трубы длиной 50 см и диаметром 4,5 см, по трубопроводу 2 подают карбоповую кислоту, апо трубопроводу 5- .водный раствор, содержащий пе1рекисыводорода и кислый катализатор. Реакцию проводят при температуре 20-60° С. реакции, т. е. раствор надкарбоновой кислоты, по трубопроводу 4 додают в верхнюю часть экстрактора 5, выполнениопо в качестве .пульсирующей .колониы длиной 4 м и диаметром 25 мм, снабженной 80 ситчатыми тарелками. В часть экстрактора 5 по трубопроводу 6 подают экстрагент. Экстракцию также проводят пои температуре 20-ч60° С. Из верхней части экстрактора 5 по трубопроводу 7 отбирают оаствор надка.рбоновой кислотны в орган-ическом экстрагеите. Из нижней части экстрактора 5 по трубопроводу 8 отбирают зодный рафииат, к которому добавляют подаваемый по трубопроводу 9 КИСЛЫЙ катализатор в количестве, дополняющем потери выводимого из процесса катализатора. В точке 10 рафи.нат разделяют на два потока п соотношении 1-25 : 100, которые подают в neperoiHHyio колониу 11 диаметром 5 см, снабженную 18 теоретическими тарелками. Между иятой и шестой тарелками от ниж: ей части колон-ны располон ена первая сливная тарелка 12, под которой установлен конденсатор 13. Вторая сливлая тарелка 14 расположена между тринадцатой и четырггадцатой тарелками от нижней части колонны. Для конденсации паров, отводимых из верхней части .колонны, служит конденсатор 15. Нагрев колонны осуществляк)т при помощи вьшарного алиарата 16 с падаюш.ей пленкой.
Меньший поток рафината по трубопроводу 17 додают в перегонную ниже СЛ.И1ВНОЙ тарелки 14, а больший поток рафината по трубоа1роводу 18 подают в куб перегонной колонны. Перегонку проводят п.ри давлении 20-250 мм рт. ст. и темлературе в кубе, ра.вяой 40-100° С.
Со второй СЛИВ.НОЙ тарелки 14 по трубопр аводу 19 отводят 2-40%-;ный водный раствор иер екиси водорода, -который в точ.ке 20 добавляют к большему потоку рафината. Кроме того, к большему потоку рафината добавляют еще водный .раствор перек.чси водорода, подаваемый до трубопроводу 21.
С первой сливной тарелки 12 по трубопрово ду 22 отводят водный раств ор кислого катализатора, кот.орый из процесса. Из ниж.ней части .перегошной колонны
отбирают водный раствор дерекиси водорода и кислого кат.ализатора, который .по трубопр ово.ду 3 рециркул.ируют в реа.ктор /.
После конденсации небольшое количество головного продукта перегонной колоины
11 по трубопроводу 22 рециркулируют в верхнюю часть колонны, а основное количестВО 1го.лов. Иродужта вьизодят из процесса .по трубопроводу 23.
Установка на фиг. 2 отличается от уста.Н0;вки на фит. 1 тем, что перего.нная колонна снабжена третьей тарелкой 24, которая находится на две теоретические тарелки .ниже сл.ив1ЮЙ тарелки J2. При этом конденсатор 13 расположен .между
первой и третьей тарелка.ми.
С третьей сливной тарелки 24 отбирают водную фазу, :иеб.оль.шое количество которой но трубопроводу 25 рециркулируют в колонну. Основное количество водной фазы
выводят из нроцесса по трубопроводу 26. Потери кислого катализатора дополняются по трубопроводу 27.
Установка на фиг. 3 отличается от установки на ф.иг. 1 тем, что перегонная колонна 11 снабжена 20 теоретическими таретками, пр.ичем вторая сливная тарелка 14 «ахоДИтся .на девять теоретич еских тарелок выше первой сливной тарелки 12. Потер.и кислого катализатора дополняются по трубо-проводу 28.
Пример 1 (см. фиг. I). 183,5 г/ч цропмоно1вой кислоты подвергают взаимодействию с 268,4 г/ч водного раствора, содерж.ащего 31,4 вес. % перекиси водорода и 35,5
вес. % сер.ной кислоты. В этом водном растворе, который отводят из куба дерего нной колонны часть перекиси водорода и серной кпслоты связана в виде пероксосер.ной кйсл оты, ко.личество которой учитывают при
расчете количеств серной кислоты и дерекиси водорода. То же самое относится к другим потокам, содержащим серную кислоту и перекись водорода. Смесь, состоящую из лроиионовой .кислоты, серной кислоты, лереКИ.СИ и воды, .н.аЛревают в течение 20 мин до 38° С, причем 60% пропионовой кислоты превращаются в надпро.пион.овую кислоту. Из реактора отводят 451,9 г1ч раствора следующ.его состава, вес. %: 29,63
надгфопноновой кислоты, 16,24 .пропионовой кислоты, 21,09 серной кислоты, 7,46 перекиси В|0дорода и 25,58 воды. Этот раствор охлаждают до 20° С и противотоком экстрагируют 458 г/ч бензола. Получают из
20,03%-ного по весу бензольного раствора надпропионовой кислоты, который .содержит еще 10,99 вес. % пропиоиовой кислоты, 0,09 вес. % те;рекиси водорода и 0,1 вес. % воды. В качестве рафината экстракции получают 244 г1ч .раствора следующего состава: 13,56 вес. % перекиси водорода, 39,06 вес. % се,рной кислоты, 0,2 вес. % яадпропионовой кислоты, 0,08 вес. % -пропйоновой кислоты и 47,1 вес. % воды. После до.бавки 35 г 10%-ного по весу водного раствора серной кислоты рафинат разделяют на два потока в соотношении 3,59 : 100. ;Получаемый меньший поток в количестве 10 г/ч подают в р.аботающую прИ давлении 60 мм рт. ст., темпер атуре (В кубе 75° С и температуре в верхней части 45° С перегонную колонпу 3 ниже второй слнвной тарелки 14, с которой отводят 8 г/ч 13,38%-його по весу водного раствора перекиси водорода, который добавляют ,к большему .потоку (рафияата до подачи последнего на перегонку. Кроме того, к большему потоку р.афината добавляю: еще 104,9 г/ч 50%-.ного по secy водного раствора .перекиси водорода (52,44 г Н 1,54 моля). При этом получают 381,9 г/ч смеои, содержащей 22,37 вес. % перекиси водорода, 24,95 .вес. % серной кислоты, 52,48 вес. % воды, 0,12 вес. % «адпропяоновой кислоты и 0,05 вес. % пропйоновой кислоты.
Эту смесь подают через выпарной аппарат il6 в нижнюю часть перегонной колонны. Уходящие из нижней части колонны пары частично конденсируются в конденсаторе 3. При этом получают 35 г/ч, которые рециркулируют В нижнюю часть .колонны, находящейся ниже первой сливной та.релки. С первой сливной тарелки отводят 9,9 гч 35,4%-floro водного сернокислого раствора, содержащего, кроме серной кислоты, еще 1,01 вес. % перекиси водорода. Этот раствор выводят из процесса. Головной продукт перегонки подают в конденсатор 15. После конденсации лол учают 106 г/ч воды, содерж,ащей 0,;67 вес.% .на.дпропионовой кислоты. 7,8 г/ч водной фазы рециркулируют в верхнюю часть перегонной колонны, а остаток выводят из процесса. В качестве кубового продукта получают 268,4 г/ч (Водного раствора, содержащего 35,5 вес. % серной кислоты и 31,4 вес. % перекиси водорода. Этот раствор рециркулируют на реакцию. Степень рекуперации содержащейся в меньшем потоке рафината перекиси водорода 91,45%. Выход надпропионовой кислоты 96,1% в пересчете на используемую IB процессе перекись водорода.
Пример 2 (см. фиг. 2). Повторяют пр.Имер 1 с той разницей, что рафинат экстракции разделяют на .два потока в соотношении 3,85:100. Получаемый при этом меньший поток в количестве 9 г/ч подают на перегонку ниже второй сливной тарелки. К
большему потоку добавляют 136 г/ч 38,65%ного по весу водного раствора перекиси водорода ( 52,55 г Н2О2 1,546 моля) и 3,8 г/ч отводимой со второй сливной тарелки смеси, которая, кроме .воды, содержит 29,06 вес. % перекиси водорода.
При ЭТОЛ1 получают 375 г/ч смеси, содержащей 24,5 вес. % серной -кислоты, 22,82 вес. % перекиси водорода, 52,5 вес. % воды. 0,12 вес. % надпропионовой «ислоты и 0,05 вес. % пропйоновой кислоты. Эту смесь подают через выпарной аппарат 16 в нижнюю часть перегонной колонны //, снабл енной третьей сливной тарелкой 24. Входящие через третью сливную тарелку пары частично конденсируют в конденсаторе 13. При этом с третьей сливной тарелки от водят 81,6 г/ч воды, содержащей 0,68 вес. % надпропионовой кислоты и следы перекиси водорода. 35 г/ч этой водной фазы рецир.кулцруют в находящуюся ниже третьей сливной тарелки часть колонны, а остаток выводят из процесса. С первой сливной тарелки отводя г 10 г/ч водного раствора, содержащего 35 вес. % серной кислоты и 1,2 вес. % перекиси водорода. Этот раствор выводят из .процесса. Выходящие из верхней части колонны соковые пары конденсируют и в количестве 3,4 г/ч рециркулируют в верхнюю часть перегонной колонны. Кроме того, из процесса выводят 24,4 г/ч 0,74%-ного по весу водного раствора надпропионовой кислоты. В качестве «убового продукта получают 264,9 г/ч раствора, содерл ащего 34,65 вес. % сер.ной кнслоты, 31,82 вес. % перекиси водорода и 33,52 вес. % воды. К этому раствору добавляют 3,5 г/ч серной кислоты и затем рециркулируют на реакцию. Степень рекуперации содерл ащейся в меньшем потоке раф.ината перекиси водорода составляет 90,1%. Выход надпропионовой кислоты в бензольном экстракте 95,9% в пересчете на водную перекись во.дорода.
Пример 3 (с.м. фиг. 3). Повторяют пример 1 с той разницей, что рафинат экстракции (244 г/ч) разделяют на два потока в соотношении 10,4:100. Получаемый при этом меньший поток в количестве 22,9 г/ч подают на перего.нку второй сливно ; тарелки. К большему потоку рафината добавляют 88,26 50%-ного по весу .водного, раствора перекиси водорода и отводимой со второй сливной тарелки смеси, содерл ащей, кроме воды, 23,92 вес. % перекиси водорода. При этом получают 321,4 г/ч смеси, содерлчащей 23,96 вес. % перекиси водорода, 26,86 вес. % серной кислоты, 0,15 вес. % надпропноновой кислоты, 0,06 :вдс. % п ропионовой кислоты и 48,97 вес. % воды. Эту смесь через выпарной аппарат 6 подают в нилхнюю часть перего:;ной колонны 11. Уходящие из нилуней част колонны соковые пары частично конденсируют и в качестве флегмы (36 г.ч) подают в находящуюсн под конденсатором часть колонны. С первой сливной тарелки отводят 25.7г1ч водНОго раствора, содержащего 34,9 ijec. % серной кислоты и 0,93 вес. % лерекиси водо1рода. Этот раствор выводят из процесса. Выходящие «з верхней части колонны €0;ковые пары ко.нде,нси;ру1от. 11 гч получаемого при дистиллята рециркулируют в колонну .ниже 1второй сливной тарелюи, в то время как .из процесса выводят 62.8г1ч 1,13%-:ного то весу водного раствора надпроп.ио|Новой кислоты. В качестве Ky6oiBoro продукта полхчают 242,9 г/ч водного раствора, содержащего 35,55 вес. % оер:ной кислоты и 31,33 вес. % перекиси водорода. К этому раствору добавляют 25,5 г/ч ЙОДНОГО раствора, оодержа-щего 35,12 вес. % серной кислоты и 32,14 вес. % переч-иси водорода, и затем рециркулируют на реакцию. Степень рекуперащии содержащейся в меньшем потоке рафината лерекиси 1во.дорода Составляет 92,3%. Выход йаддропионоБой кислоты в бензольном экстракте 96,3% в .пересчете «а водпую перекись водорода. Пример 4. .Повторяют пример 1 с той разницей, что в качестве водораствор.имого кислого катализатора применяют метансульфокислоту и этан:сульфакислоту, а в качестве зксграгента - н-пентан, .изооктан, ц.и1клогексан, толуол, ксилол, хлористый метилен, 1,2-.дихлорэта:Н, метиладетат, :изоам.илацетат и .про-п-илпропионат. Oipin этом 20-60%-яую перекись водорода и ПрОППОЯОВуЮ кислоту берут (В МОЛЯрnoiM Соотношетш 0,5-30: 1 .и реакциюИ экстракцию проводят при темлературе 20- 60° С. Выход .надпропц:;-кувсй кислоты в соответЛ1вую;щем растворителе 96,15-97,45% в пересчете /на 1водную перекись во.дорода. П рл м е р 5. Повторяют пример 1 с той разницей, что в качестве кар.боновой кислоты применяют муравьиную, уксусную, изомасляную кислоту и н-масляную кислоты. При этом выход соответствующей надкарбо.новой кислоты в бензольном экстракте составляет 95,35%, 95,85%, 96,84 и 96,35% соответственно. Пример 6. Повторяют пример I с той разницей, что рафинат экстракции разделяют «а два потока в соотношении: а)1 : 100 б)2: 100 в)8,5: 100 г)15 : 100 д)25 : 100 При этом выход надпропионовой кислоты в бензольном экстракте в пересчете на водную перекись .водорода составляет, %: а)94,95 |б)95,15 в)96,0 г)95,0 д)94,90 Пр.имер 7. Повторяют пример 1 с той разницей, что перегонку проводят при указа нны.х в таблице давлении и тем.пературе з кубе. Формула изобретения Способ получения органического раствора иа.дкарбо.новой кислот с числом атомов углерода взаимодействием 20-60%ной перекиси водорода с соответствующей карбоновой кислотой при их молярном соотнощзн.ии 0,5-30:1, температуре 10-70° С в присутствии водорастворимого кислого катализатора с осущ,ествлением экстракции надкарбоновой кислоты пз получаемой реакци;ОН:ной смеси несмещивающимся с водой органическим раствор.ителем, крадентрир-ованием содержащего перекись водорода и кислый катализатор рафината с отгонкой воды и рециркуляции концентрироваиного рафината «а реакцию, о т л .и ч а ю щ и и с я тем, что, с целью повыщеиия выхода целевого пр.одукта, рафинат разделяют в соот«ощенип 1-25 : 100 на два потока, которые подают в работающую при давлении 20- 250 мм рт. ст. .и температуре в кубе 40- 100° С перегонную колонну, включающую 2-4 сдивные тарелки, находящиеся друг от друга и от .нижней и верхней части колонны на расстоянии 2-50 теоретических тарелок, причем больщий поток рафината подают в колонну .ниже пер.вой слнв.ной тарелки, и меньщий поток - ниже второй сл.и.впой тарелки, с .которой отводят 2-40%-ный водный раствор перекиси водорода, подаваемый в колонну 1НИже первой сливной тарелки, с которой отводят 1ВО.ДНЫЙ раствор кислого катализатора, выводимо.го далее «з процесса. Источники .информации, принятые во н1И|ма(Ние ори экспертизе изобретения: 1. Патент СССР 496716, кл. С 07 С 179/10, 1971 г. 2.Патент СССР по заявке Л 1827028/04, кл.С 07 С 179/10, 1972 г. 3.Выложенная заявка ФРГ № 226270, кл. 12о11, опубл. 1974 г. Кгй -
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения окиси пропилена | 1976 |
|
SU694072A3 |
| Способ получения органического раствора надкарбоновых кислот с 1-4 атомами углерода | 1976 |
|
SU628815A3 |
| Способ получения бензольного раствора надпропионовой кислоты | 1976 |
|
SU652891A3 |
| Способ получения надпропионовой кислоты | 1979 |
|
SU942589A3 |
| Способ рекуперации перекиси водорода | 1976 |
|
SU719497A3 |
| СПОСОБ НЕПРЕРЫВНОЙ ОЧИСТКИ СЫРОГО КАПРОЛАКТАМА, ПОЛУЧАЕМОГО ВЗАИМОДЕЙСТВИЕМ 6-АМИНОКАПРОНИТРИЛА С ВОДОЙ | 1995 |
|
RU2159234C2 |
| Способ получения многоядерных ароматических полиаминов | 1976 |
|
SU602113A3 |
| Способ получения окиси пропилена или эпихлоргидрина | 1976 |
|
SU867307A3 |
| СПОСОБ РЕГЕНЕРАЦИИ АКРИЛОВОЙ КИСЛОТЫ И/ИЛИ ЭТИЛАКРИЛАТА ИЗ СЕРНОКИСЛОТНОГО ОСТАТКА | 1990 |
|
RU2021253C1 |
| Способ получения водных растворов надпропионовой кислоты | 1976 |
|
SU858562A3 |