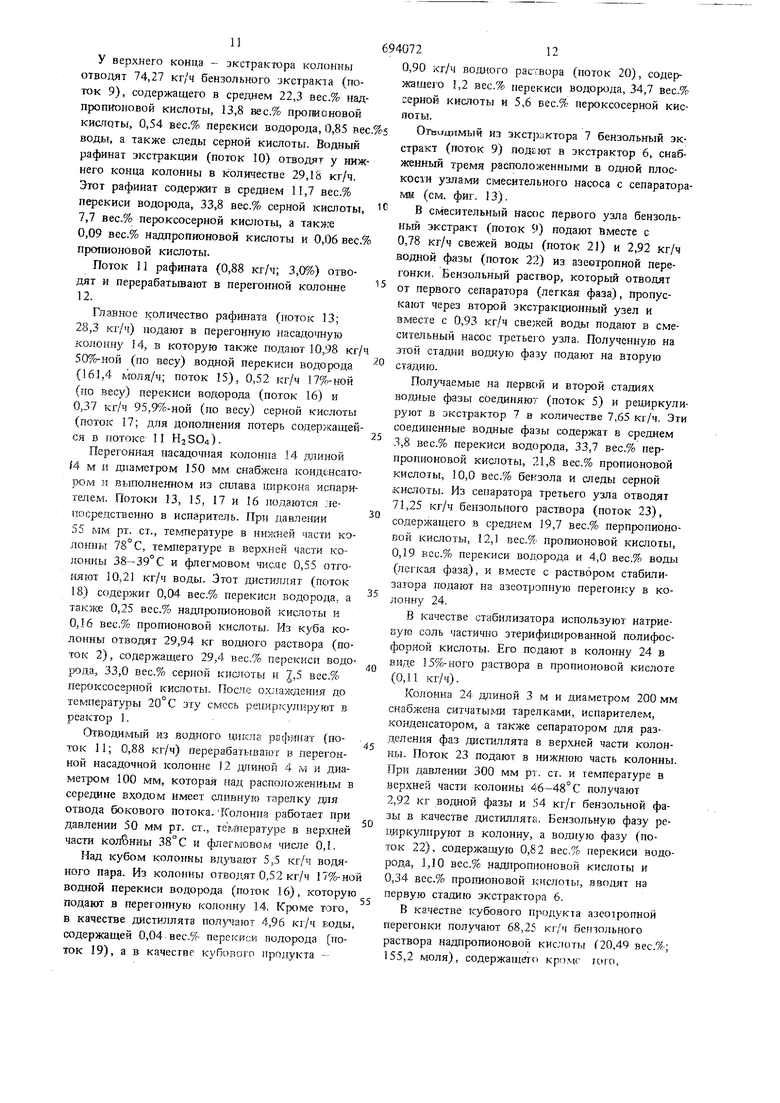
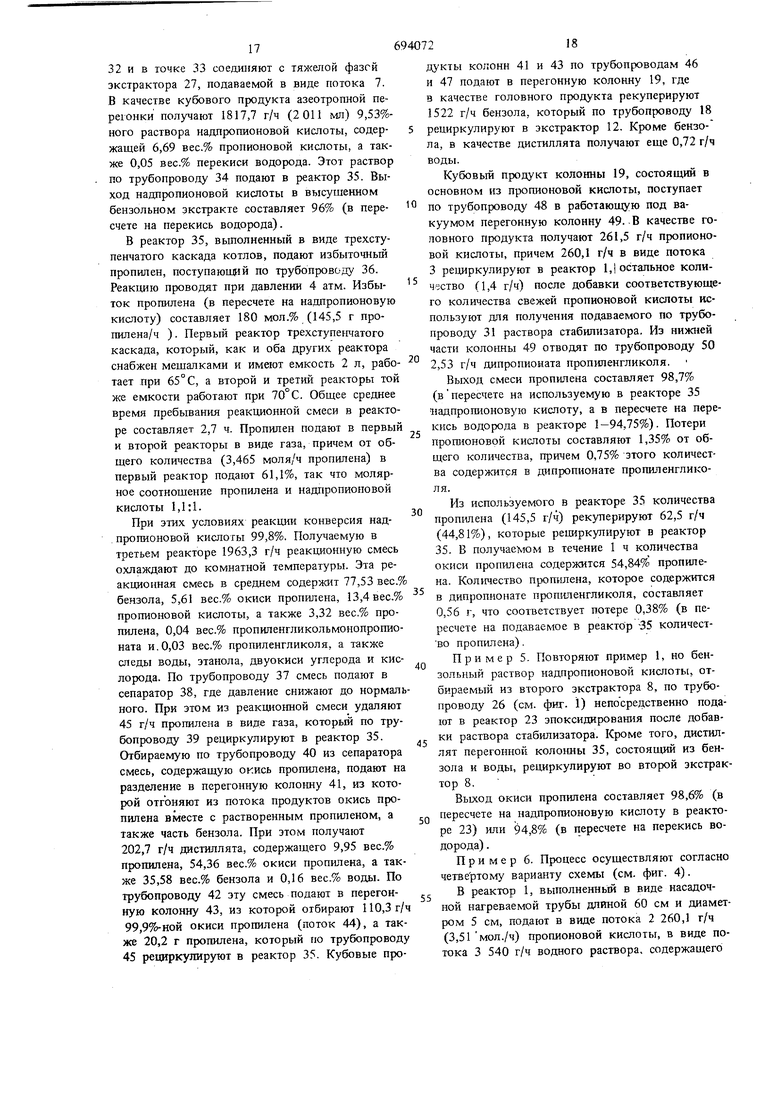
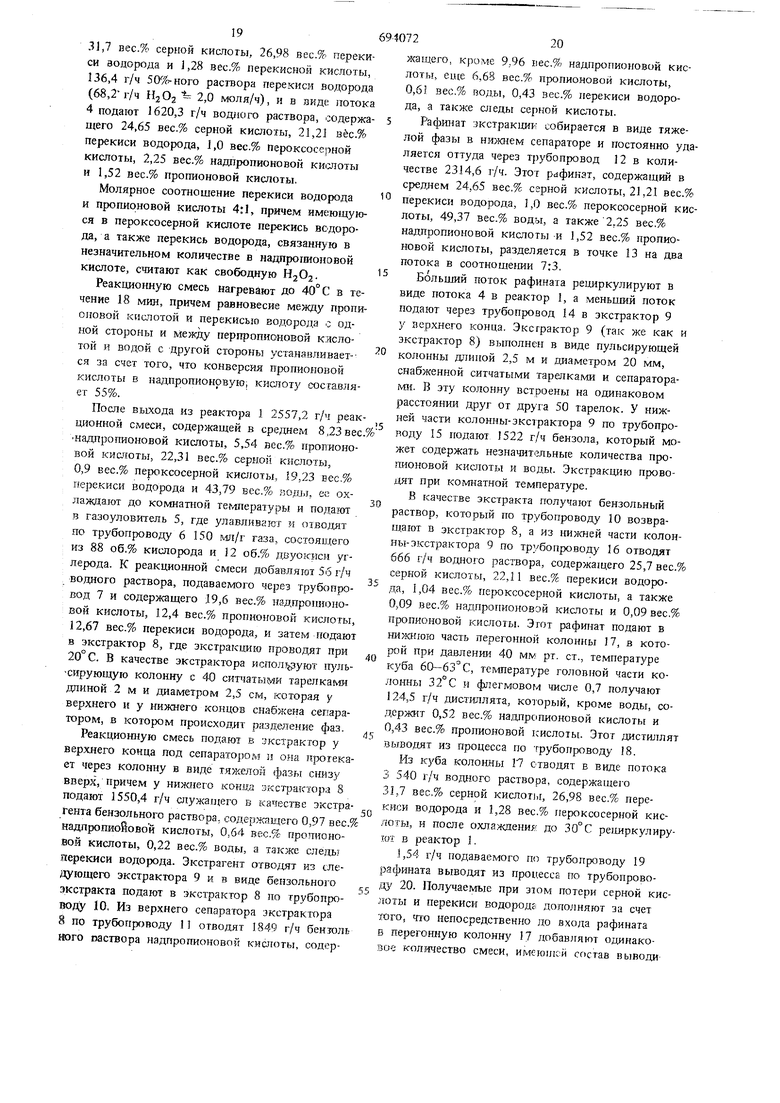
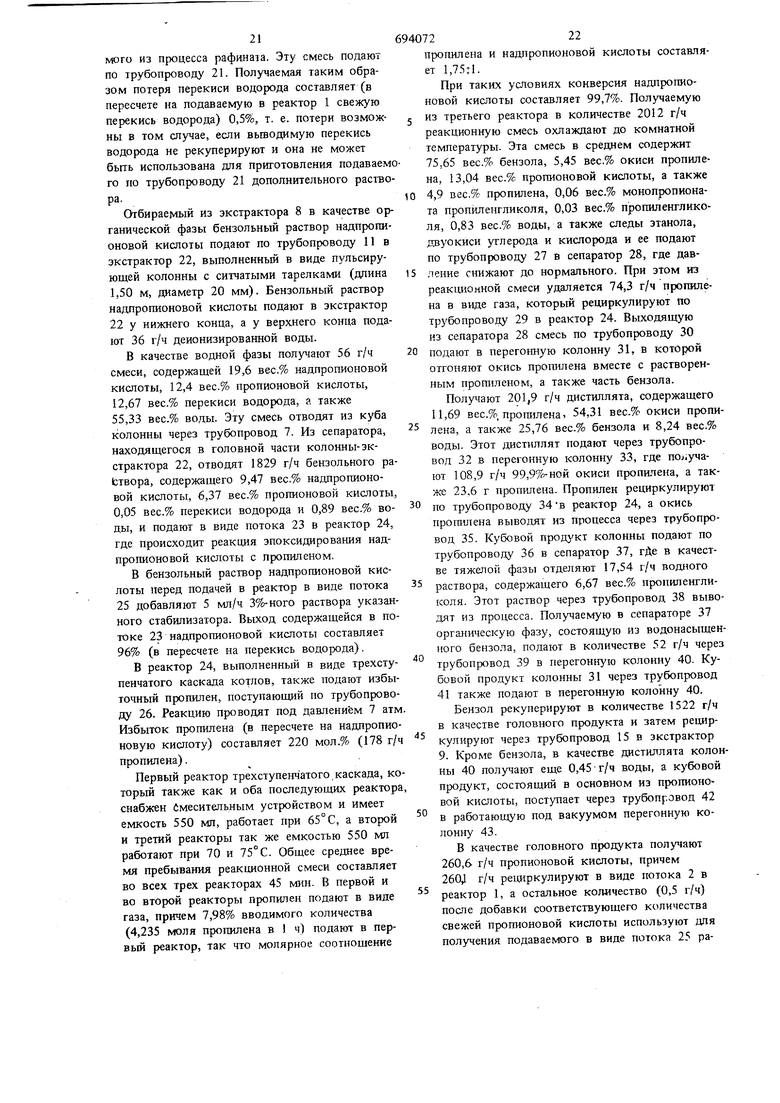
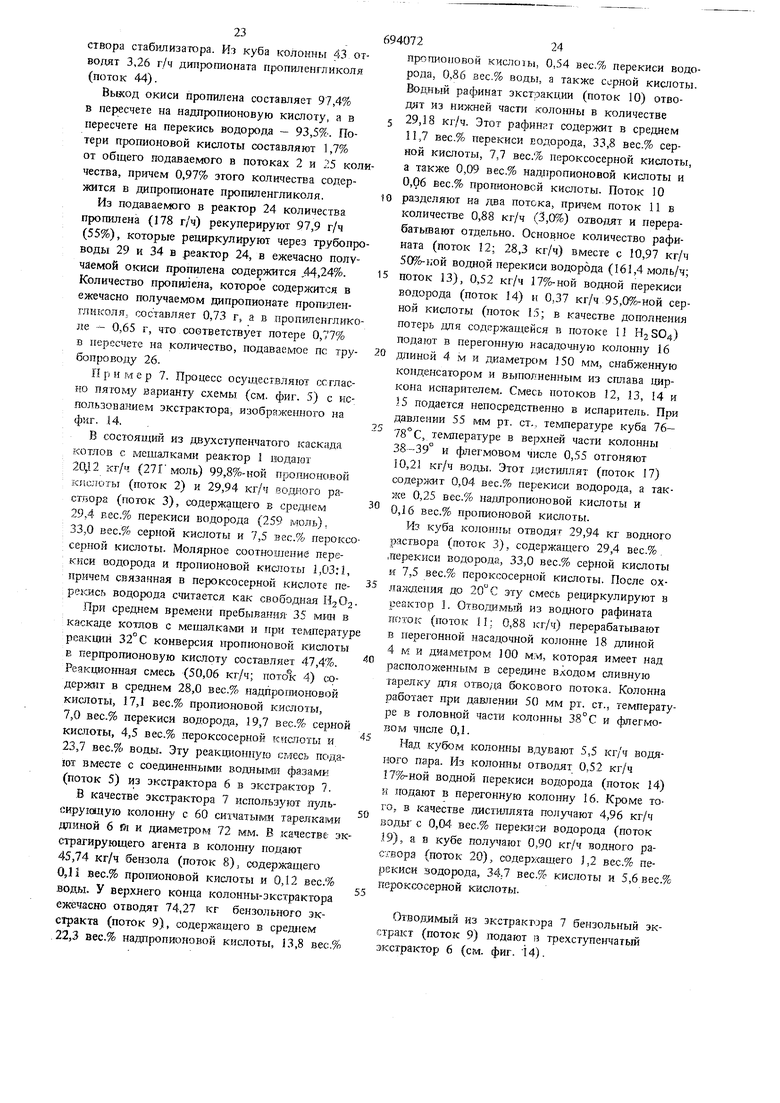
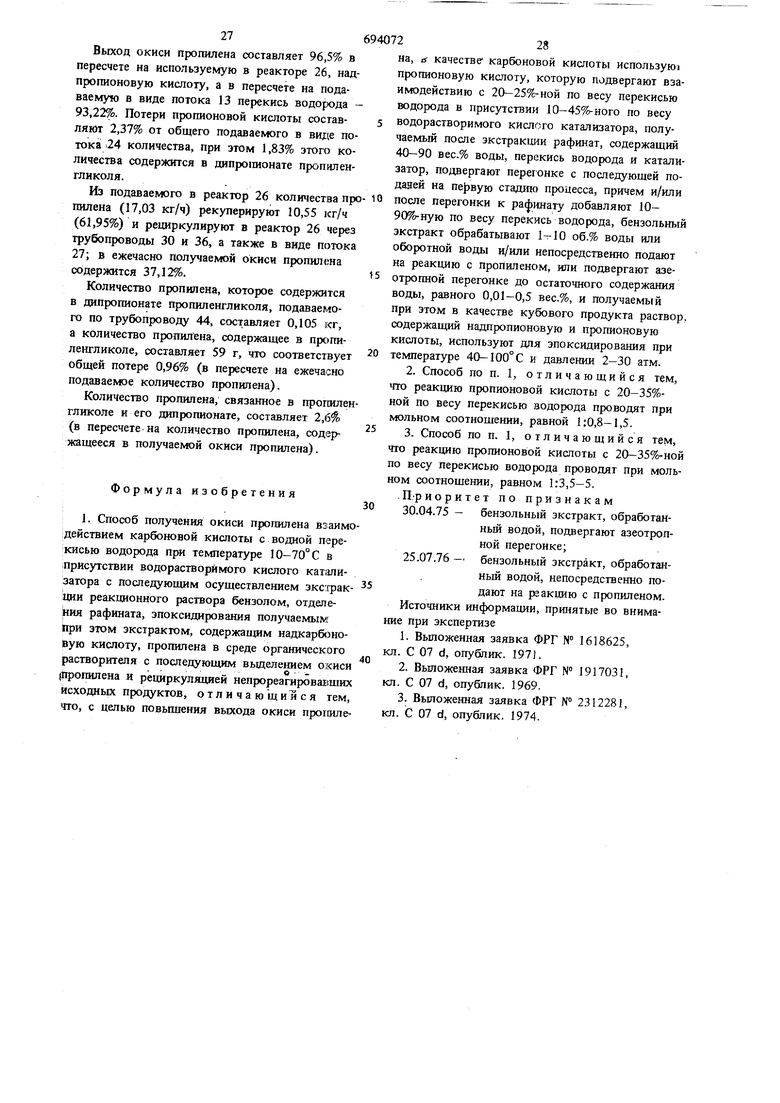
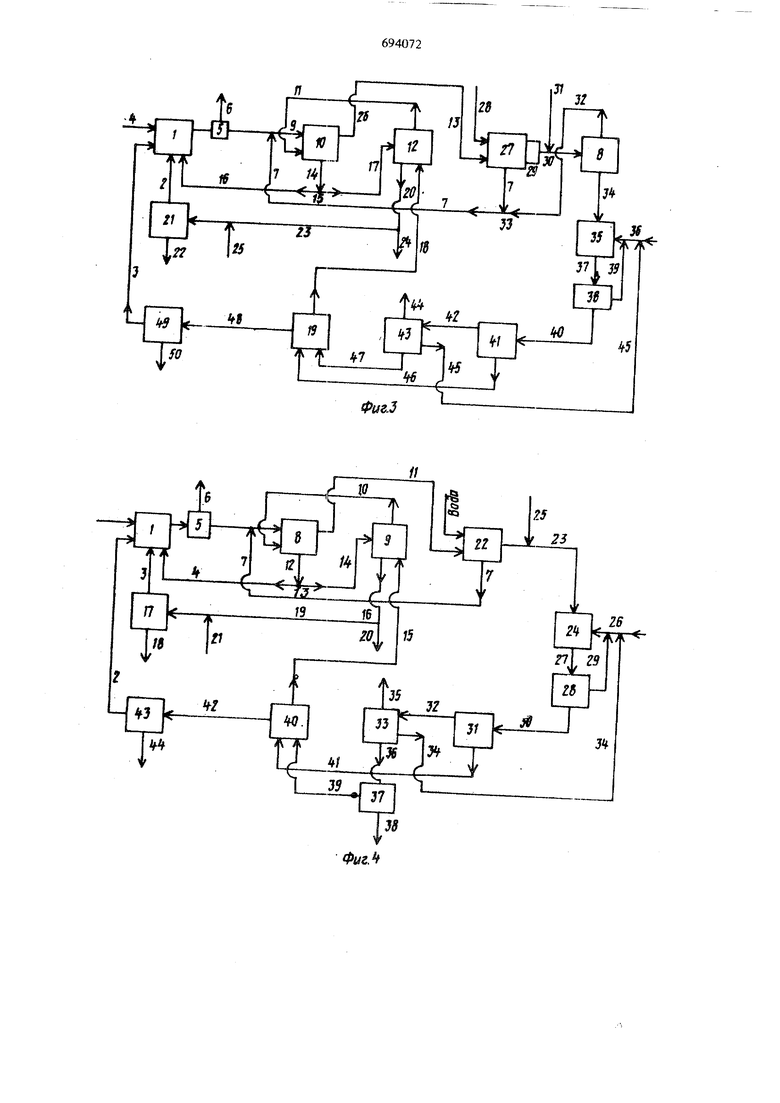
(54) СПОСОБ ПОЛУЧЕНИЯ ОКИСИ ПЮПИЛЕНА (iro весу) перекись водорода, бензольный экстракт обрабатьюают 1--10 об.% воды или оборотной воды и или непосредственно подают на реакцию с пропиленом, или подвергают азеотропной перегонке до остаточного содержания воды, равного 0,01-0,5 вес.%, и получаемый при этом в качестве кубового продукта раство содержащий надпрюпионовую и пропионовую кислоты, используют для эпоксидирован.ия при {re fflepaтype 40-100°С и давленю 2-30 атм. Реакцию пропионовой кислоты с водлой перекисью водорода проводят при 10-70°С и обычном мольном соотношении 1:0,8-1,5 или 1:3,5-5, причем в качестве водорастворимого кислого катализатора используют серную кисло ту, метансульфокислоту и этансульфокислоту. Реакцию можно проводить при нормальном, повышенном И.ПИ пониженном давлении. Обычно работают при давле1ши менее 1,1 атм. Экстракцию можно проводить в одну или несколько стадий, причем бензол обычно приме в количестве, соответствующем соотношению бензола и экстрагируемой реакционной смеси, равному 4-0,3:1. Экстракцию проводят при такой же температуре и таком же давлешш что н реакцию пропионовой кислоты с водной перекисью водорода. Получаемый после экстрак ции рафинат подвергают перегонке при кгмпературе в нижней части колонны, равной 40-120°С, и нри пониженном давленрш, например JO-250 мм рт. ст. При зтом отгоняют воду в количестве, которое в основном соответствует количеству воды, содержащейся в исходной 0ррекиси водорода, и количеству воды, образующейся во время реакции пропионовой ккслоть с водной перекисью водорода. Кубовой продук рециркулируют в начало процесса. Азеотронную перегонку нровод.1т при тгмпературе в нижней части колонны, равной 30- 80°С, и нормальном или погсюкенном давлении, например 100-400 мм рт. ст. Реакцию эпоксидирования прово/дят при мол ном соотношении пронилена и наднропионовой кислоты, равном 1,01-8:1. Процесс осуществляют по определенной технологической схеме (см фиг. 1-5, пять вариантов), причем отдельные элементы технологической схемь приведены на фиг. 6-15, где на фиг. 6-11 схематически изображена перегонная колонна (щесть варлантов; на фиг. 12-14 схематически изображен экстрактор (три варианта); па фиг. 15 схемати чески изображен реактор. Предлшаемый способ поясняется следующими примерами, в которых показано проведение процесса согласно определенному варианту. Пример 1. Процесс проводят согласно пер вому варианту схемы (см. фиг. 1), включаг щей элементы, показанные на фиг. 6-11. 724 В реактор 1, в1))Лнен)ый в виде снабженной насадка.ми нагреваемой TjiyObi длиной 55 см и диаметром 5 см, нод,ают г/ч водаого растБора, содержащего 37,8 вес.% серной кислоты и 30,8 вес.% перекиси водорода (5,6 моля Hj02; поток 2) и 415 г/ч (5,6 моля) проционовой кислоты (поток 3), при этом часть перекиси водорода и серной кислоты - пероксосерная кислота, т. е, водный раствор содержит 32,8 вес.% серной ки(хчоты, 29,1 вес.% свободной перекиси водорода и 5,8 вес.% пероксосерной кислоты. Молярное соотнощеш)е перекиси водорода к . про шоновой кислоте составляет 1:1, причем связанную в пероксосерной кислоте перекись водорода считают как свободную HjO. Состоящую из пропионовой кислоты, серной кислоты, перекиси водорода, воды и пероксосерной кислоты смесь нагревают до 40° С в течение 18 мин, причем 59% пропионовой кислоты превращают в надцропионовую кислоту. После выхода из реактора реакционную смесь (1034 г/ч), содержагцую 28,8 вес.% надпрогтионовой кислоты, 16,6 вес.% нропионовой кислоты, 19,6 вес.% серной кислоты, 3,47 вес.% пероксосерной кислоты, 6,54 вес,% перекиси водорода и 25,1 вес.% воды, охлаждают до комнатной температуры и цо трубопроводу 4 подают в газоуловитель 5, где отделяют 166 мл/ч газа, состоящего из 87% кислорода и 13% двуокиси углерода (поток 6). Поапе добавления водгюй фазы (поток 7), отделяемой из экстрактора 8, реакционную смесь (поток 9) подают в экстрактор 10. Экстракцию проводят При 20°С. В качестве экстрактора используют цyльcиpyюпJy}o колонну длиной 4 м и диаметром 25 мм, С1 абженную 80 ситчатылте тарелками, а также расположенными у верхнего и нижнего концов сепараторами, в которых происходит разделение фаз. Реакционную смесь подают в экстрактор И) у верхнего конца и она протекает через экстрактор сверху вниз в качестве тяжелой фазы, в то время как } нижнего конца в экстрактор 10 по трубопроводу 11 подают 961 г/ч бензола, содер-жащего 0,09 вес.% пропионовой кислоты, а также следы воды. Из верхнего сепаратора экстрактора 10 по трубопроводу 12 отводят в 1 ч 1585 мл бензольного раствора надпропионовой кислоты (1490 г/ч), содержащего, кроме 21,4 вес.% надлропионовой кислоты, еще 12,6 вес.% пропионовой кислоты, 0,97 вес.% воды, 0,51 вес.% перекиси водорода, а также следы серной кислоты. Рафинат экстракции (тяжелая фаза) собирается в нихшем сепараторе ; из которого его отводят по трубопроводу 13. Этот рафинат, получаемый в количестве 587 г/ч, содержит в среднем 34,58 вес.% серной кислоты, 11,16 вес.% лерекиси водорода, 6,12 вес.% пероксосерной кислоты, а также 0,1 вес.% лропионовой кислоты
и 0,06 вес.% надпропионовой кислоты. Этот рафинат рециркулируют на реакцию с пропионовой кислотой. При этом к нему по трубопроводу 14 добавляют 195,6 мп/ч 50%-ното рартвора перек иси водорода (117 г; 3,44 моля HjOz) получаемую смесь концентрируют путем отгонки 202 т воды в схематически представленной на фиг. 6 перегонной колонне 15 длиной 1 м и диаметром 50 мм, снабженной колпачковыми тарелками, конденсатором, устройством для регулирования флегмового числа, а также испарителем, нагреваемым парами кипящей жидкости. Рафинат из экстрактора 10 и водный раствор перекиси водорода в виде смеси подают в нижнюю часть колонны 15. При давлении 40 мм рт. ст., температуре нижней части колонны 60-62°С, температуре головной части колонны 32° С и флегмовом числе 0,7 отгоняют 202 мл/ч воды. Этот дистиллят (поток 16) содержит следы перекиси водорода, а также 0,2 вес.% перпропионовой кислоты и 0,3 вес.% пропионовой кислоты. Из нижней части колонны отводят в виде потока 2 619 г/ч водного раствора, содержащего 32,8 вес.% серной кислоты, 29,1 вес.% перекиси водорода и 5,8 вес.% пероксосерной кислоты. Этот раствор рециркулируйт в реактор 1 после охлаждения до комнатной температуры.
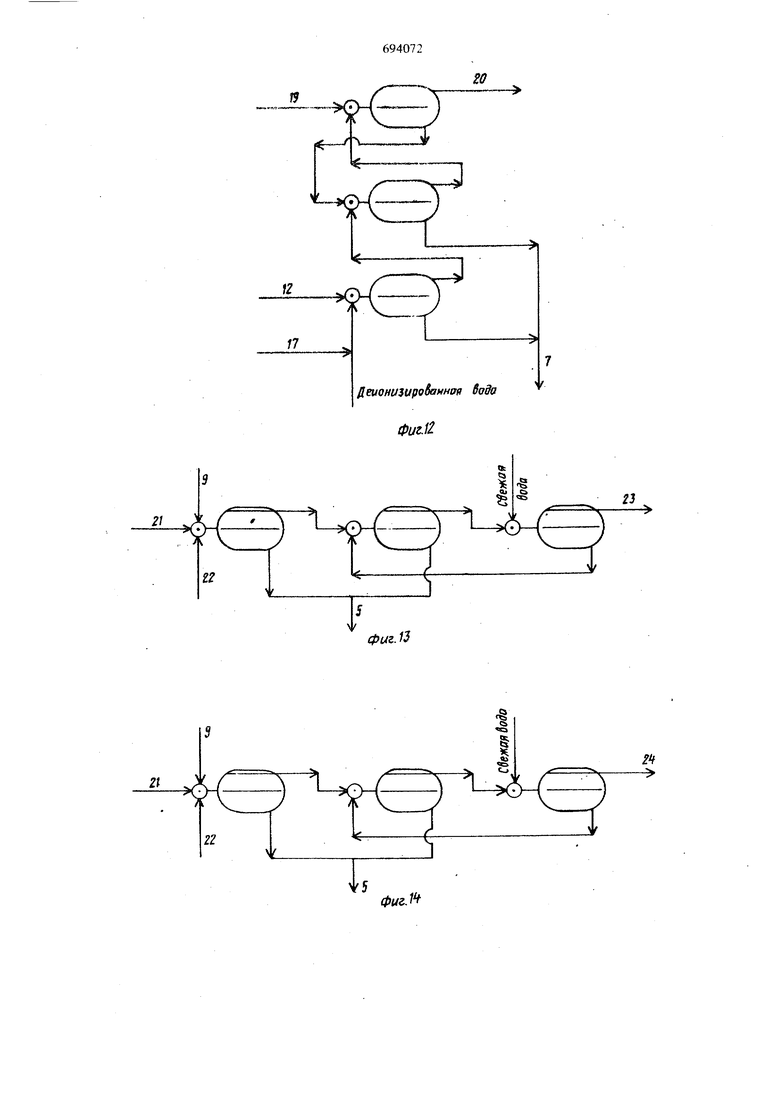
4,5 г/ч рафината экстракции выводят из процесса. Потеря серной кислоты дополняется тем, что в перегонную колонну 15 вводят одинаковое количество смеси, имеющей состав раствора вьшодимого из экстрактора Ш. Потеря перекиси водорода составляет 0,5% (в пересчете на подаваемую в перегонную колонну 15 свежую перекись водорода). Выходящий из экстрактора 10 в j качестве легкой фазы бензольный раствор надпропионовой кислоты подают по трубопроводу 12 (см. фиг. 12) в экстрактор 8, снабженный тремя расположенными друг над другом узлами смесительного насоса с сепаратором емкостью 2 л. Раствор протекает через экстрактор снизу вверх.
Кроме бензольного раствора надпропионовой кислоты в смесительный насос нижнего узла по трубопроводу 17 подают 67 мл/ч водного раствора, получаемого за счет того, что водную фазу головного продукта следующей азеотропной nepefoHKH (перегонная колонна 18), которую получают в количестве 60 мл/ч и которая содержит 1,48 вес.% Н2О2 0,1 вес.% надпропионовой кислоты и 0,27 вес.% пропионовой кислоты, смещивают с 7 мл/ч деионизированной воды. После .пропускания через средний узел смесителя с сепаратором отбираемый из нижнего сепаратора бензольный раствор (легкая фаза) подают вместе с 17 мч/ч свежей воды (поток 19) в смесительный насос верхнего узла.
Получаемую после разделения фаз водную фазу подают в средний экстракционный узел. Собирающиеся в среднем и нижнем сепараторах водные растворы (тяжелая фаза) соединяют и в виде потока 7 подают в экстрактор 10. Эта водная фаза содержит 25,23 вес.% надпропионовой кислоты, 6,8 вес.% перекиси водорода и 22,35 вес.% пропионовой кислоты. 81 мл/ч этой водной фазы смешивают с реакционной смесью, подаваемой в виде потока 9 в экстрактор 10.
Из принадлежащего к верхнему экстракционному узлу сепаратора отводят 1493 г/ч (1570 мл) бензольного раствора (легкая фаза), содержащего 20,04 вес.% надпропионовой кислоты, 11,41 вес.% пропионовой кислоты, 3,95 вес.% воды и 0,2 вес.% перекиси водорода. Этот раствор подают по трубопроводу 20 в показанную на фиг. 7 перегонную колонну 18, где раствор подвергают азеотропной осушке. Перед подачей в перегонную колонну 18 к бензольному раствору надпропионовой кислоты добавляют 5 мл/ч 39{гНого раствора стабилизатора на основе натриевых солей частично зтерифицированных полифосфорных кислот в пропионовой кислоте. Перегонная колонна 18 длиной 50 см и диаметром 50 мм снабжена тонкослойным испарителем, пятью колпачковыми тарелками, конденсатором, а также сепаратором для разделения фаз дистиллята у верхней части колонны. Перегонку проводят при давлении 210 мм рт. ст. и температуре в нижней части колонны 65°С. В качестве дистиллята получают 60 мл/ч воды и 915 мл/ч бензола. Бензол рециркулируют в колонну, а образующуюся в сепараторе воду возвращают по трубопроводу 17 в Нижний узел экстрактора 8. В качестве кубового продукта азеотропной перегонки получают 1438 г/ч 20,18%-ного бензольного раствора перпропионорой кислоты, содержащего 12,18 вес.7о пропионовой кислоты, а также 0,1 вес.% воды и 0,15 вес.% перекиси водорода. Выход надпропионовой кислоты в осушенном бензольном экстракте составляет 96,15% (в пересчете на используемую перекись водорода).
После осушки бензольный раствор надпропионовой кислоты (поток 21) подвергают взаимодействию с избыточным пропиленом (поток 22) в реакторе 23, выполненном в виде трех последовательных котлов. Реакцию проводят при давлении 4 атм. Пропилен подают в первый котел в виде газа. Избыток пропилена (в пересчете на надпропионовую кислоту) составляет 170 мол.% (236 г пропилена). Первый котел как и остальные котлы снабжен смесителем и имеет емкость 2000 мл, работает при 65°С, а второй и третий - при 70°С. Общее время пребывания образующейся из бензольной надпропионовой кислоты и пропилена реакционяой смеси во всех трех котлах составляет 3,3 Ч.
Конверсия надпропионовой кислоты составляет 99,8%, Из третьего котла отводят 167 г/ч продукта следующего состава: 5,86 вер.% пропилена, 11,31 вес.% окиси пропилена, 25 вес.% пропионовой кислоты и 57,4 вес.% бензола, а также 0,15 вес.% воды. Смесь по трубопроводу 24 подают в расширительный сосуд 25, где давление смеси снижают до нормального. При этом выделяется 78 г/ч пропилена в виде газа, который по Трубопроводу 26 рециркулируют в реактор 23.
Из расЕшрительного сосуда 25 отбирают 1596 г/ч продукта, который по трубопроводу
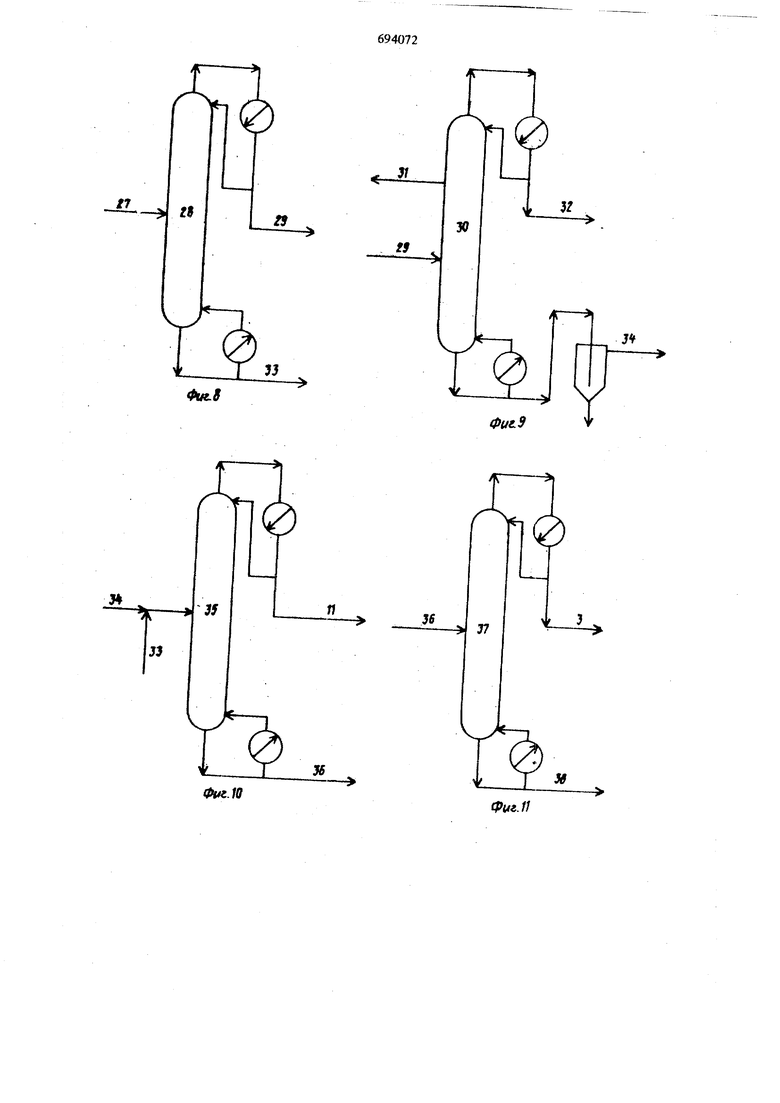
27подают в показанную на фиг. 8 перегонную колонну 28, где отводят всю окись проггилена вместе с пропиленом и частью бензола (дистиллят; поток 29). Этот дистиллят (636 г/ч), содержащий 3,16 вес.% пропилена, 29,78 вес.% окиси пропилена, 66,59 вес.% бензола и 0,4 % ВОДЬ, подают в изображенную на фиг. 9 перегонную колонну 30, из которой по трубопроводу 31 отбирают 189,6 г/ч 99,9%-ной окиси пропилена, а также 20,1 г пропилена, который по трубопроводу 32 ре1у1ркулируют в реактор 23. Кубовые Продукты (потоки 33 и 34) колонн
28н 30 подают в показанную на фиг. 10 перего1Ш5ю колонну 35, из которой отбирают
961 г/ч бензола (головной продукт), который
по трубопроводу 11 рециркулируют в экстрактор 10. Кубовый продукт колонны 35 подают по трубопроводу 36 в изображенную на фиг. 1 перегонную колонну 37, из которой отбирают 415,9 г про1шоновой кислоты (головной продукт), которую в виде потока 3 редиркулируют в реактор 1. В качестве кубового продукта (поток 38) колонны 37 отводят 0,38 г/ч пропиленгликоля и 3,38 г/ч дипропионата пропиленгликоля.
Выход окиси пропклена составляет 98,7% (в пересчете на используем ю в реакторе 23 надпропионовую кислоту) или 94,9% (в пересчете на перекись водорода).
Потеря пропионовой кислоты составляет 0,98% (в пересчете на общее количество этой кислоты), причем 0,63% этого количества содержится в дипропионате пропиленгликоля.
Из используемого в реакторе 23 количества пропилена (236 г/ч) рекуперируются 98,1 г/ч (41,56%). В получаемой окиси пропилена содержится 58,12% пропилена. Количество пропилена, содержащегося в дипропионате пропиленгликоля и в прошшенгликоле, составляет 0,96 что соответствует потере 0,41%.
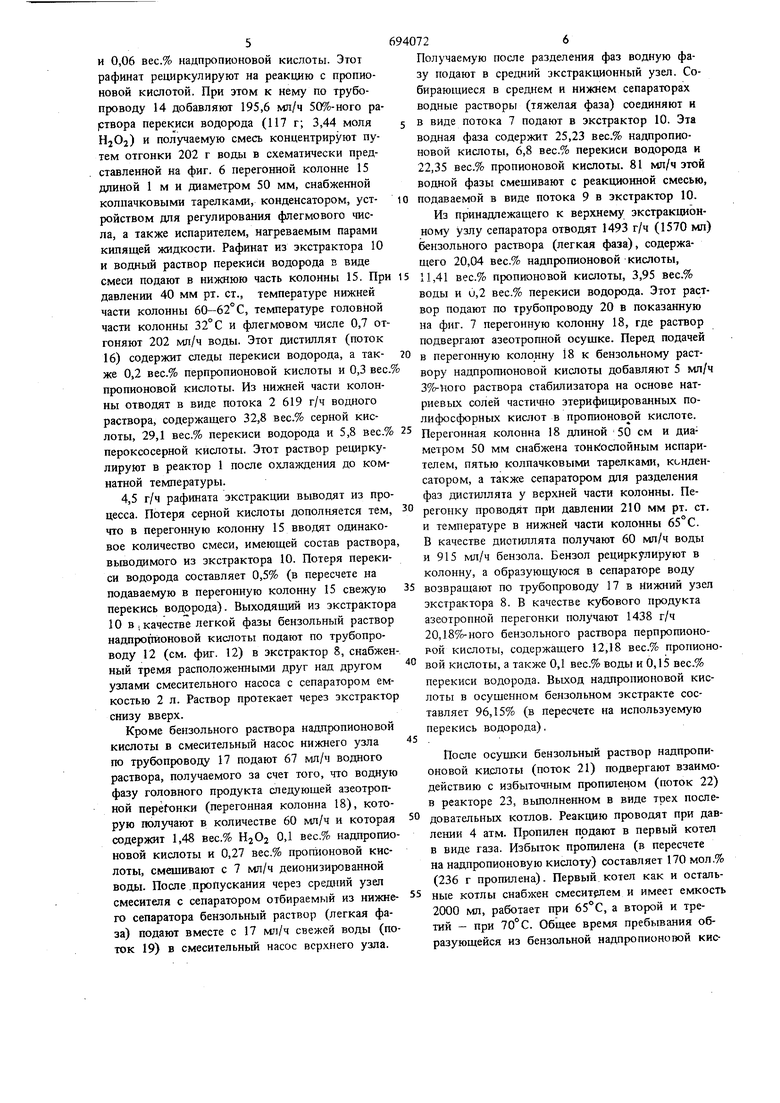
Пример 2. Повторяют пример 1, но раз изменяют одни, параметр. Каждый конкретный параметр и получаемый при этом вьгход окиси Пропилена приведены в таблиде.




| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения органического раствора надкарбоновых кислот с 1-4 атомами углерода | 1976 |
|
SU628815A3 |
| Способ получения бензольного раствора надпропионовой кислоты | 1976 |
|
SU652891A3 |
| Способ рекуперации перекиси водорода | 1976 |
|
SU719497A3 |
| Способ получения органического раствора надкарбоновой кислоты с числом атомов углерода 1-4 | 1976 |
|
SU638256A3 |
| Способ получения пирокатехина и гидрохинона | 1977 |
|
SU676159A3 |
| Способ выделения дикарбоксилата пропиленгликоля | 1977 |
|
SU621313A3 |
| Способ получения перкарбоновых кислот | 1971 |
|
SU496716A3 |
| Способ получения водных растворов надпропионовой кислоты | 1976 |
|
SU858562A3 |
| Способ получения -капролактона | 1971 |
|
SU475769A3 |
| Способ получения безводного раствора перекиси водорода | 1971 |
|
SU457207A3 |

Концентрация N2804, С или CjHjSOaH., вес.%.
10
45
Молярное соотпошегше НгОг : CsHjCOOH
0,8 :1
1,5 :1
3,5 :1
5,0 :1
Температура реакции HjOj с CzHsCOOH, С
10 70
94,5
91,2 93,1 96,7
96,7
93,9
94,5 97.8
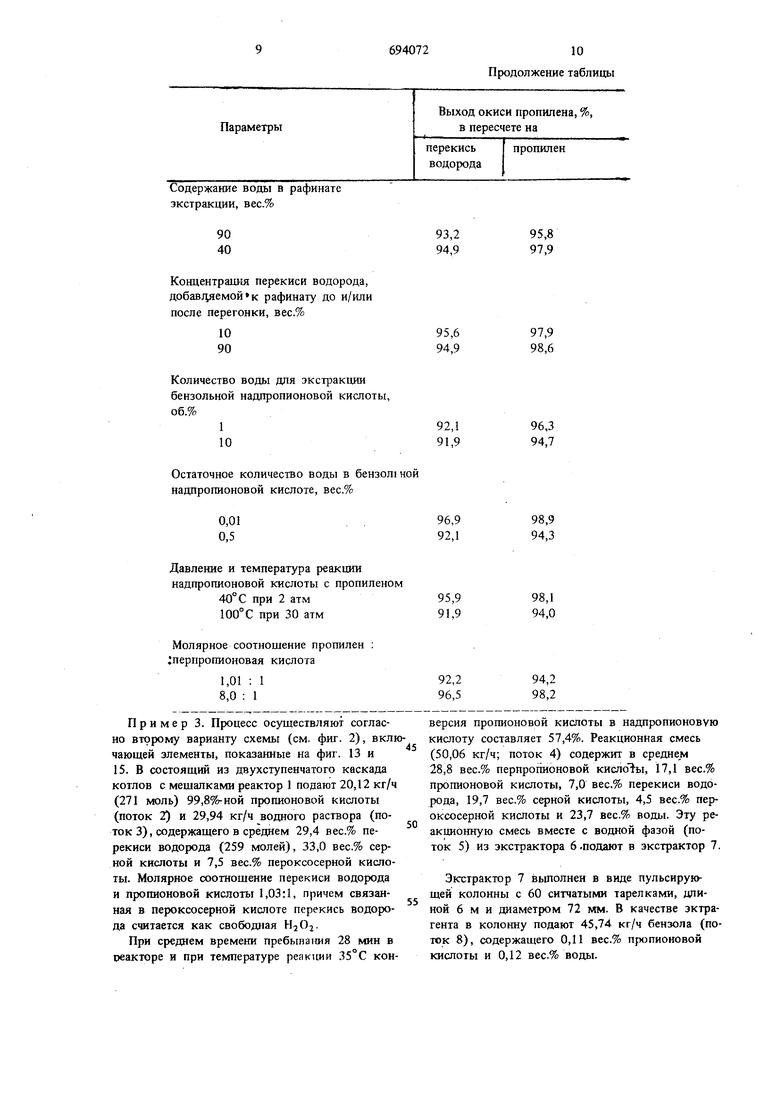
Содержание воды в рафинате экстракции, вес.%
90
40
Концентрация перекиси водорода, добавляемой к рафинату до и/или после перегонки, вес.%
10
90
Количество воды для экстракции бензольной надпропионовой кислот об.%
1
10
Остаточное количество воды в бен надпропионовой кислоте, вес.%
0,01.
0,5
Давление и температура реакции надпропионовой киагюты с пропил
40°С при 2 атм
100°С при 30 атм
Молярное соотношение пропилен : :перпропионовая кислота
1,01 : 1
8,0 : 1 Пример 3. Процесс осуществляют согласно второму варианту схемы (см. фиг. 2), вклю чающей элементы, показанные на фиг. 13 и 15. В состоящий из двухступенчатого каскада котлов с мещалками реактор 1 подают 20,12 кг/ч (271 моль) 99,8%-иой пропионовой кислоты (поток 2) и 29,94 кг/ч водного раствора (поток 3), содержащего в среднем 29,4 вес.% перекиси водорода (259 молей), 33,0 вес.% серной кислоты и 7,5 вес.% пероксосерной кислоты. Молярное соотношение перекиси водорода и пропионовой кислоты 1,03:1, причем связанная в пероксосерной кислоте перекись водорода считается как свободная Н2О2. При среднем времени пребывания 28 мин в реакторе и при температуре реакции 35°С кон694072
10 Продолжите таблицы
95,8 97,9
97,9 98,6
96,3 94,7
98,9 94,3
98,1 94,0
94,2 98,2 версия пропионовой кислоты в надпропионовую кислоту составляет 57,4%. Реакционная смесь (50,06 кг/ч; поток 4) содержит в среднем 28,8 вес.% перпропионовой кисло ы, 17,1 вес.% пропионовой кислоты, 7,0 вес.% перекиси водорода, 19,7 вес.% серной кислоты, 4,5 вес.% пероксосерной кислоты и 23,7 вес.% воды. Эту реакционную смесь вместе с водной фазой (поток 5) из экстрактора 6.подают в экстрактор 7. Экстрактор 7 выполнен в виде пульсирующей колонны с 60 ситчатыми тарелками, длиной 6 м и диаметром 72 мм. В качестве зктрагента в колонну подают 45,74 кг/ч бензола (поток 8), содержащего 0,11 вес.% проггионовой кислоты и 0,12 вес.% воды. У верхнего конца - экстрактора колонны отво1ц)т 74,27 кг/ч бензольного экстракта (поток 9), содержащего в среднем 22,3 вес.% над пропионовой кислоты, 13,8 вес.% продаоновой кислоты, 0,54 вес.% перекиси водорода, 0,85 вее ВОДЬ, а также следы серной кислоты. Водный рафинат экстракции (поток 10) отводят у ниж него конца колонны в Количестве 29,1 и кг/ч. Этот рафинат содержит в среднем 11,7 вес.% перекиси водорода, 33,8 вес.% серной кислоты, 7,7 вес.% пероксосерной киоюты, а такяж 0,09 вес.% падпропионовой кислоты и 0,06 вес.% пропиоповой кислоты. Поток 11 рафината (0,88 кг/ч; 3,0%) отводят и перерабатьшают в перегонной колонне 12. Главное количество рафината (поток 13; 28,3 кг/ч) подают в перегонную насадочную колонну 14, в которую также подают 10,98 кг/ 50%-ной (по весу) водной перекиси водорода (163,4 моля/ч; поток 15), 0,52 кг/ч 17%-ной (по весу) перекиси водорода (поток 16) и 0,37 кг/ч 95,9%-ной (по весу) серной кислоты (поток 17; для дополнения потерь содержащей ся в потоке II HjSO). Перегонная насадочная колонна 14 длиной 14 м и диаметром 150 мм снабжена кондшсато ром } выполненном из сплава циркона испарителем. Потоки 13, 15, 17 и 16 подаются лепосредственно в испаритель. При давлении 55 fyiM рт. ст., тектпературе в нимагей части колонны 78° С, температуре в верхней части колонны 38-39°С и флегмовом числе 0,55 отгоняют 10,21 кг/ч воды. Этот дистиллят (поток 18) содержит 0,04 вес.% перекиси водорода, а такясе 0,25 вес.% надпрогаюновой кислоты и 0,16 вес.% прошюновой кислоты. Из куба колонны отводят 29,94 кг вощтого раствора (поток 2), содержащего 29,4 вес.% перекиси водо рода, 33,0 вес.% серной кислоты и .5 вес.% пероксосерпой кислоты. После охлая-сдепия до температуры 20°С ;)ту смесь рециркулирук1Т в реактор 1. Отводимый из водного цикла рафияат (поток 11; 0,88 кг/ч) перерабатывают в перегонной насадочной колонне 2 длиной 4 м к диаметром 100 мм, которая над расположенным в середине входом имеет сливную тарелку для отвода бокового потока.ТСолонна работает при давлении 50 мм рт. ст., температуре в верхней части колбнны 38°С и флегмовом числе 0,1. Над кубом колонны вд}вают 5,5 кг/ч водяного пара. Из колонны отводят 0,52 кг/ч 17%-н водной перекиси водорода (потгж 16), котору подают в перего1шую колонну 14. Кроме того, в качестве дистиллята получают 4,96 кг/ч воды содержащей 0,04вес.% перекиси водорода поток 19), а в качестве кубового продукта - 0,90 кг/ч водного раствора (поток 20), содержащего 1,2 вес.% перекиси водорода, 34,7 вес.% серной кислоты и 5,6 Бес.% пероксосерной кислоты. Огводямьш из экстрактора 7 бензольный экстракт (поток 9) подЕют в экстрактор 6, снабженный тремя расположенными в одной плоскости узлами смесительного насоса с сепараторами (см. фиг. 13). В смесительный насос первого узла бензольный экстракт (поток 9) подают Вместе с 0,78 кг/ч свежей воды (поток 21) и 2,92 кг/ч воддой фазы (поток 22) из азеотропной перегонки. Бензольный раствор, который отводят от первого сепаратора (легкая фаза), пропускают через второй зкстракционный узел и вместе с 0,93 кг/ч свежей воды подают в смесительный насос третьего узла. Полученную на этой стадю водную фазу подают на вторую стадию. Получаемые на первой и второй стадиях водные фазы соединяют (поток 5) и рециркулируют в экстрактор 7 в количестве 7,65 кг/ч. Эти соединенные водные фазы содержат в среднем 3,8 вес.% перекиси водорода, 33,7 вес.% перпропионовой кислоты, 21,8 вес.% пропионовой кислоты, 10,0 вес.% бензола и следы серной кислоты. Из сепаратора третьего узла отводят 71,25 кг/ч бензольного раствора (поток 23), содержащего в 19,7 вес.% перпропионовой кислоты, 12,1 вес. пропионовой кислоты, 0,19 всс.% перекиси водорода и 4,0 вес.% воды (легкая фаза), и вместе с раствором стабилизатора подают на азеотропную перегонку в колонну 24. В качестве стабилизатора используют натриевую соль частично этерифицированной полифосфорной кислоты. Его подают в колонну 24 в виде 15%-ного раствора в пропионовой кислоте (0,11 кг/ч). Колонна 24 длиной 3 м и диаметром 200 мм снабжена ситчатыми тарелками, испарителем, конденсатором, а также сепаратором для разделения фаз дистиллята в верхней части колонны. Поток 23 подают в нижнюю часть колонны. При давлении 300 мм рт. ст. и температуре в верхней части колонны 46-48° С получают 2,92 кг водной фазы и 54 кг/г бензольной фазы в качестве дистиллята. Бензольную фазу ре1шрк)лпруют в ко.лонну, а водную фазу (поток 22), содержащую 0,82 вес.% перекиси водорода, 1,10 вес.% надпропионовой кислоты и 0,34 вес.% прогшоновой кислоты, вводят на первую стадию экстрактора 6. В качестве кубового продукта азеотропной перегонки получают 68,25 кг/ч бензольного раствора надпропионовой кислоты (20,49 вес.%; 155,2 моля), содержащего кроме того,
12,67 вес.% пропионовой кислоты, 0,16 вес.% перекиси водорода, меньше чем 0,1 вес.% воды и упомянутый стабилизатор. Кубовый продукт по трубопроводу 25 подают в реактор 26.
Выход надпропионовой кислоты в высушенном бензольном растворе составляет 96,1% в пересчете на перекись водорода (поток 15).
В реактор 26 также подают 7,4 кг/ч чистого пропилена 175,8 моля/ч (поток 27),причем избыток пропилена (в пересчете на надпропионовую кислоту) составляет 13,3 мол.%
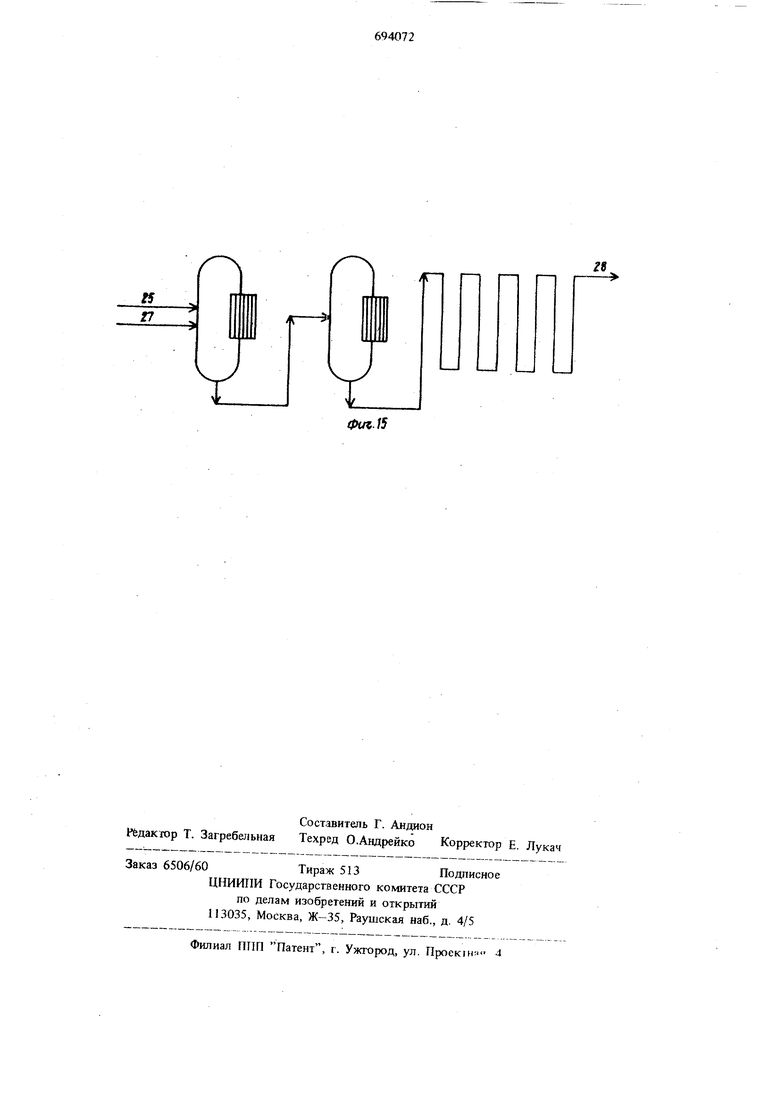
Реактор 26 включает в себя два последовательно включенных реактора и реакционную трубу (см. фиг. 15). Реакцию проводят при давлении 4 атм. Прюпилен полностью подают в первый реактор. Температура реакции в обоих реакторах 65°С, а среднее время пребьшания реакционной смеси примерно 45 мин. Температура в реакционной трубе 70° С, а среднее время пребывания реакционной смеси 70. мин. При выходе из второго реактора конверсия надпропионовой кислоты составляет 90%, а после выхода из реакционной трубь 99,8%. Реакционная смесь содержит в среднем 1,16 вес.% пропилена, 11,8 вес.% окиси пропилена, 60,1 вес.% бензола и 26,5 вес.% пропионовой кислоты.
Продукт реакции (поток 28) подают в перегонную колонну 29, в которой отделяют пропилен, всю окись пропилена и часть бензола в качестве дистиллята (поток 30).
Этот дистиллят, содержащий в среднем 5,4 вес.% пропилена, 62,5 вес.% окиси пропилена и 31,2 вес.% бензола, подают в другую перегонную колонну 31, из которой отводят 0,73 кг/ч пропилена (поток 32) и 8,91 кг/ч 99,9%-ной окиси пропилена (поток 33).
В качестве кубового продукта получают водную фазу, содержащую 0,01 кг/ч свободного пропиленгликоля. Эту водную фазу (поток 34) подают вместе с кубовым продуктом колонны 29 (поток 35) в перегонную колонну 36. Из этой колонны отводят 45,48 кг/ч бензола (дистиллят), который вместе с 0,26 кг/чсвежего бензола (дополнительные потери) рециркулируют в экстрактор 7 по трубопроводу 37.
Кубовый продукт (поток 38) перегонной колонны 36 подают в следующую перегонную колонну 39. В качестве дистиллята зтой колонны получают 19,91 кг/ч пропионовой кислоты, которую вместе с 0,21 кг/ч свежей пропионовой кислоты (дополнительные потери) рециркулируют в реактор 1 (поток 3). Из куба колонны 39 отводят 0,21 кг дипропионата пропиленгликоля (поток 40).
Выход окиси пропилена составляет 98,7% в пересчете на подаваемую в реактор 26 надпропионовую кислоту и 94,9% в пересчете на перекись водорода (поток 15). Потери пропилена
составляют 3%, в том числе 0,7% в побочных продуктах - пропиленгликоле и дипропионате пропиленгликоля. Потери бензола составляют 0,57%, а пропионовой кислоты 1,49%, причем 0,81% содержится в дипропионате пропиленглнколя.
Пример 4. Процесс осуществляют согласно третьему варианту схемы (см. фиг. 3).
В реактор 1, выполненный в виде насадочной нагреваемой трубы 60 см и диаметром . 5 см, подают 260,1 г/ч (3,51 моля/ч) пропионовой кислоты (поток 2), 540 г/ч водного раствора, содержащего 31,7 вес.% серной кислоты, 26,98 вес.% перекиси водорода и 1,28 вес.% пероксосерной кислоты (поток 3). 136,4 г 50%-ного (по весу) водного раствора перекиси водорода (68,2 г/ч НзОз 2,0 мопя/ч; поток 4) и 1620,3 г/ч водного раствора, содержащего 25,65 вес.% серной кислоты, 21,21 вес.% перекиси водорода, 1,0 вес.% пероксосерно кислоты, 1,52 вес.% пропионовой кислоты и 2,25 вес.% перпропионовой кислоты. Молярное соотношение перекиси водорода и пропионовой кислоты 4:1, причем имеющуюся в пероксосер ной кислоте перекись водорода, а также перекись водорода, связанную в незначительном количестве в надпропионовой кислоте считают как свободную Н2О2.
Реакционную смесь нагревают до 40°С в течение 18 мин, причем равновесие между пропионовой кислотой и перекисью водорода с одной .стороны и надпропионовой кислоты и воды с другой стороны устанавливается тан, что конверсия подаваемой в потоке 2 пропионовой кислоты в надпропионовую кислоту составляет 55%. После выхода из реактора 1 смесь, содержащую в среднем 8,23 вес.% надпропионовой кислоты, 5,54 вес.% пропионовой кислоты, 22,31 вес.% серной кисЛоты, 0,9 вес.% пероксосерной кислоты, 19,23 вес.% перекиси родорода и 43,79 вес.% воды, охлаждают до комнатной температуры и в количестве 2557,2 г/ч подают в газоуловитель 5, из которого по трубопроводу 6 отводят 150 мл/ч газа, состоящего из 88 об.%кислорода и 12 об.% двуокиси углерода.
Затем к реакционной смеси, выходящей из газоуловителя, добавляют 46 г водного раствора, выходящего в виде потока 7 из колонны 8 и содержащего 14,09 вес.% надпропионовой кислоты, 8,96 вес.% пропионовой кислоты и 8,93 вес.% перекиси водорода. Этот смешанный поток 9 направляют в зкстрактор 10 (пульсирующая колонна с 40 ситчатыми тарелками длиной 2 м и диаметром 2,5 см, которая у верхнего и нижнего концов снабжена сепаратором для разделения фаз). Экстракцию прюводят при 20° С. У верхнего конца колонны под сепаратором подают 2603,3 г/ч смеси, которая протекает через колонну в виде тяжелой фазы снизу вверх. У нижнего конца колонны подают 1550,4 г/ч служащего в качестве эк1;трагента бензольного раствора, содержащего 0,97 вес.% надпропионовой кислоты, 0,64 вес.% пропионовой кислоты, 0,22 вес.% воды, а также след1,1 перекиси водорода. Этот бензольный раствор, подаваемый по трубопроводу 11, отводят из экстрактора 12. Из верхнего сепаратора экстрак гора 10 отводят 1838,7 г/ч (поток 13) бензоль ного раствора надпропионовой кислоты, содерж щий, кроме 9,78 вес.% надпропионовой кислоты, еще 6,56 вес.% пропионовой кислоты, 0,62 вес.% воды, 0,27 вес.% перекиси водорода а также следы серной кислоты. Рафинат после экстрактора 10 собирается в виде тяжелой фазы в нижнем сепаратора. Затем его отводят по трубопроводу 14 в количестве 2314,6 г/ч. Этот рафинат содержит в среднем 24,65 вес.% серной кислоты, 21,21 вес.% перекиси водорода, 1,0 вес,% пероксосерной кислоты, 49,37 вес.% воды, а также 2,25 вес.% надпропионовой кислоты и 1,52 вес.% пропионовой кислоты. Затем этот рафииат разделяют (точка 15) на два потока в соотношении 7:3. Больишй поток рафината рециркулируют по трубопроводу 16 в реактор 1, а мены1Ш11 поток подают по трубопроводу 17 в экстрактор 2 у верхнего конца. Экстрактор 12 выполнен в виде пульсирующей колонны с ситчать:;ми тарелками, снабженной сепаратором и иквющий длину 2,5 м и диаметр 20 мм. В эту колонну встроены на равномерном расстоянии 5Р тарелок. У нижьгего конца колонны-экстрактора 12 подают по трубопроводу 18 1522 г/ч отбираемого из перетонной колонны 19 бензола, который может содержать незначительные количества пропионовой кислоты и воды. Экстракцию проводят прот1шотоком при комнапюй температуре. В качестве экстракта 1Й)лучают бензольный раствор, который по трубопрэводу 11 подают в экстрактор 10, а по труГюпроводу 20 из нижней части колонны-экСтрахтора 12 отводят 666 г/ч водного раствора, содержащего 25,7 вес.% серной кислоты, 22,11 ве перекиси водорода, 1,04 вес.% пероксосерной кислоты, а также 0,09 вес.% перпропионовой кислоты и 0,08 вес.% пропионовой кислоты. Этот поток рафината подают на переработку в перегоннуго колонну 21 длиной м диаметром 50 мм, снабженную колпачковымя тарелками, конденсатором, приспособлением дая ре гулирования флегмового числа, а также испарителем, нагреваемым парами кипящей жидкости. Поток рафината подают в .нижнюю часть колонны. При давлении 40 мм рт. ст., теьтрра туре 60-63°С, температуре в верхней части колонны 32° С и флегмовом числе 0,7 получают 124,5 г/ч дистиллята, содержащего, кроме воды, еще 0,52 вес.% надпропионовой кислоты и 0,43 вес.% пропионовой кислоты. Дистиллят вьюодят из процесса по трубопроводу 22. Из нижней части колонны 21 в виде потока 2 отводят 540 г/ч водного раствора, содержащего 31,7 вес.% серной кислоты, 26,98 вес.% перекцси водорода и 1,28 вес.% пероксосерной кислоты, и после охлаждения до температуры 30°С его редиркулируют в реактор 1. Из подаваемого по трубопроводу 23 водного рафината отбирают 1,54 г/ч, которые в виде потока 24 вьшодят из процесса. Получаемые при этом потери серной кислоты и перекиси водорода дополняют за счет того, что такое же количество смеси с тем же самым составом, что и отбираемая смесь, по трубопроводу 25 добавляют к потоку 24. Отводимый из экстрактора 10 в виде легкой фазы бензольный раствор надпропионовой кислоты по трубопроводу 26 подают в экстрактор 27, где его противотоком экстрагируют 20 г/ч деионизированнойводой, подаваемой по трубопроводу 28. Экстрактор 27 ,длиной 1,50 м и диаметром 20 мм выполнен в виде пульсирующей колонны с ситчатыми тарелками. 32 г/ч водной фазы, содержащей 18,95 вес.% ладпропионовой кислоты, 12,6 вес.% пропионовой кислоты, 12,32 вес.% перекиси водорода, а также 56,13 вес.% воды, отводят из нижней части колонны-экстрактора в виде потока 7. Из находящегося в верхней части экстрактора 27 сепаратора 29 отводят 1826,7 г/ч бензольного раствора, содержащего 9,51 вес.% надпропионовой кислоты, 6,38 вес.% пропионовой кислоты, 0,06 вес.% перекиси водорода и 0,73 вес.% воды, и по трубопроводу 30 подают в перегонную колонну 8, где его сущат. Перегонная колонна 8 50 см и диаметром 50 мм снабжена пятью колпачковыми тарелками, испарителем, конденсатором, а также сепаратором для разделения фаз дастиллята в верхней части КОЛО1ШЫ. До подачи в испаритель колонны добавляют 5 мл/г 3%-ного (по весу) раствора стабилизатора натриевой соли частично этерифицированных длинноцепными спиртами полифосфорных кислот в пропионовой кислоте. Раствор стабилизаторов подают по трубопроводу 31. Температура в нижней части колонны 8, работающей при 250 мм рт. ст., составляет 62- 65°С. В качестве дистиллята получают 14 г/ч водного раствора, содержащего 2,98 вес.% надпропноновой кислоты и 0,6 вес.% пропионовой кислоты, а также 1,19 вес.% перекиси водорода, и 230 мл бензола. Бензол рециркулируют в колонну, а получаемую в верхней части колонны водную фазу отводят по трубопроводу 17 32 и в точке 33 соединяют с тяхкелой фазой экстрактора 27, подаваемой в виде потока 7. В качестве кубового продукта азеотропной перегонки получают 1817,7 г/ч (2011 мл) 9,53%ного раствора надпропионовой кислоты, содержащей 6,69 вес.% пропионовой кислоты, а также 0,05 вес.% перекиси водорода. Этот раствор по трубопроводу 34 подают в реактор 35. Выход надпропионовой кислоты в высушенном бензольном зкстракте составляет 96% (в пересчете на перекись водорода). В реактор 35, вьшолненный в виде трехступенчатого каскада котлов, подают избыточный пропилен, поступающий по трубопроводу 36. Реакцию проводят при давлении 4 атм. Избыток пропилена (в пересчете на надпропионовую кислоту) составляет 180 мол.% (145,5 г пропилена/ч ). Первый реактор трехступергчатого каскада, который, как и оба других реактора снабжен мещалками и имеют емкость 2 л, работает при 65° С, а второй и третий реакторы той же емкости работают при 70°С. Общее среднее время пребывания реакционной смеси в реакторе составляет 2,7 ч. Пропилен подают в первый и второй реакторы в виде газа, причем от общего количества (3,465 моля/ч пропилена) в первый реактор подают 61,1%, так что молярное соотнощение пропилена и надпропионовой кислоты 1,1:1. При зтих условиях реакции конверсия надпропионовой кислоты 99,8%. Получаемую в третьем реакторе 1963,3 г/ч реакционную смесь охлаждают до комнатной температуры. Эта реакционная смесь в среднем содержит 77,53 вес.% бензола, 5,61 вес.% окиси пропилена, 13,4 вес.% пропионовой кислоты, а также 3,32 вес.% пропилена, 0,04 вес.% пропиленгликольмонопропионата и.0,03 вес.% пропиленгликоля, а также следы воды, зтанола, двуокиси углерода и кислорода. По трубопроводу 37 смесь подают в сепаратор 38, где давление снижают до нормал ного. При этом из реакционной смеси удаляют 45 г/ч пропилена в виде газа, который по трубопроводу 39 рециркулируют в реактор 35. Отбираемую по трубопроводу 40 из сепаратора смесь, содержащую окись пропилена, подают на разделение в перегонную колонну 41, из которой отгоняют из потока продуктов окись пропилена вместе с растворенным пропиленом, а также часть бензола. При этом получают 202,7 г/ч дистиллята, содержащего 9,95 вес.% пропилена, 54,36 вес.% окиси пропилена, а также 35,58 вес.% бензола и 0,16 вес.% воды. По трубопроводу 42 эту смесь подают в перегонную колонну 43, из которой отбирают 110,3 г/ 99,9%-ной окиси пропилена (поток 44), а также 20,2 г пропилена, который по трубопроводу 45 рециркулируют в реактор 35. Кубовые продукты колонн 41 и 43 по трубопроводам 46 и 47 подают в перегонную колонну 19, где в качестве головного продукта рекуперируют 1522 г/ч бензола, который по трубопроводу 18 рециркулируют в экстрактор 12. Кроме бензола, в качестве дистиллята получают еще 0,72 г/ч воды. Кубовый продукт колонны 19, состоящий в основном из прогптоновой кислоты, поступает по трубопроводу 48 в работающую под вакуумом перегонную колонну 49. В качестве головного продукта получают 261,5 г/ч пропионовой кислоты, причем 260,1 г/ч в виде потока 3 рециркулируют в реактор 1,| остальное количество (1,4 г/ч) после добавки соответствующего количества свежей пропионовой кислоты используют для получения подаваемого по трубопроводу 31 раствора стабилизатора. Из нижней части колоьшы 49 отводят по трубопроводу 50 2,53 г/ч дипропиоиата пропиленгликоля. Выход смеси пропилена составляет 98,7% (в пересчете на используемую в реакторе 35 чиадпропионовую кислоту, а в пересчете на перекись водорода в реакторе 1-94,75%). Потери пропионовой кислоты составляют 1,35% от общего количества, причем 0,75% этого количества содержится в дипропионате пропиленгликоля. Из используемого в реакторе 35 количества пропилена (145,5 г/ч) рекуперируют 62,5 г/ч (44,81%), которые рециркулируют в реактор 35. В получаемом в течение 1 ч количества окиси пропилена содержится 54,84% пропилена. Количество пропилена, которое содержится в дипропионате пропиленгликоля, составляет 0,56 г, что соответствует потере 0,38% (в пересчете на подаваемое в реактор -35 количество пропилена). Пример 5. Повторяют пример 1, но бензольньш раствор надпропионовой кислоты, отбираемый из второго экстрактора 8, по трубопроводу 26 (см. фиг- 1) непосредственно подают в реактор 23 эпоксидирования после добавки раствора стабилизатора. Кроме того, дистиллят перегонной колонны 35, состоящий из бензола и воды, рециркулируют во второй экстрактор 8. Выход окиси пропилена составляет 98,6% (в пересчете на надпропионовую кислоту в реакторе 23) или 94,8% (в пересчете на перекись водорода) . Пример 6. Процесс осуществляют согласно четвертому варианту схемы (см. фиг. 4). В реактор 1, выполненный в виде насадочной нагреваемой трубы длиной 60 см и диаметром 5 см, подают в виде потока 2 260,1 г/ч (3,51 мол./ч) пропионовой кислоты, в виде потока 3 540 г/ч водного раствора, содержащего 31,7 вес.% серной кислоты, 26,98 вес.% перекиси водорода и ,28 вес.% перекисной кислоты, 136,4 г/ч 50%-ного раствора перекиси водорода (68,2г/ч HjOj 2,0 моля/ч), и в виде потока 4 подают 1620,3 г/ч водного раствора, содержа щего 24,65 вес.% серной кислоты, 21,21 вёс.% перекиси водорода, 1,0 вес.% пероксосерной кислоты, 2,25 вес.% надпропионовон киетоты и 1,52 вес.% пропионовой кислоты. Молярное соотношение перекиси водорода и пропионовой кислоты 4:1, причем имеющуюся в пероксосерной кислоте перекись всдорода, а также перекись водорода, связанную в незначительном количестве в надпрогшоновой кислоте, считают как свободную Н202. Реакционную смесь нагревают ДО 40° ( в течение 18 мин, причем равновесие между пропионовой кнапотой и перекисью водорода с одной стороны и между нерпропионовой кяслотой и водой с яругой стороны устанавливает-ся за счет того, что конверсия протшоновой кислоты в надпропионрвую; кислоту составляет 55%. После выхода из реактора 1 2557,2 г/ч реак ционной смеси, содержащей в среднем 8,23 вес надпропионовой кислоты, 5,54 вес.% пролионовой кишоты, 22,31 вес.% серной кислоты, 0,9 Еес.% пероксосерной кистютЫ;, 19,23 вес.% перекиси водорода и 43,79 Бес.% водил, ее; охлаждают до комнатной температуры и подают в газоуловитель 5, где улавливают и отводап по трубопроводу 6 150 мл/г газа, состояицего из 88 об.% кислорода и 12 об.% ддзуок:иси углерода. К реакционной смеси добавляют 56 г/ч водного раствора, подаваемого через трубопровод 7 и содержащего 19,6 вес.% нздпропионовой кислоты, 12,4 вес.% пропноновой кис;югы, 12,67 вес.% перекиси водорода, и затем подают в экстрактор 8, где экстракцию проводят при 20°С. В качестве экстрактора испол уют пульсирующую колонну с 40 сйтчатмми тарелками длиной 2 м и диаметром 2,5 см, которая у верхнего и у нижнего концов снабжена сепаратором, в котором происходит разделение фаз. Реакционную смесь подают в экстрактор у верхнего конца под сепаратором н она протека ет через колонну в виде тяжело; фазы снизу вверх, причем у нижнего конца экстрактора 8 подают 1550,4 г/ч служащего в качестве экстра гента бензольного раствора, содержащего 0,97 вес надпропиойовои кислоты, 0,64 вес.% проштоновой кислоты, 0,22 вес.% воды, а также следьг перекиси водорода. Экстрагент отводят из следующего экстрактора 9 и в виде бензольноао экстракта подают в экстрактор 8 по трубопроводу 10. Из верхнего сепаратора экстрактора 8 по трубопроводу 1I отводят 1849 г/ч бентол ного оаствора надпропионовой кислоты, содержащего, кроме 9.96 вес.% надпропиоповой кислоть, еще 6,6В вес.% пропионовой кислоты, 0,61 вес.% воды, 0,43 вес.% перекиси водорода, а также следы серной кислоты. Рафинат экстракции собирается в виде тяжелой фазы в нижнем сепараторе и постоянно удаляется оттуда через трубопровод 12 в количестве 2314,6 г/ч. Этот рафинат, содержащий в среднем 24,65 вес.% серной кислоты, 21,21 вес.% перекиси водорода, 1,0 вес.% пероксосерной кислоты, 49,37 вес.% воды, а также2.25 вес.% надпропионовой кислоты-и 1,52 вес.% пропионовой кислоты, разделяется в точке 13 на два потока в соотношегши 7:3. Больщий поток рафината рециркулируют в виде потока 4 в реактор I, а меньишй поток подают через трубопровод 14 в экстрактор 9 у верхнего конца. Экстрактор 9 (так же как и экстрактор 8) вьпюлнен в виде пульсирующей колонны длиной 2,5 м и диаметром 20 мм, снабженной ситчатыми тарелками и сепараторами. В эту колонну встроены на одинаковом расстоянии друг от друга 50 тарелок. У нижней части колонны-экстрактора 9 по трубопроводу 15 подают J522 г/ч бензола, который может содержать незначительные количества пропионовой кислоты и ВОДЬ. Экстракцию провоilHT при комнатной температуре. В качестве экстракта получают бензольный раствор, который по трубопроводу 10 возвращают в экстрактор 8, а из нижней части колонны-экстрактора 9 по трубопроводу 16 отводят 666 г/ч водного раствора, содержащего 25,7 вес.% серной кислоты, 22,11 вес.% перекиси водорода, 1,04 вес.% пероксосерной кислоты, а также 0,09 вес.% надпропионовой кислоты и 0,09 вес.% пропяоновой кислоты. Этот рафинат подают в нижнюю часть перегонной колонны 17, в которой при давлении 40 мк рт. ст., температуре куба 60-63°С, температуре головной части колонны 32° С и флегмовом числе 0,7 получают 124,5 г/ч дистиллята, который, кроме воды, содержит 0,52 вес.% на,алропионовой кислоты и 0,43 вес.% пропионовой кислоты. Этот дистиллят вьтодят из процесса по трубопроводу 18. Из куба колонны 17 отводят в виде потока 3 540 г/ч водного раствора, содержащего 31,7 вес.% серной кислоты, 26,98 вес.% перекиси водорода и 1,28 вес.% нероксосерной кислоты, и после охла; кдения до 30° С реииркулируют в реактор j. 1,54 г/ч подаваемого по трубопроводу 19 рафината выводят из процесса по трубопроводу 20. Получаемые при зюм потери серной кислоты и перекиси водороде дополняют за счет того, что непосредственно до входа рафината Б перегонную колонну 17 добавляют одинаковое количество смеси, имеюпгсй состав выводи Moro из процесса рафшшта. Эту смесь подают по трубопроводу 21. Получаемая таким образом потеря перекиси водорода составляет (в пересчете на подаваемую в реактор 1 свежую перекись водорода) 0,5%, т. е. потери воэможиы в том случае, если вьшодимую перекись водорода не рекуперируют и она не может быть использована для притотовления подаваем го гю трубопроводу 21 дополнительного раство ра. Отбираемый из экстрактора 8 в качестве ор ганической фазы бензольный раствор надпропионовой кислоты подают по трубопроводу 11 в экстрактор 22, выполненный в виде пульсирующей колонны с ситчатыми тарелками (длина 1,50 м, диаметр 20 мм). Бензольный раствор надпропионовой кислоты подают в экстрактор 22 у нижнего конца, а у верхнего конца подают 36 г/ч деионизированной воды. В качестве водной фазы получают 56 г/ч смеси, содержащей 19,6 вес.% надпропионовой кислоты, 12,4 вес.% пропионовой кислоты, 12,67 вес.% перекиси водорода, а также 55,33 вес.% воды. Эту смесь отводят из куба колонны через трубопровод 7. Из сепаратора, находящегося в головной части колонны-экстрактора 22, отводят 1829 г/ч бензольного ра Ьтвора, содержащего 9,47 вес.% надпротшоновой кислоты, 6,37 вес.% пропионовой кислоты, 0,05 вес.% перекиси водорода и 0,89 вес.% воды, и подают в виде потока 23 в реактор 24, где происходит реакция эпоксидирования надпропионовой кислоты с Пропиленом. В бензольный раствор надпропионовой кислоты перед подачей в реактор в виде потока 25 добавляют 5 мл/ч 3%-ного раствора указанного стабилизатора. Выход содержащейся в потоке 23 надпропионовой кислоты составляет 96% (в пересчете на перекись водорода). В реактор 24, выполненный в виде трехступенчатого каскада котлов, также подают избыточный пропилен, поступающий по трубопроводу 26. Реакцию проводят под давлением 7 атм Избыток пропилена (в пересчете на надпропио новую кислоту) составляет 220 мол.% (178 г/ч пропилена). Первый реактор трехступенчатого каскада, ко торый также как и оба последующих реактора снабжен Смесительным устройством и имеет емкость 550 мл, работает при 65°С, а второй и третий реакторы так же емкостью 550 мл работают при 70 и 75°С. Общее среднее время пребывания реакционной смеси составляет во всех трех реакторах 45 мин. В первой и во второй реакторы пропилен подают в виде газа. Причем 7,98% вводимого количества (4,235 моля пропилена в ч) додают в первый реактор, так что молярное соотношение прощщена и надпропионовой кислоты составляет 1,75:1. При таких условиях конверсия надпропионовой кислоты составляет 99,7%. Получаемую из третьего реактора в количестве 2012 г/ч реакционную смесь охлаждают до комнатной температуры. Эта смесь в среднем содержит 75,65 вес.% бензола, 5,45 вес.% окиси пропилена, 13,04 вес.% пропионовой кислоты, а также 4,9 вес.% пропилена, 0,06 вес.% монопропионата пропиленгликоля, 0,03 вес.% пропиленгликоля, 0,83 вес.% воды, а также следы этанола, двуокиси углерода и кислорода и ее подают по трубопроводу 27 в сепаратор 28, где давление снижают до нормального. При этом из реакционной смеси удаляется 74,3 г/ч пропилена в виде газа, который рециркулируют по трубопроводу 29 в реактор 24. Выходящую из сепаратора 28 смесь по трубопроводу 30 подают в перегонную колонну 31, в которой отгоняют окись пропилена вместе с растворенным пропиленом, а также часть бензола. Получают 201,9 г/ч дистиллята, содержащего 11,69 вес.%, пропилена 54,31 вес.% окиси пропилена, а также 25,76 вес.% бензола и 8,24 вес.% воды. Этот дистиллят подают через трубопровод 32 в перегонную колонну 33, где noj.умают 108,9 г/ч 99,9%-ной окиси пропилена, а также 23,6 г пропилена. Пропилен рециркулируют по трубопроводу 34В реактор 24, а окись пропилена выводят из процесса через трубопровод 35. Кубовой продукт колонны подают по трубопроводу 36 в сепаратор 37, гДе в качестве тяжелой фазы отделяют 17,54 г/ч водного раствора, содержащего 6,67 Бес.% пропиленгликоля. Этот раствор через трубопровод 38 выводят из процесса. Получаемую в сепараторе 37 органическую фазу, состоящую из водонасыщенного бензола, подают в количестве 52 г/ч через трубопровод 39 в перегонную колонну 40. Кубовой продукт колонны 31 через трубопровод 41 также подают в перегонную колонну 40. Бензол рекуперируют в количестве 1522 г/ч в качестве головного продукта и затем рециркулируют через трубопровод 15 в экстрактор 9. Кроме бензола, в качестве дистиллята колонны 40 получают еще 0,45 г/ч воды, а кубовой продукт, состоящий в основном из пропионО вой кислоты, постунает через трубопровод 42 в работающую под вакуумом перегонную колонну 43. В качестве головного продукта получают 260,6 г/ч пропионовой кислоты, причем 260Д г/ч рециркулируют в виде потока 2 в реактор 1, а остальное количество (0,5 г/ч) после добавки соответствующего количества свежей пропионовой кислоты используют для получения подаваемого в виде потока 25 ра23створа стабилизатора. Из куба колонны 43 отводят 3,26 г/ч дилропионата пропиленгликоля (поток 44). Вькод окиси пропилена составляет 97,4% в пересчете на надпропионовую кислоту, а в пересчете на перекись водорода - 93,. Потери про пионовой кислоты составляют 1,7% от общего подаваемого в потоках 2 и 25 коли чества, причем 0,97% этого количества содержится в дипропионате прошшенгликоля. Из подаваелжэго в реактор 24 количества пропилена (178 г/ч) рекуперируют 97,9 г/ч (55%), которые рециркулируют через трубопро воды 29 и 34 в реактор 24, в ежечасно получаемой окиси пропилена содержится .44,24%. Количество пропилена, которое содержится в ежечасно получаемом дипропионате пропютенгликоля, составляет 0,73 г, а в пропиленглико ле - 0,65 г, что соответствует потере 0,77% в пересчете на количество, подаваемое пс трубопроЕОпу 26. П р и м е р 7. Процесс осуществляют ссгласпо пятому варианту схемы (см. фиг. 5) с использованием экстрактора, изображешгого на фиг. 14, В состоящий из двухступенчатого каскада гсотлов с мешалками реактор i подают 2Ф2 кг/ч (271моль) 99,8%-ной про.пионс1вой кислоты (поток 2) и 29,94 кг/ч водаого растг50ра (поток 3), содержащего в среднем 29,4 вес.% перекиси водорода (259 моль), 33,0 вес.% серной кислоты и 7,5 вес.% nejjoKc серной кислоты. Молярное соотношение перекиси водорода и пропиоНовой кислоты 1,03:1, причем связанная в пероксосерной кислоте перегшсь водорода считается как свободная lijOa При среднем времени пребывания- 35 мин в каскаде котлов с мешалками и при температу реакции 32°С конверсия пропионовой кислоты в перпропионовую кислот) составляет 47,4%. Реакционная смесь (50,06 кг/ч; поток 4) содержит в среднем 28,0 вес.% иадпрогшоновой кислоты, 17,1 вес.% пропионовой кислоты, 7,0 вес.% перекиси водорода, 19,7 вес.% серно кислоты, 4,5 вес.% пероксосерной кислоты и 23,7 вес.% воды. Эту реакщюнную смесь подают вместе с соединенными воднымэ фазами (поток 5) из экстрактора 6 в экстрактор 7. В качестве экстрактора 7 используют пульсирующую колонну с 60 ситчатыми тарелками длиной 6 и и диаметром 72 мм. В качестве э страгирующего агента в кoлoшiy подают 45,74 кг/ч бензола (поток 8), содержащего 0,11 вес.% пропионовой кислоты и 0,12 вес.% воды. У верхнего конца колонны-экстрактора ежечасно отводят 74,27 кг бензольного эксгракта (поток 9), содержащего в сред1 ем .22,3 вес.% надпропионовой кислотьг, 13,8 вес.% 72 пропионовой KHCJioibi, 0,54 вес,% перекиси водорода, 0,86 вес.% воды, а также серной кислоты. Водный рафинат экстракции (поток 10) отводят из нижней части коло1шы в количестве 29,18 кг/ч. Этот рафинят содержит в среднем 11,7 вес.% перекиси водорода, 33,8 вес.% серной кислоты, 7,7 вес.% пероксосерной кислоты, а также 0,09 вес.% нaд poпиoнoвoй кислоты и 0,06 вес.% прогшоновсй кислоты. Поток 10 разделяют на два потока, причем поток 11 в количестве 0,88 кг/ч (3,0%) охводят и перерабатьшают отдельно. Основное количество рафината (поток 12; 28,3 кг/ч) вместе с 10,97 кг/ч 50%-1юй водной перекиси водорода (161,4 моль/ч; поток 13), 0,52 кг/ч 17%-ной водной перекиси водорода (поток 14) и 0,37 кг/ч .95,0%-ной серной кислоты (поток 15; в качестве дополнения потерь для содержащейся в потоке 11 H2S04) подают в перегонную насадочную колонну 16 длиной 4 м и диаметром 150 мм, снабженную конденсатором и выполненным из сплава циркона испарителем. Смесь потоков 12, 13, 14 и 35 подается непосредственно в испаритель. При давлении 55 мм рт. ст., температуре куба 7678° С, температуре в верхней части колонны 38-39° и флегмовом числе 0,55 отгоняют 10,21 кг/ч воды. Этот дастиллят (поток 17) содеряшт 0,04 вес.% перекиси водорода, а также 0,25 вес.% надпропионовой кислоты и 0,16 вес.% пропионовой кислоты. Из куба колонны отводят 29,94 кг водного раствора (лоток 3), содержащего 29,4 вес.% . ,перекиси водорода, 33,0 вес.% серной кислоты и 7,5 вес.% пероксосерной кислоты. После охлаждения до 20° С эту смеСь рециркулируют в реактор 1. Отводимый из водного рафината поток (поток 11; 0,88 icr/ч) перерабатьшают в перегонной насадочной колонне 18 длиной 4 м и диаметрс м 100 мм, которая имеет над расположенным в середине входом сливную тарелку дпя отвода бокового потока. Колонна работает при давлении 50 мм рт. ст., температуре в головной части колонны 38°С и флегмовом числе 0,1. Над кубом колонны вдувают 5,5 кг/ч водяного пара. Из колонны отводят 0,52 кг/ч 17%гной водной перекиси водорода (поток 14) и -тюдают в перегонную колонну 16. Кроме того, в качестве дистиллята получают 4,96 кг/ч воды с 0,04 вес.% перекиси водорода (поток .19), а в кубе по.чушюг 0,90 кг/ч водного расгвора (поток 20), содержащего 1,2 вес.% перекиси водорода, 34.7 вес.% кислоты и 5,6 вес.% перо .к со серной киетоты. Отводлмый из экстрактора 7 бензольный экстракт (поток 9) подают а трехступенчатый экстрактор 6 (см. фиг. 14).
25
В смесительный насос первой ступени подают бензольный экстракт (поток 9) вместе с 1,3 кг/ч свежей воды (поток 21) и 2,34 кг/ч водного раствора, содержащего 0,6 вес.% пропионовой кислоты. Этот водный раствор (поток 22) получают в виде тяжелой фазы дистиллята перегонной колонны 23.
Бензольный раствор, который отводят из первого сепаратора в виде легкой фазы, подают после пропускания через второй экстракционный узел вместе с 0,93 кг/ч свежей воды в смесительный насос 3-ей ступени. Получаемую на этой стадии водную фазу подают на вторую стадию. Получаемые на первой и второй стадиях; вод ные фазы соединяют (поток 5) и рециркулируют в экстрактор 7 в количестве 7,6 кг/ч. Эти соединенные водные фазы содержат в сред нем 3,51 вес.% перекиси водорода, 33,5 вес.% надпропионовой кислоты, 22,0 вес.% пропионовой киспоты, 10,07 вес.% бензола и следы серной кислоты. Из сепаратора третьей стадии отводят 71,25 кг/ч бензольного раствора (поток 24), содержащего в среднем 19,7 вес.% надпрогшоновой кислоты, 12,1 вес.% пропионовой кислоты, 0,19 вес.% перекиси водорода и 4,0 вес.% воды. После добавки 0,11 кг/ч 15%-ного раствора указанного стабилизатора в пропионовой кислоте, подаваемого через трубопровод 25, бензольный раствор подают в реактор 26. Выход надпропионовой кислоты, содержащей ся в потоке 24, составляет 96,6% в пересчете на перекись водорода, подаваемую в виде по|тока 13. В реактор 26 подают 17,03 кг/ч про. пилена (поток 27). Избыток пропилена (в пересчете на надпро|Ш1оновую кислоту) составляет 160 мол.%. Реакцию проводят под повышенным давлением. В первом реакторе устанавливают давление 8,5 атм. Второй реактор и подключенная реакционная труба работают под давлением 10 атм Температура в первом реакторе 70°С.В после дующих реакторах температура 70-80°С. Обще среднее время пребывания реакционной смеси во всех реакторах 25 мин. Пропилен подают в виде газа в первый и второй реакторы, причем 68% вводимого коли чества (405,5 моль/ч пропилена) подают в пер вый реактор. Молярное соотношение пропилена и надпропионовой кислоты 1,77:1. При таких условиях реакции конверсия надпропионовой кислоты 99,5%. Получаемую в количестве 88,39 кг/ч реакционную смесь охлаждают до. кокшатной температуры за третьим реактором. Эта реакционная смесь в среднем содержит 51,6 вес.% бензола, 9,99 вес.% окиси пропилена, 0,21 вес.% монопропионата пропиленгликол
9407226
0,07 вес.% пропиленгликоля и 3,29 вес.% воды, а также следы этанола, двуокиси углерода и кислорода. Ее подают через трубопровод 28 в сепаратор 29, где давление понижают до нор5 мального. При этом из реакционной смеси удаляется 10,27 кг/ч пропилена в виде газа, который рециркулируют через трубопровод 30 в реактор 26.
Выходящую через трубопровод 31 из сепара0 тора 29 смесь, содержащую окись пропилена, подают в перегонную колонну 32, в которой отгоняют окись пропилена вместе с пропиленом, а также часть бензола. Получают 13,11 кг/ч дистиллята, содержащего 2,1 вес.% пропилена. 67,2 вес.% окиси пропилена, а также 26,25 вес.% бензола и 4,45 вес.% воды. Этот дистиллят подают через трубопровод 33 в перегонную колонну 4, из которой отводят 8,74 кг/ч 99,9%-ной окиси пропилена (поток 35), а также 0,28 кг/ч пропилена, который рециркулируют через трубопровод 36 в реактор 26. Кубовый продукт колонны подают через трубопровод 37 в сепаратор 38, где в виде тяжелой фазы отделяют 0,67 кг/ч раствора, содержащего 16 вес.% пропиленгликоля, и через трубопрювод 39 выводят из процесса. Получаемую в сепараторе 38 органическую фазу, состоящую из водонасыщенного бензола, подают.в количестве 3,45 кг/ч через трубопровод 40 в перегонную колонну 23. Кубовой продукт колонны 32, состоящий в основном из бензола и пропионовой кислоты, через трубопровод 41 также подают в перегонную колонну 23. В качестве головного продукта колонны 23 получают смесь, состоящую из бензола и воды, которая после конденсации разделяется на водную и бензольную фазы. Бензольную фазу, которая, кроме бензола, содержит 0,11 вес.% пропионовой кислоты и 0,12 вес.% воды и которую получают в количестве 45,74 кг/ч, рециркулируют в виде потока 8 в экстрактор 7. Водную фазу дистиллята колонны 23, содержащую 0,6 вес.% пропионовой кислоты, подают в количестве 2,34 кг/ч в виде потока 22 в экстрактор 6. Кубовой продукт колонны 23, который в основном состоит из пропионовой кислоты, поступает через трубопровод 42 в jftботающую под вакуумом перегонную колонну 43, где в качестве головного продукта получают 19,74 кг/ч пропионовой кислоты, которую после добавки через трубопровод 44 0,38 кг/ч пропионовой кислоты, необходимой для восполнения потерь пропионовой кислоты, рециркулируют в реактор 1 в виде потока 2. Из куба колонны 43 отводят 0,47 кг/ч дипропионата пропиленгликоля (поток 45). 27 Выход окиси пропилена составляет 96,5% в пересчете на используемую в реакторе 26, надпропионовую кислоту, а в пересчете на подаваемую в виде потока 13 перекись водорода 93,22%. Потери пропионовой кислоты составляют 2,37% от общего подаваемого в виде потока i24 количества, при этом 1,83% этого количества содержится в дипропионате пропиленгликоля. Из подаваемого в реактор 26 количества про пилена (17,03 кг/ч) рекуперируют 10,55 кг/ч (61,95%) и рециркулируют в реактор 26 через трубопроводы 30 и 36, а также в виде потока 27; в ежечасно получаемой окиси пропилена содержится 37,12%. Количество пропилена, которое содержится в дипропионате пропиленгликоля, подаваемого по трубопроводу 44, составляет 0,105 кг, а количество пропил ена, содержащее в пропиленгликоле, составляет 59 г, что соответствует общей потере 0,96% (в пересчете на ежечасно подаваемое количество пропилена). Количество пропилена, связанное в пропилен гликоле и его дипропионате, составляет 2,6 (в пересчете на количество пропилена, содер жащееся в получаемой окиси пропилена). Формула изобретения 1. Способ получения окиси пропилена взаямо 1действием карбоновой киспоты с водной перекисью водорода при температуре 10-70° С в присутствии водорастворимого кислого катилизатора с последующим осуществлением зкс:фак ции реакционного раствора бензолом, отделения рафината, эпоксидирювания получаемым при этом экстрактом, содержащим надкарбоноВую кислоту, пропилена в среде органического растворителя с последующим выделением окиси (Пропилена и рециркуляцией непрюреагироваищи исходных продуктов, отличающийся тем что, с целью повьпиения выхода окиси прогшле 2 на, гг качестве карбоновой кислоты использую пропионовую кислоту, которую подвергают взаимодействию с 20-25%-ной по весу перекисью водорода в присутствии 10-45% ноге по весу водорастворимого кислого катализатора, получаемый после экстракции рафинат, содержащий 40-90 вес.% воды, перекись водорода и катализатор, подвергают перегонке с последующей подазей на первую стадто процесса, причем и/или после перегонки к рафинату добавляют 10- 90%-ную по весу перекись водорода, бензольный экстракт обрабатывают 1-10 об.% воды или оборотной воды и/или непосредственно подают на реакцию с пропиленом, или подвергают азеотропной перегонке до остаточного содержания воды, равного 0,01-0,5 вес.%, и получаемый при этом в качестве кубового продукта раствор, содержащий надпропионовую и пропионовую кислоты, используют для эпоксидирования при температуре 40-100° С и давлении 2-30 атм. 2.Способ по п. 1, отличающийся тем, что реакцию пропионовой кислоты с 20-35%ной по весу перекисью водорода проводят при мольном соотнощении, равной 1;0,8-1,5. 3.Способ по п. 1, отличающийся тем, что реакцию пропионовой кислоты с 20-359 -ной по весу перекисью водорода проводят при мольном соотнощении, равном 1:3,5-5. .П-риоритет по признакам 30.04.75- бензольный экстракт, обработанный водой, подвергают азеотропной перегонке; 25.07.76- бензольный экстракт, обработанный водой, непосредственно подают на JKакцию с пропиленом. Источники информации, принятые во внимание при экспертизе 1.Вьшоженная заявка ФРГ № 1618625, кл. С 07 d, опублик. 197). 2.Выложенная заявка ФРГ N 1917031, кл. С 07 d, опублик. 1969. 3.Выложенная заявка ФРГ N 2312281, кл. С 07 d, опублик. 1974.
hfe
Г7
11
13
П
f
12 ,SO
tl
32
26
г
Ik
n
31 ,n . i9
yt
JJ Y LJ LilL el tfe
Фиг. It Tf
«
37
V/
35
3i
16
If
13
фu
Фиг.8
Фиг.9
Ф1Л.10
Фиг.11
I
2/
J
л
Деионизиробаннаи Вода фиг.12
(fc
ts
S
L Mфиг. 12
фиг.1
