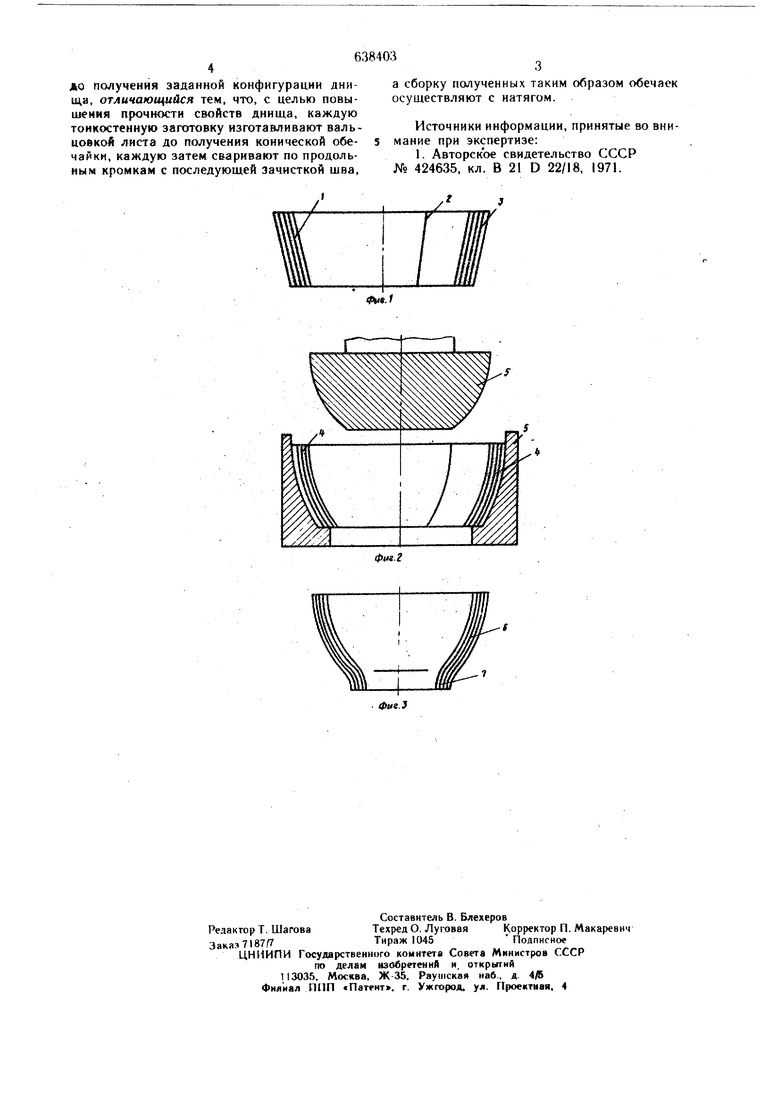
до получения заданной конфигурации днища, отличающийся тем, что, с целью повышения прочности свойств днища, каждую токкостенную заготовку изготавливают вальцовкой листа до получения конической обечайки, каждую затем сваривают по продольным кромкам с последующей зачисткой щва.
а сборку полученных таким образом обечаек осуществляют с натягом.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 424635, кл. В 21 D 22/18, 1971.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для выращивания микроорганизмов | 1984 |
|
SU1232678A2 |
| Устройство для гранулирования материалов | 1989 |
|
SU1694197A1 |
| Аппарат для выращивания микроорганизмов | 1979 |
|
SU973608A2 |
| Аппарат для термообработки гранулированного и сыпучего материала | 1988 |
|
SU1589010A1 |
| Способ изготовления многослойных изделий | 1976 |
|
SU606662A1 |
| Фильтр для очистки газов | 1975 |
|
SU584873A1 |
| Бункерное устройство | 1982 |
|
SU1025596A1 |
| Способ изготовления многослойных сосудов давления | 1980 |
|
SU853874A1 |
| Подъемник-кантователь для загруженных текучей средой емкостей | 1982 |
|
SU1008122A1 |
| Аппарат гидротермальной обработки | 1988 |
|
SU1533748A1 |
