(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ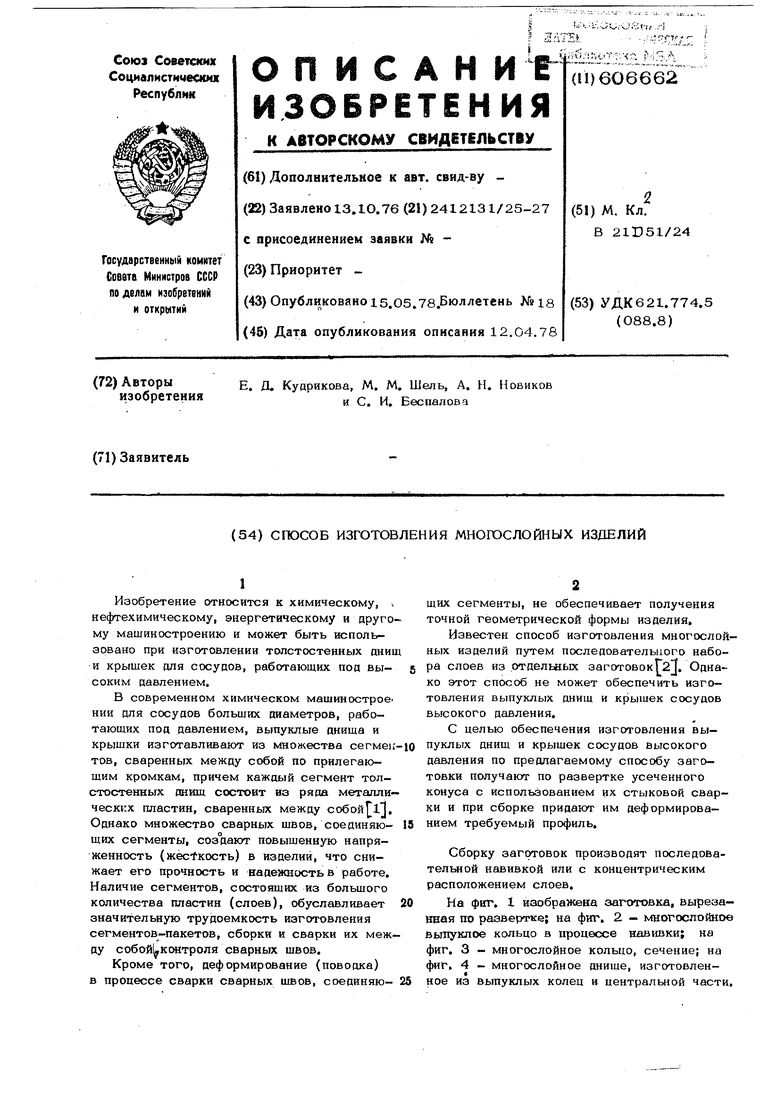
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления выпуклыхиздЕлий | 1979 |
|
SU846004A1 |
| Способ изготовления многослойных сосудов давления | 1980 |
|
SU853874A1 |
| Способ изготовления выпуклых изделий | 1986 |
|
SU1465160A1 |
| Способ изготовления многослойных сосудов | 1984 |
|
SU1189556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Способ изготовления многослойных корпусов сосудов | 1974 |
|
SU659828A1 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
| Способ изготовления сверхнегабаритных многослойных корпусов сосудов высокого давления и труб | 1977 |
|
SU770623A1 |
| Способ изготовления многослойных сосудов давления | 1984 |
|
SU1189555A2 |
1
Изобретение относится к химическому, , нефтехимическому, энергетическому и другому машиностроению и может быть использовано при изготовлении толстостенных днищ и крышек для сосудов, работающих под высоким давлением.
В современном химическом машинострое НИИ для сосудов больших диаметров, работающих под давлением, выпуклые днища и крышки изготавливают из множества сегмеь тов, сваренных между собой по прилегающим кромкам, причем каждый сегмент толстостенных днищ состоит из ряда металлических пластин, сваренных между собойГ11. Однако множество сварных швов, соединяющих сегменты, соз°дают повышенную напряженность (жесткость) в изделии, что снижает его прочность и надежность в работе. Наличие сегментов, состотцих из больщого количества пластин (слоев), обуславливает значительную трудоемкость изготовления сегментов-пакетов, сборки и сварки их между собой контроля сварных швов.
Кроме того, деформирование (поводка) в процессе сварки сварных швов, соединяющих сегменты, не обеспечивает получения точной геометрической формы изделия.
Известен способ изготовления многосло1Чных изделий путем последовательного набора слоев из .отдельных заготовокГ2. Однако этот способ не может обеспечить изготовления выпуклых днищ и крышек сосудов высокого давления.
С целью обеспечения изготовления выпуклых днищ и крышек сосудов высокого давления по предлагаемому способу заготовки получают по развертке усеченного конуса с использованием их стыковой сварки и при сборке придают им деформированием требуемый профиль.
Сборку заготовок производят последовательной навивкой или с концентрическим расположением слоев.
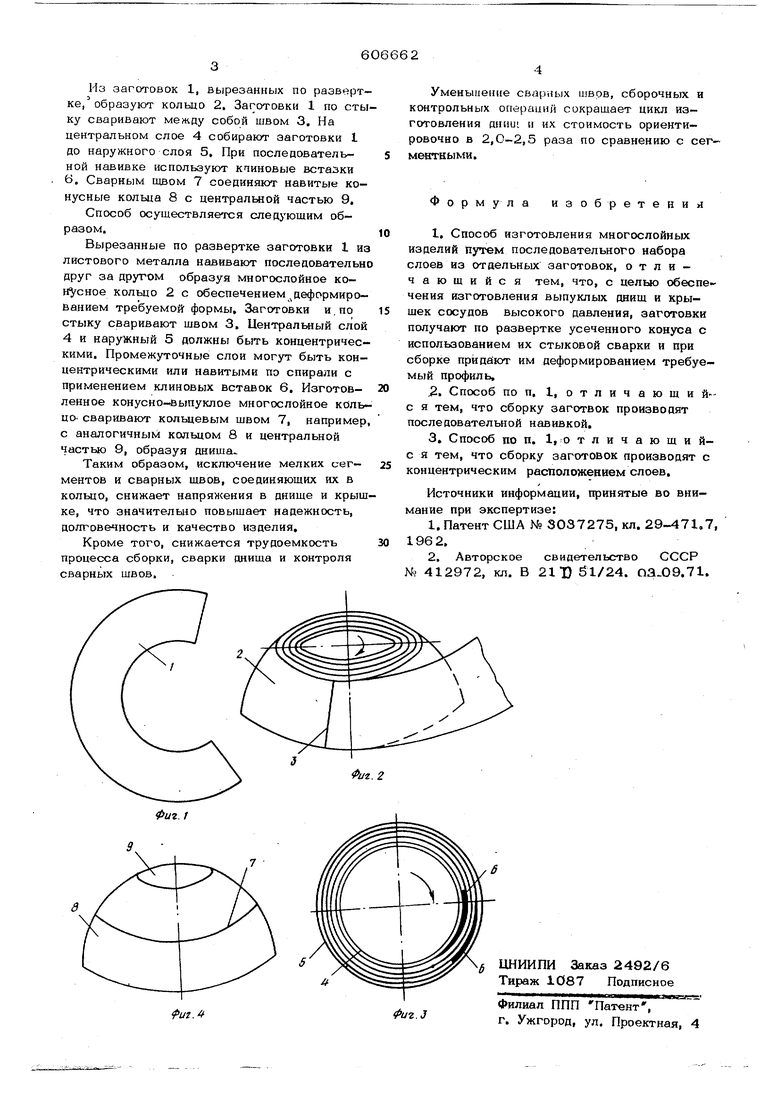
На фиг. 1 изображена заготовка, вырезанная по развертке; на фиг. 2 - многослойное выпуклое кольцо в процессе навивки; на фиг. 3 - многослойное кольцо, сечение; на фиг, 4 - многослойное днище, изготовленное из выпуклых колец и центральной части.
