Станочные параллельные тиски имеют тот недостаток, что их губки обычно стремятся выжать зажимаемую деталь кверху. Поэтому предлагается губки выполнять поворотными вокруг осей, расположенных выше рабочей поверхности губок. Такое устройство обусловливает возникновение при зажимании изделия силы, стремящейся повернуть губки тисков книзу, вследствие чего они не только не выжимают изделия вверх, но, наоборот, прижимают его к опорной поверхности тисков.
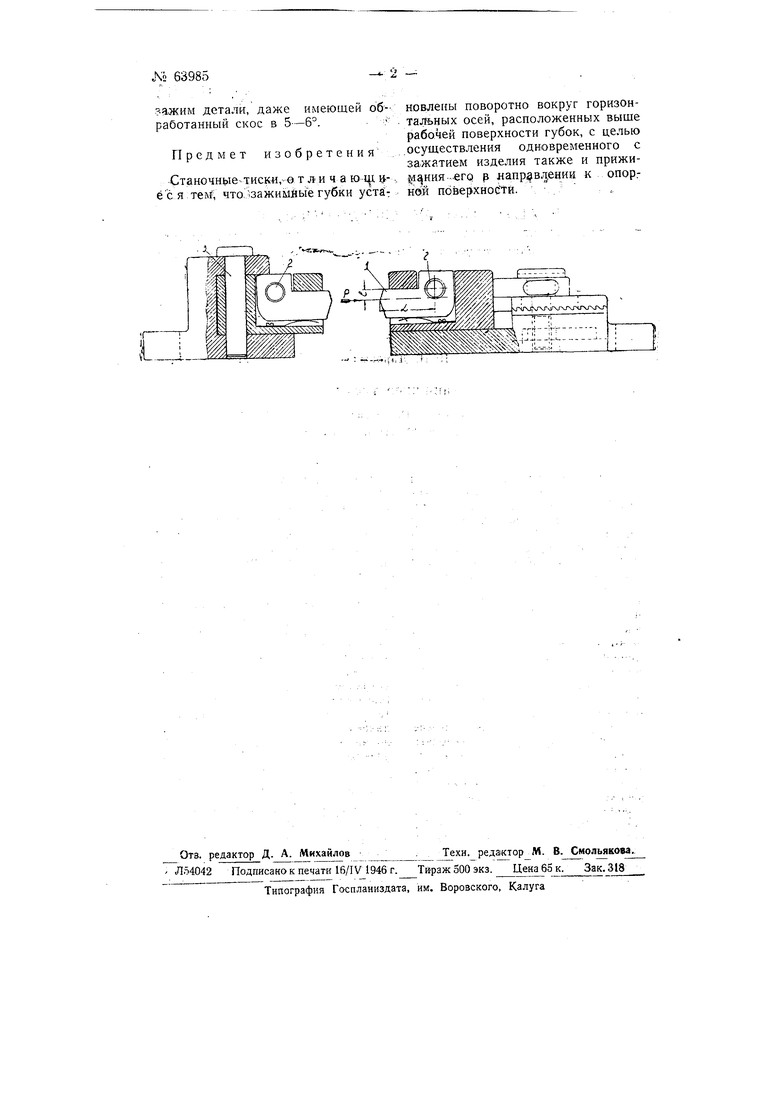
На чертеже изображён вид боковых рабочих частей тисков сбоку, с частичным разрезом.
Как уже выше указано стремление губок раздвижных станочных тисков существующей системы при зажи1ме даже обработанной предварительно детали выжать её кверху после фрезеровки или строжки даёт непараллельные стороны. Для устранения выжимания из тисков детали рабочий обйчно зажимает деталь предварителМо, после чего осаживает деталь лёгким постукиванием молотком, но это не устраняет выжимания детали, а лищь уменьатает степень непараллельности.
Для устранения вышеуказанного на практике прибегают к зажиму деталей, не имеющих выступов для опоры планки, к креплению в расклин или с постановкой накладных крепёжных планок.
Как тот, так и другой способы не всегда гарантируют параллельную обработку плоскостей, требуют много времени и значительно понижают производительность.
Предлагаемая конструкция тисков устраняет вышеописанные дефекты. 15лагодаря наличию эксцентриситета у губок 1 к линии залсима, создаваемого их креплением поворотно на осях 2, деталь по мере увеличения силы сжатия Р прижимает ся к плоскости основания с силой -, где /-эксцентриситет, L-длина губки. Наличие свободного поворота левой губки 1 вокруг штыря 3 обеспечивает известным уже образом зажим детали с непараллельными сторонами. Кроме того данная конструкция обеспечивает эажим детали, даже имеющей об-работанный скос в 5-6°. Предмет изобретения Станочные тиски, о т Ли ч а ю ш и-S ёся тем, что-зажимйые губки уста-: новле ы поворотно вокруг горизонтальных осей, расположенных выше рабочей поверхности губок, с целью осуществления одновременного с зажатием изделия также и прижи « ния-егр р лапрэвл.ении к опор,ной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ДЕТАЛИ | 1992 |
|
RU2047459C1 |
| Машинные тиски | 1977 |
|
SU818848A1 |
| Наладка тисков | 1989 |
|
SU1719192A1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1992 |
|
RU2036072C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2066611C1 |
| Двухместные станочные тиски | 1966 |
|
SU967789A1 |
| Зажимное устройство с самоцентрирующимся механизмом | 2021 |
|
RU2773979C1 |
| Быстродействующие тиски | 1987 |
|
SU1489963A1 |
| СТАНОЧНЫЕ ТИСКИ | 1993 |
|
RU2091203C1 |
