Изобретение относится к вспомогательным устройствам для металлообрабатывающих станков, предназначено для установки и закрепления в рабочее положение изделий с несколькими, подлежащими обработке, поверхностями и может быть использовано в качестве наладки к фрезерным станочным тискам.
Известно устройство для установки детали к станочным тискам, монтируемое на верхних и торцевых плоскостях неподвижной и подвижной губок станочных тисков, (Ансеров М.А. Приспособления для металлорежущих станков, М. Машиностроение, 1966, Л. с.503).
Недостатком известного устройства для установки детали является то, что часть обработанных в нем изделий имеют отклонения от чертежа, в частности при фрезеровании шлица на гайках или головках винтов наблюдается смещение получаемого шлица из-за колебания наружного (базового) диаметра гайки или головки винта.
Известно также устройство для установки в рабочее положение обрабатываемой детали (а. с. СССР N 1504057, кл. B 23 O 3/00). Оно содержит корпус, представляющий собой упругую вилку с выполненными в ней отверстиями, одно из которых расположено в основании прорези вилки, а два других соосных в губках последней перпендикулярно первому, и зажимной узел, имеющий винт и установочное гнездо с базовыми поверхностями "а" и "б", перпендикулярными оси винта. Резьбовые поверхности винта имеют различный диаметр и шаг резьбы (М 10 х 1 и М 16 х 2). Резьбой М 10 х 1 винт ввинчен в упор корпуса. На резьбу М 16 х 2 навинчен ползун, застопоренный от вращения относительно корпуса. Винт установлен в отверстии упругой вилки. При завинчивании винта губки вилки перемещаются равномерно, обеспечивая самоцентрирование закрепляемой детали в гнезде с базовыми поверхностями, благодаря чему вышеуказанные смещения шлицев исключаются, а качество и товарный вид обрабатываемого изделия повышаются. Это устройство по технической сущности наиболее близко к предлагаемому.
Недостатком этого устройства является то, что оно имеет ограниченные технологические возможности, так как при каждой смене обрабатываемой поверхности требуется производить перенастройку детали, ее новое открепление и закрепление.
Техническим результатом изобретения является уменьшение времени настройки детали в рабочую позицию при смене обрабатываемых поверхностей.
На фиг. 1 изображено устройство для установки детали (штрих-пунктирными линиями показана закрепляемая деталь); на фиг.2 вилка с боковыми опорами в виде дисков.
Устройство для установки детали содержит корпус в виде упругой вилки 1 с выполненными в ней отверстиями, одно из которых 2 расположено в основании прорези 3 вилки 1, а два других соосных отверстия 4 в губках 5 последней перпендикулярно первому, и зажимной узел струбцину 6, имеющую винт 7 и установочное гнездо 8 с базовыми поверхностями "а" и "б", образованными зевом струбцины 6. Струбцина 6 имеет цилиндрический хвостовик 10, установленный в отверстии 2, а установочное гнездо 8 образовано зевом скобы струбцины 6. Устройство снабжено боковыми опорами, выполненными в приведенном варианте в виде ступенчатых дисков 11, меньшая ступень которых 12 расположена со стороны торца "в" диска 11 и установлена в соосных отверстиях 4, а на большей ступени диска 11 со стороны торца "К" выполнен выступ 13 с базовой поверхностью 14, параллельной оси меньшей ступени 12. На базовой поверхности "Н" струбцины 6, на торцевой поверхности "М" губок 5 и на периферийной части вилки 1, примыкающей к струбцине 6 и на внешних торцах дисков 11 нанесены соответствующие деления 15 и 16, нулевые значения которых соответствуют параллельному расположению поверхности "а" установочного гнезда 8 и базовым поверхностям 14 выступов 13 в исходном положении. Диски 11 имеют окна 17, выполненные против делений 15 на губках 5.
Устройство для установки детали используется в качестве наладки к фрезерным станочным тискам, в которых оно зажимается при установке за диски 11, опираясь при этом базовой поверхностью 14 выступов 13 на горизонтальные поверхности губок станочных тисков. Тиски в данном случае взяты поворотными (не показаны). В установочном гнезде 8 струбцины 6 устанавливается деталь 18 (в данном примере державка резца), в которой необходимо обработать поверхности "Г", "Д", "Е", "Ж".
Вначале устройство настраивают на фрезерование поверхности "Д". Для этого поворачивают тиски в горизонтальной плоскости, а струбцину 6 с хвостовиком 10 вместе с вилкой 1 и закрепленной в струбцине 6 деталью 18 на меньшей ступени 12, чтобы образующая поверхность "Д" закрепленной детали 18 расположилась параллельно направлению подачи стола фрезерного станка.
Для фрезерования поверхностей "Е", "Ж" поступают аналогично настройке для фрезерования поверхности "Д", осуществляя соответственно повороты тисков, струбцины 6 с хвостовиком 10 в отверстии 2 с наблюдением за положением делений 15 относительно нулевого значения на вилке 1 и поворотом вилки 1 на ступенях 12 с наблюдением за положением делений 16 относительно нулевого значения на диске 11.
При настройке детали 18 под обработку всех поверхностей ("Д", "Е", "Ж", "Г") перенастройки (раскрепления и последующего закрепления детали) не требуется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ДЕТАЛИ | 1991 |
|
RU2022756C1 |
| Угломер | 1988 |
|
SU1835484A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КОЛЛЕКТОРНОЙ ПЛАСТИНЫ НА ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОМ СТАНКЕ | 1993 |
|
RU2085356C1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| Комбинированное зажимное устройство к верстаку для ювелирных работ и набор приспособлений к нему | 2015 |
|
RU2612858C1 |
| Машинные тиски | 1977 |
|
SU818848A1 |
| УНИВЕРСАЛЬНАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА ДЛЯ МАЛОГАБАРИТНЫХ СВЕРЛИЛЬНЫХ И СВЕРЛИЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ | 2017 |
|
RU2666788C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ | 1993 |
|
RU2121428C1 |
| Многоместная наладка для установки деталей | 1990 |
|
SU1796437A1 |
| Зажимное устройство с самоцентрирующимся механизмом | 2021 |
|
RU2773979C1 |
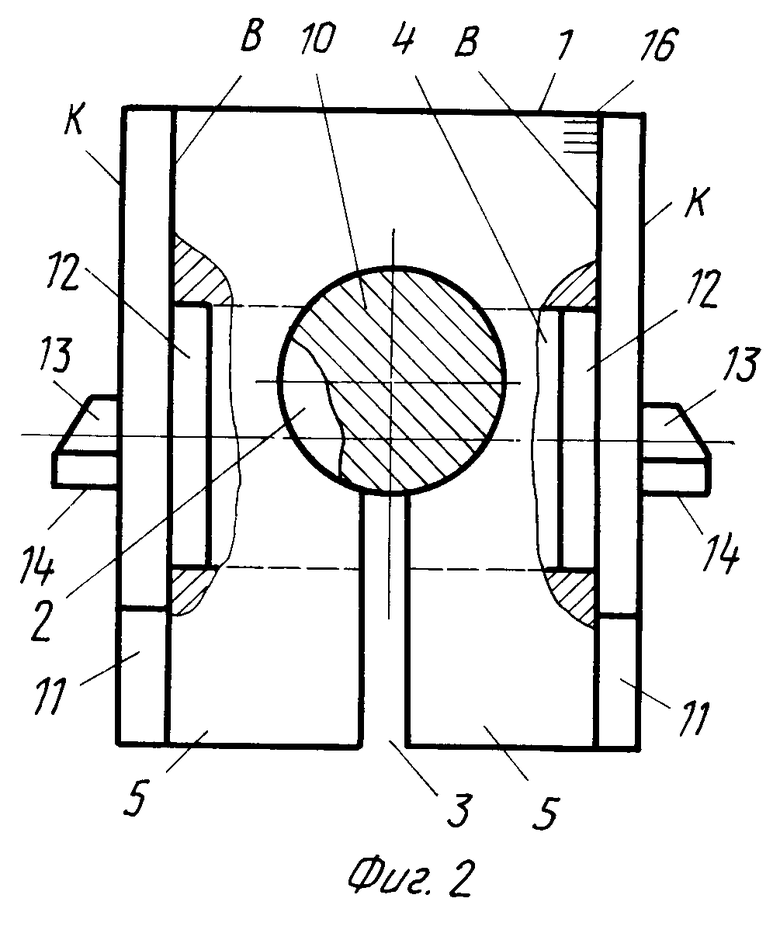
Использование: в металлообработке, в частности для наладки к фрезерным станочным тискам. Сущность изобретения: устройство содержит корпус в виде упругой вилки (В)1 с отверстием 2 у основания прорези 3 и отверстием 4, нормальным губкам 5, зажимной узел, имеющий корпус (К)6 с крепежным винтом 7 и установочным гнездом 8 с базовыми поверхностями "а" и "б". К6 зажимного узла цилиндрическим хвостовиком 10 установлен в отверстии 2 по подвижной посадке. Устройство снабжено фланцами 11 с осями 12 на внутренних торцах "в", выступами 13 на внешних торцах "К" с базовыми площадками 14, параллельными осям 12. На боковой поверхности "Н" К6, на торцевой поверхности "М" губок 5 и на периферийной части "И" В, примыкающей к К6, и фланца 11 нанесены деления, нулевые значения которых соответствуют параллельному расположению опорной поверхности "а" гнезда 8 и базовым площадкам 14 выступов 13 в исходном положении, а фланцы 11 имеют окна 17, выполненные против делений на губках 5. В гнезде 8 К6 устанавливается деталь (Д)18 (в данном примере державка резца), в которой необходимо обработать поверхности "Г", "Д", "Е", "Ж", расположенные под различными углами к опорной поверхности державки резца. Для этого поворотом тисков в горизонтальной плоскости и поворотом корпуса с хвостовиком 10 вместе с В1, закрепленной Д18 вокруг осей 12 так, чтобы образующая, например обрабатываемой поверхности "Д", закрепленной Д18, расположилась параллельно подачи стола фрезерного станка. Для фрезерования поверхностей "Е", "Ж" поступают аналогично настройке фрезерования поверхности "Д", осуществляя соответственно при этом повороты тисков и повороты корпуса 6 зажимного узла с хвостовиком 10 в отверстии 2 с наблюдением за положением делений 15 относительно нулевого значения на В1 и поворотом В1 на осях 12 с наблюдением за положением других делений относительно нулевого значения фланца 11. При настройке Д18 под обработку других поверхностей ("Е", "Ж" и "Г") перенастройки (раскрепления и последующего закрепления детали) не требуется. 2 з. п. ф-лы, 2 ил.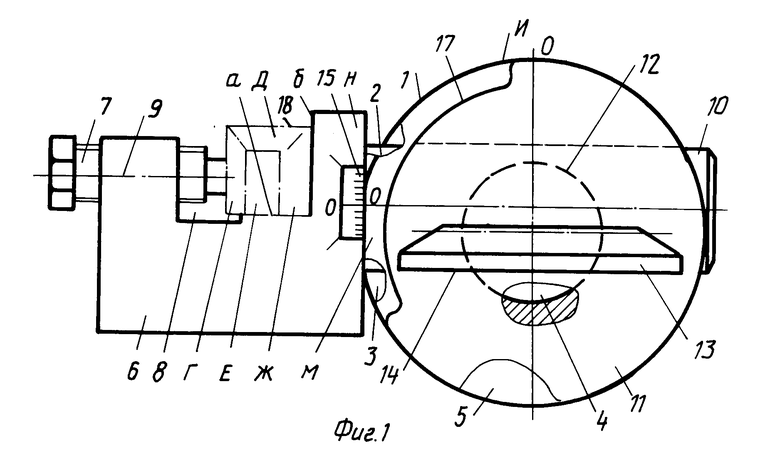
| Самоцентрирующее зажимное устройство | 1987 |
|
SU1504057A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
