Отличительнойособенностью
предлагаемого приспособления является применение пружинящей оправки, получающей осевые возвратно-поступательные движения. Оправка эта захватывает дисковую заготовку из стопы и подаёт её к захватным клещам, поворотным вокруг оси, параллельной оправке, и передвижным вдоль этой оси. Этими .виженпями клещи подают заготовку к рабочим органам пресса.
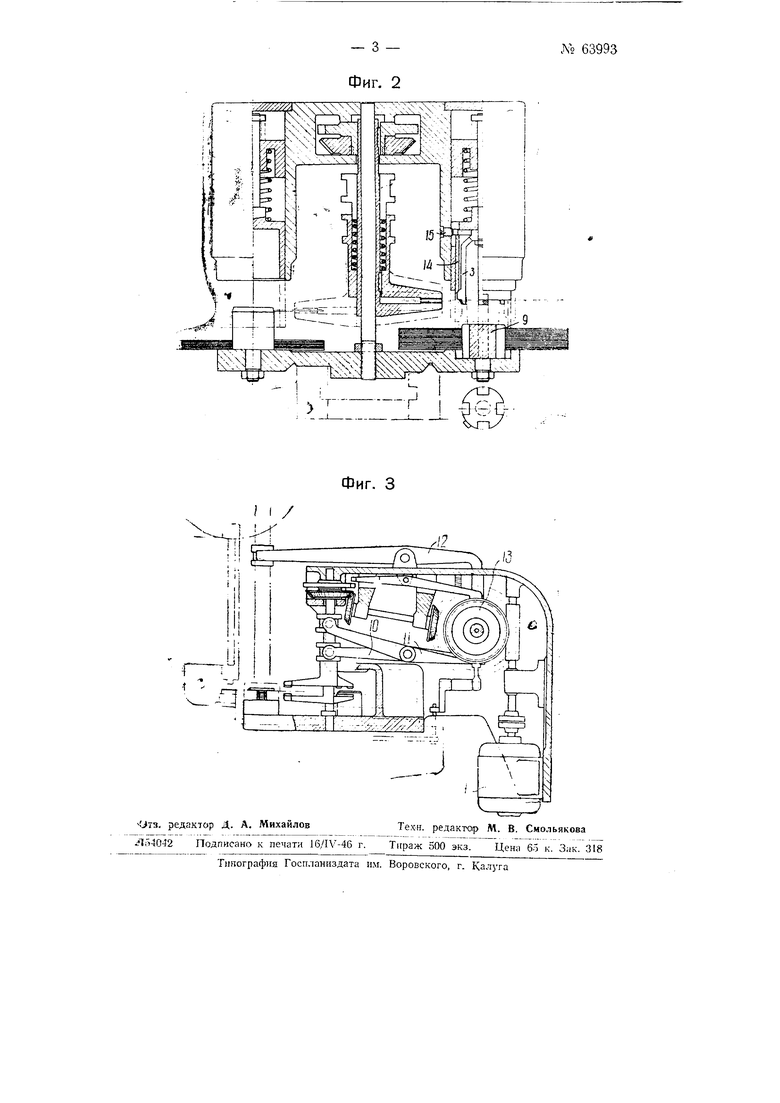
На чертеже фиг. 1 изображает приспособление в виде сверху, фиг. 2 - в разрезе по АБ и фиг. 3 -в разрезе по ВГ фиг. I.
От двигателя 1 вращение передаётся через червячную пару 13 распределительному валу 2 с сидящими на нём кулачными щайбами и щестернёй передачи 4, управляющими всеми движениями приспособления.
Дисковые заготовки поднимаются из стопы пружинящей оправкой 3, которая имеет четыре губки с мелкой насечкой. Оправка 3, получая вертикальное движение от рычага 6, опускается на стопу заготовок. В это время губки оправки заходят в пазы стержня 9. При дальнейщем движении оправки 14, двигавшаяся вместе с ней, упирается в стопу и проскальзывает При этом оправка разжимается.
Дальнейшего движения оправки вниз не происходит, незавнсимо от высоты стопы, благодаря пмеющн ься в ней упорам. Излишек хода рычага поглощается пружиной.
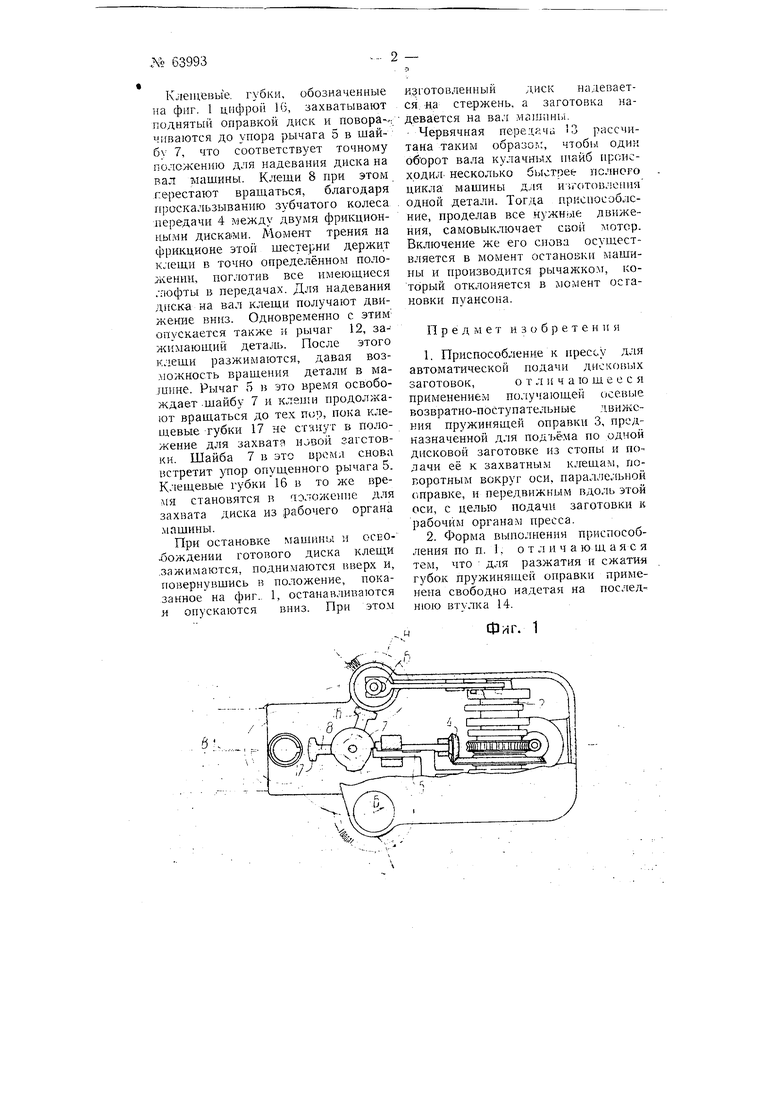
При движении вверх оправка 3 поднимает один диск. Поднятпе только одного диска обеспечивается углом нак,;юна прил-симных поверхностей губок. Поднявши днскзаготовку, оправка останавливается в положении, показанном Tia
фиг. 2.
Захват поднятого диска и подача его в рабочий орган пресса производится кле-щамп 8. После зажатия клещей оправка 3 снова начинает подниматься вверх. При этом, втулка 14, дойдя до упора 15. заходитна оправку, сжпмая её губ-кп «освобождая диск. Движение оправкп вниз для повторения описанного цикла начинается после поворота клещей 8 с захваченным.
диском.
Захватные клещи 8 приводятся во вращение з,убчатой передаче 4.
Разжатие клещей производится рычагами 10 и П. Зажатпе клещей осуществляется пружиной. Те же рычагн служат и для поднимания 1ШП опускания захватных клешен. что достигается соответствующим профилем кулачных щайб на валу 2. Клещевые, губки, обозначенные на фиг. 1 цифрой 16, захватывают поднятый оправкой диск и повора-.. чиваются до упора рычага 5 в шайбу 7, что соответствует точному положению для надевания диска на вал машины. Клещи 8 при этом перестают вращаться, благодаря проска.чьзыванию зубчатого колеса передачи 4 между двумя фрикционными диска ми. Момент трения на фрикционе этой шестерни держит клещи в точно определённом положении, поглотив все име ощиеся .тюфты в передачах. Для надевания диска на вал клещи получают движение вниз. Одновременно с этим опускается также и рычаг 12, заЖ1 мающий деталь. После этого клещи разжимаются, давая возможность вращения детали в ма1пине. Рычаг 5 )i это время освобождает .шайбу 7 и продолжают вращаться до тех пир, пока клеидевые губки 17 не стниут в положение для захвата новой гагстовки. Шайба 7 в это ирсмл сновл встретит упор опущенного рычага 5. Клещевые губки 16 в то же время становятся в аэложеппе для захвата диска из рабочего органа машины. При остановке машины и ОСЕО-бождеиии готового диска клещи .зажимаются, поднимаются вверх и, повернувшись в положение, показанное на фиг.. 1, останавливаются и опускаются вниз. При этом изготовленный диск надевается, на стержень, а заготовка надевается на вал машины. Червячная пере: ;р.Чи 3 рассчитана таким образов:, чтобы один оборот вала кулачных итайб происходил, несколько быстрее- полного цикла машины для изготовления одной детали. Тогда приспособление, проделав все нужные движения, самовыключает свой дютор. Включение же его снова осуплествляется в момент остановки машипы и производится рычажко.м, который отклоняется в момент осгановки пуансона. Пред м е т изобретения 1.Приспособление к прессу для автоматической подачи дисковых заготовок,о т л и ч а ю щ е е с я применением по.чучаюшей осевые возвратно-поступательные движения пружинящей оправки 3, предназначенной для подъёма по одной дисковой заготовке из стопы и подачи её к захватным клещам, поворотным вокруг оси, параллельной оправке, и передвижным вдоль этой оси, с целью подачи заготовки к рабочим органам пресса. 2.Форма вь полнения приспособления по п. 1, от ; и ч а ю щ а я с я тем, что для разжатия и сжатия губок пружинящей оправки применена свободно надетая на последнюю втулка 14. Фиг. 1
S.
- 3 -
До 63993 Фиг. 2
1
з
г
г
}Г770ч-
11
art
i 5Ш1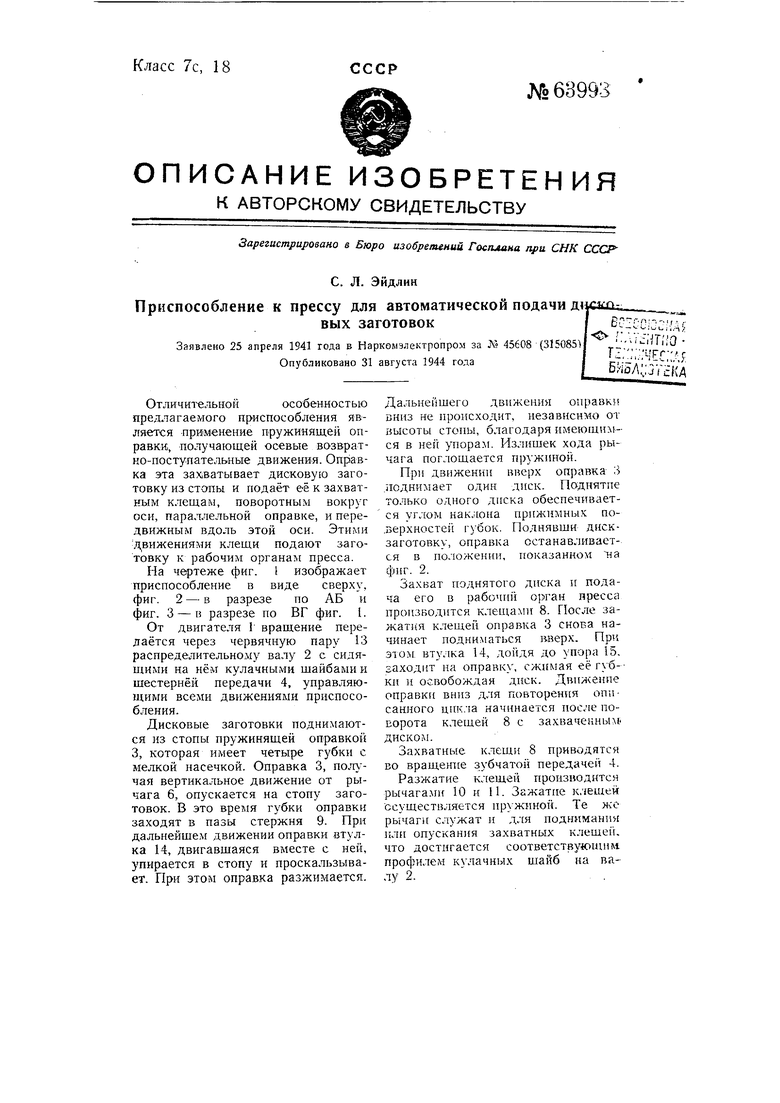
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Машина для изготовления дисковых колес | 1926 |
|
SU10983A1 |
| Приспособление для крепления шомпола к винтовке | 1943 |
|
SU67495A1 |
| Автооператор | 1974 |
|
SU494238A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ КРЮЧКОВ И ВПЛАВЛЕНИЯ ИХ В СТЕКЛЯННЫЕ ПОДДЕРЖИВАЮЩИЕ ОСТОВЫ ДЛЯ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ | 1925 |
|
SU13916A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| ЗАТЯЖНАЯ МАШИНА | 1929 |
|
SU27311A1 |
| УСТРОЙСТВО для ПОДАЧИ ПАКЕТОВ ФАНЕРЫ В КЛЕИЛЬНЫЙ ПРЕСС | 1967 |
|
SU204244A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Машина для автоматического прикрепления различных электродов к поддерживающим токопроводящим проволокам на ножках электронных ламп | 1927 |
|
SU23280A1 |
Фиг. 3
