Радиаторные трубки перед наборкон в сот сортируются по длине, так как после операций резки и разделки концов они разнятся в длине, причём эта разница значительно превышает допускаемые отклонения. Трубки сортируются по группам таким образом, что в каждой группе трубок допускаемые отклонения отсчитываются от своего номинала.
Метод сортировки трубок поодиночке, при помощи ручного приспоссбления, крайне непроизводителен, утомителен и не даёт гарантии отбора трубок в пределах установленных отклонений по причинам субъективного порядка.
Предлагаемый станок производит сортировку трубок механическим путём, автоматически, причём за рабочим остаются лишь функции пополнения бункера трубками и общее наблюдение за работой станка.
Достигается это применением вращающихся дисков, из которых один несёт калибры, получающие осевое перемещение. Калибры зажимают сортируемые трубки, стержни и т. п., поступающие из бункера, и освобождают их над соответствующим приёмным ящиком.
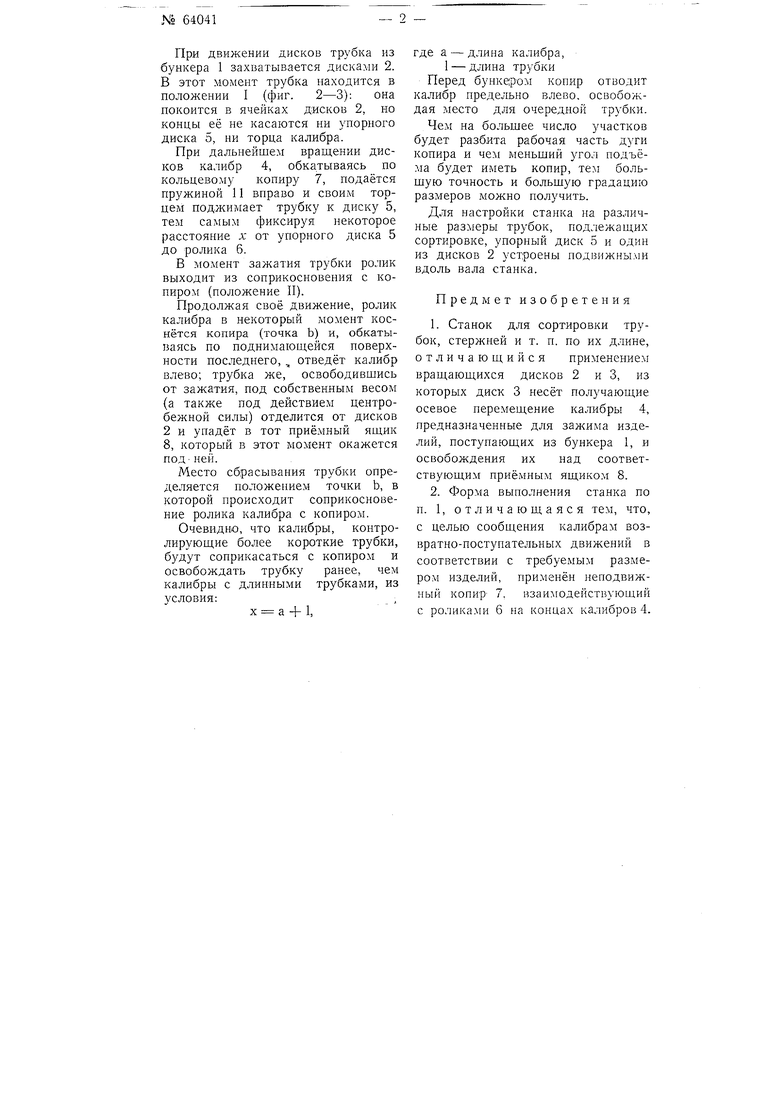
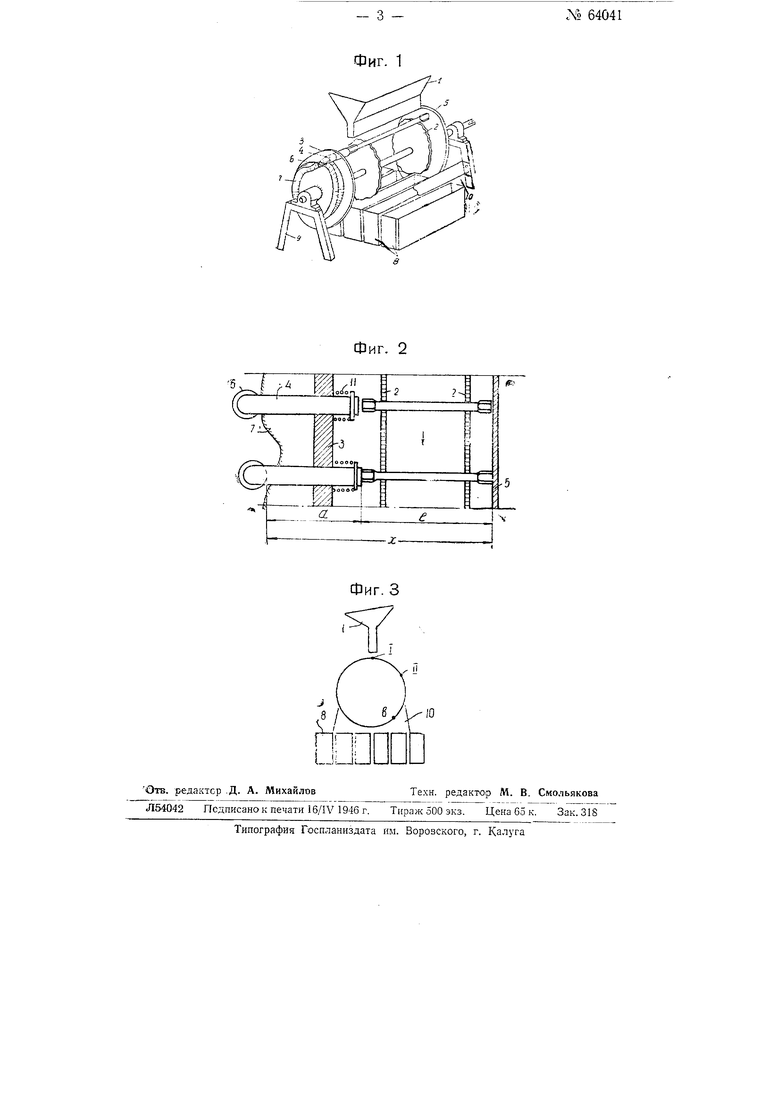
На чертеже фиг. 1 изображает общий вид предлагаемого станка, фиг. 2 - схел1у действия калибров и фиг. 3 - схему распределения отсортированных трубок по приёмным ящикам.
Станок состоит из бункера 1, системы дисков 2, 3, 5. сидящих на одном валу, кольцевого копира 7, неподвижно укреплённого на станине соосно с дисками 2, 3, 5, и приёмных ящиков 8.
Из бункера 1 трубки, стержни и г. п. поочередно подаются на диски 2. Диск 3 несёт на себе калибры 4, которые правым торце г нажимают на испытываемую трубку и поджимают её к опорному диску 5. Левый конец калибра снабжён роликом 6, который в соответствзющий момент находит на копир 7.
Кольцевой копир 7 является деталью станка, контролирующей длину трубок и сбрасывающей трубки в приёмные ящики. Приёмные ящики 8 расположены под нижней частью дуги кольцевого копира. Все узлы станка, в том числе и щитки 10, которые направляют трубки от отдельных участков дуги копира в соответствующие ящики, укреплены на станине 9.
При движении дисков трубка из бункера 1 захватывается дисками 2. В этот момент трубка находится в положении I (фиг. 2-3): она покоится в ячейках дисков 2, но концы её не касаются ни упорного диска 5, ни торца калибра.
При дальнейше.м вращении дисков калибр 4, обкатываясь по кольцевому копиру 7, подаётся пружиной 11 вправо и своим торцем поджимает трубку к диску 5, тем самым фиксируя некоторое расстояние х от упорного диска 5 до ролика 6.
В момент зажатия трубки ролик выходит из соприкосновения с копиром (положение II).
Продолжая своё движение, ролик калибра в некоторый момент коснётся копира (точка Ь) и, обкатываясь по поднимающейся поверхности последнего, , отведёт калибр влево; трубка же, освободивщись от зажатия, под собственным весом (а также под действием центробежной силы) отделится от дисков 2 и унадёт в тот приёмный ящик 8, который в этот момент окажется подней.
Место сбрасывания трубки определяется положением точки Ь, в которой происходит соприкосновение ролика калибра с копиром.
Очевидно, что калибры, контролирующие более короткие трубки, будут соприкасаться с копиром и освобождать трубку ранее, чем калибры с длинными трубками, из
УСЛОВИЯ:
X а + 1,
где а - длина калибра, 1 - длина трубки
Перед бункером копир отводит калибр предельно влево, освобождая место для очередной трубки.
Чем на больщее число участков будет разбита рабочая часть дуги копира и чем меньщий угол подъёма будет и.меть копир, тем больщую точность и больщую градацию размеров можно получить.
Для настройки станка на различные размеры трубок, подлежащих сортировке, упорный диск 5 и один из дисков 2 устроены нодвижными вдоль вала станка.
Предмет изобретения
1.Станок для сортировки трубок, стержней и т. п. по их длине, отличающийся применением вращающихся дисков 2 и 3, из которых диск 3 несёт получающие осевое перемещение калибры 4, предназначенные для зажима изделий, поступающих из бункера 1, и освобождения их над соответствующим приёмным ящиком 8.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью сообщения калибрам возвратно-поступательных движений в соответствии с требуемым размером изделий, применён неподвижный копир 7, взаи годействующий с роликами 6 на концах калибров 4.
Хо 64041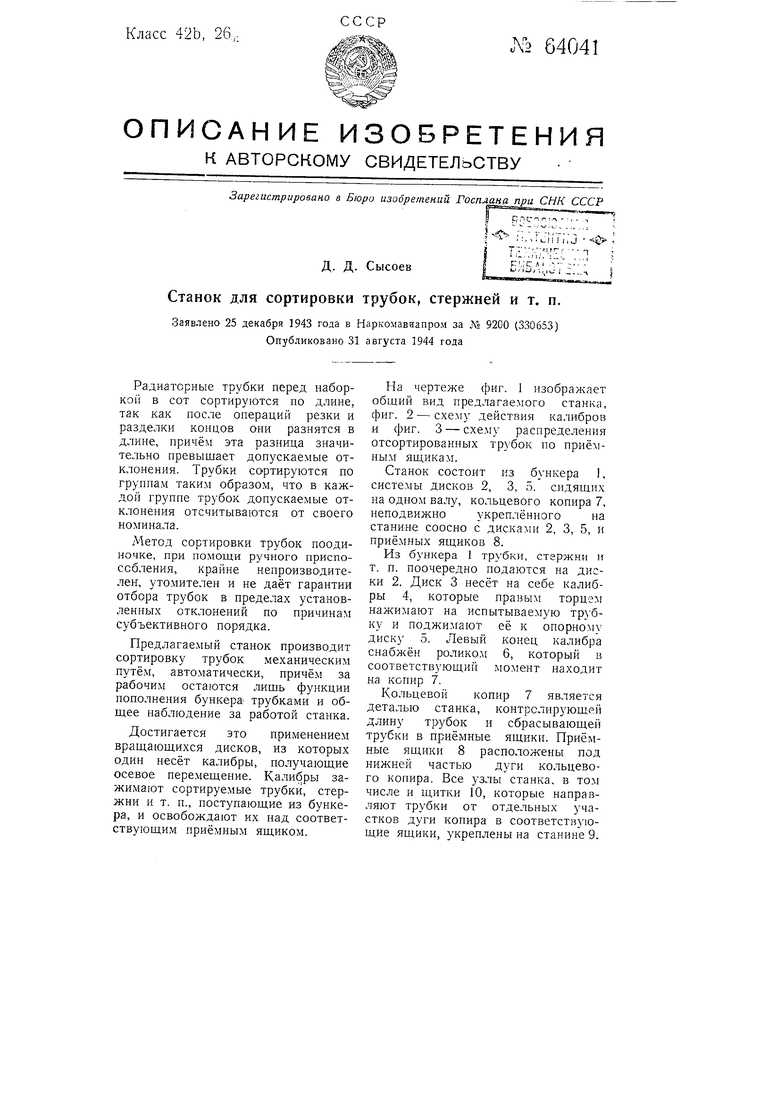
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки рыбы | 1977 |
|
SU695641A2 |
| Станок для сортировки машинных обувных гвоздей | 1956 |
|
SU110879A1 |
| Автоматический станок для разделки концов трубок радиаторов | 1950 |
|
SU91690A1 |
| УСТАНОВКА ДЛЯ ПОДГОТОВКИ ПРИВИВОЧНОГО МАТЕРИАЛА | 1965 |
|
SU175779A1 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| СТАНОК КАЛИБРОВКИ ТОНКОСВОДНЫХ ТРУБЧАТЫХ ПОРОХОВ | 2018 |
|
RU2699501C1 |
| Устройство для сортировки рыбы | 1975 |
|
SU564847A1 |
| Вибропрессовальный станок для изготовления бетонных камней (блоков) | 1955 |
|
SU109954A1 |
| Путеизмерительная тележка | 1956 |
|
SU107257A1 |
| Станок для обдирки линз | 1972 |
|
SU452477A2 |
Фиг. 2
