В радиально упорных конических роликоподшипниках до последнего времени в качестве опорной поверхности ролика о борт внутреннего кольца применялись конус и плоскость. Пара поверхностей - поверхность борта и поверхность торца ролика - называется базой конического подшипника, и от рода этой базы в большой степени зависят эксплоатационные качества подшипника. Предпочтение отдаётся такому виду базы, при которой опорный торец ролика обрабатывается по плоскости, как наиболее просто технологически осуществляемой известными в настоящее время технологическими средствами. Однако наблюдение за работой роликоподшипников с такими роликами показало, что условия смазывания в этом случае недостаточно удовлетворительны,так как плоский торец соскребает впереди себя смазку, и ролик ложится на сухой борт, в связи с чем происходит довольно активное тепловыделение и ограничены нагрузка и число оборотов, которые подшипник может воспринять. Кроме того известно, что на опорных
торцах роликов делают сферическую или близкую к ней поверхность, например, сферический конус. Обработка торцов роликов но сфере производится индивидуальным способом на полуавтоматических одношпиндельных станках сложением враш,ений. На некогорых заводах торцы роликов притираются по форме сферического конуса на специальных притирочных станках, где ролики также вставляются в качающееся по сферической поверхности гнездо.
Такие и им подобные способы обработки, т. е. способы, при которых ролик устанавливается в какой-либо патрон, закрепляется в нём и приводится во вращение относительно инструмента с помощью шпинделя этого патрона, имеют следующие два основных недостатка: ) ролик при этом вращается не вокруг оси своей поверхности качения, а вокруг оси шпинделя, относительно которой он может быть, и практически всегда будет, при установке смещён и перекошен, результатом чего при контроле возникает биение, весьма вредно отражающееся на работе собранкого подшипника, 2) центровая обработка отличается невысокой производительностью.
Цель иастоящего изобретения дать такой ,станок, обработка на котором :базовых, торцов КОНИЧССКИХ
роликов не имела бы этих двух недостатков. :
Д-ля устранения биения поверхнас.тИTOprUB:ролика относительно, его боковой поверхности необходимо осуществить бесцентровое шлифование торцов, т. е. необходимо заставить ролик вращаться именно вокруг геометрической оси его боковой поверхности. Так как положенный на плоскость конус, получив толчок, катится не прямоли.нейно, а по, дуге, окружности, описываемой из точки пересечения его оси с плоскостью, на ког торую ,о,н положен то использовать существующие бесцентрово-, шлифовальные станки, Г1рокатывая ролик вдоль призматического ножа, мимо щлифовального круга, не -представляется возможным. Необходимо катать ролики кггенно по замкнутой окрзжности, тогда с внешней стороны их можно будет накрыть чашечнымКругом, и, производя -через какой-либо привод обкатку роликов по опорной плоскости, обработать внешние базовые торцы роликов.
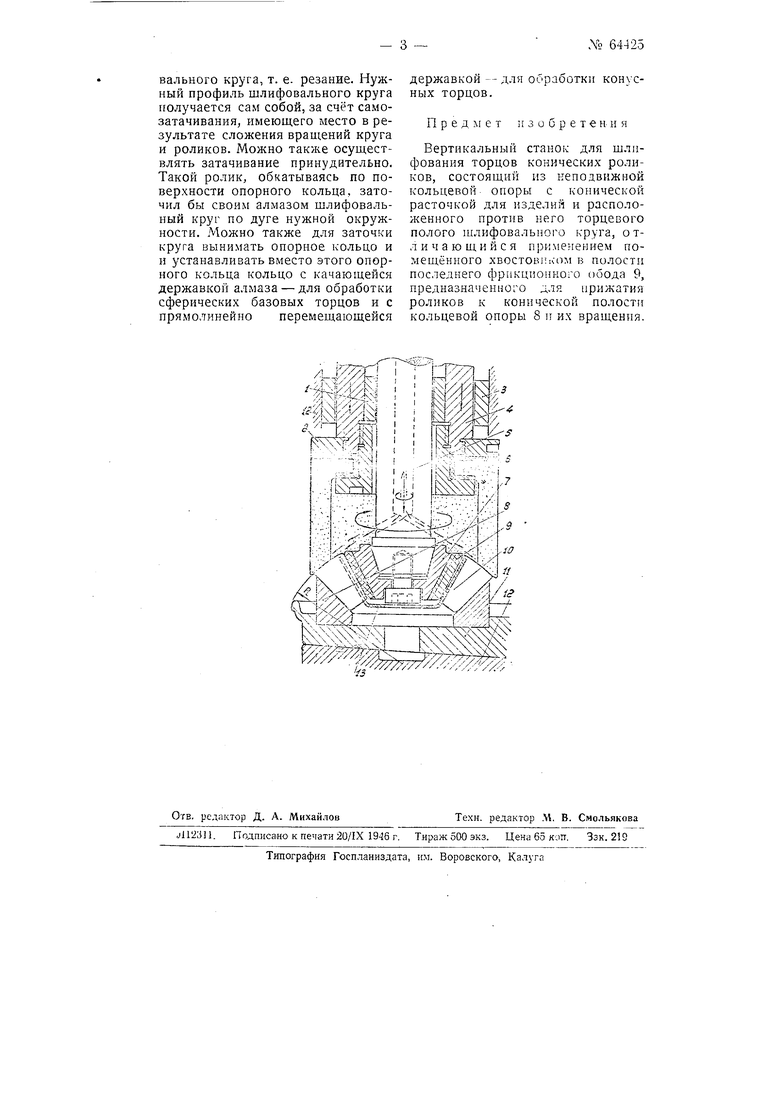
Принципиальноеустройство для этой цели показано на чертехсе. - Ролики 10 укладываются на кольцевую Опору 8, и если их диаметр такой, что они не могут быть целое число раз уложены в ней, они отделяются друг от друга специальным сепаратором 13. Ролики прижимаются к кольцевой опоре 8 и приводятся во вращение грибком 7,имеющим фрикционный обод 9. Грибок 7 получает вращение от своего -шпинделя 5, сквозь который- подводится охлаждение. Шпиндель грибка проходит внутри пзпинделя 4 шлифовального круга 2V б, вращаясь в подщипниках 1. Шпиндель 4 несёт шлифовальный круг 2, 6 чашечной формы и вращается в подшипниках 3, закреплённых в станине 12. Угол конуса -колыхевой опоры 8 сам по себе не
имеет никакого значения и может изменяться от О до 90°. Он определяется лнщь конструкцией станка, на котором бз/дет осуществляться обработка. Дуга окружности, по которой очерчивается профиль торца ролика, имеет своим центром либо вершину конуса ролика, либо точку поблизости от неё, и для различных роликов имеет различный радиус. Так как ролик может катиться без сколтэжения, т. е. не перекашиваясь, только по окружности определённого радиуса и так как радь-ус окрул ности, по которой он может катиться в каком-либо конкретном станке, всегда ограничен габаритами кольцевой опоры и шлифовального круга, то необходимоугОл конуса опорного кольца выбирать таким, чтобы вершина конуса ролика оказалась на оси вращения шпинделя или поблизости от неё.
Из этого видно, что на данном станке помимо конусного торца ролика можно обрабатывать точно сферический торец или торец со сферическид койусом. Сферический конус будет получаться тогда, когда вершина -,конуса ролика: находится на оси вращения шпинделя.
Работа происходит следующим образом. Опора 8, установленная в револьверном столе 11, лежащем на станине 12, заполняется роликами и после поворота стола оказывается под шпинделем; опускается вращающийся грибок, прижимает ролики к опорному кольиз и приводит их во вращение, стремясь одновременно с некоторой силой выдавить ролики наружу. Опускающийся сверху чашечный круг воспринимает и уравновешивает это давление роликов, и,вращаясь сам, шлифует их торцы. Ролики совершают планетарное движение: вращаются вокруг собственной оси и обкатываются вокруг оси кольцевой опоры, совпздающей с осью щпинделя. Скорость вращения роликов вокруг обеих осей определяется скоростью вращения грибка. Этими двумя вращениями обеспечивается скольжение ролика относительно шлифоБального круга, т. е. резание. Нужный профиль шлифовального круга получается сам собой, за счёт самозатачивания, имеющего место в результате сложения вращений круга и роликов. Можно также осуществлять затачивание принудительно. Такой ролик, обкатываясь по поверхности опорного кольца, заточил бы своим алмазом шлифовальный круг по дуге нужной окружности. Можно также для заточки круга вынимать опорное кольцо и и устанавливать вместо этого опорного кольца кольцо с качающейся державкой алмаза - для обработки сферических базовых торцов и с прямолинейно перемещающейся
державкой -- для обработки конусных торцов.
Предмет изобретения
Вертикальный станок для шлифования торцов конических роликов, состоящий из неподвижной кольцевой опоры с конической расточкой для изделий и расположенного против него торцевого полого шлифовального круга, отличающийся примеяением помещённого ХВОСТОВ : иОМ В ПОЛОСТИ
последнего фрикционного обода 9, предназначенного для прижатия роликов к конической полости кольцевой опоры 8 и их вращения.