Известные автоматические станки для разделки концов трубок радиаторов оснащены непрерывно вращающимся барабаном с пазами для приема трубок и располол енными соосно с пазами по обе стороны трубок матрицами и пуансонами. Надостатком этих станков является то, что раздача концов производится осаживанием стенок трубок с их укорачиванием, вследствие чего трубки заготовляются с припусками по длине.
Описываемым автоматический станок устраняет зтот недостаток. Отличительные признаки автоматического станка заключаются в том, что матрицы смонтированы на подвижных пуансонах, расположенных соосно с ползунами пуансонов, и получают движение от отдельных неподвижных кольцевых копиров.
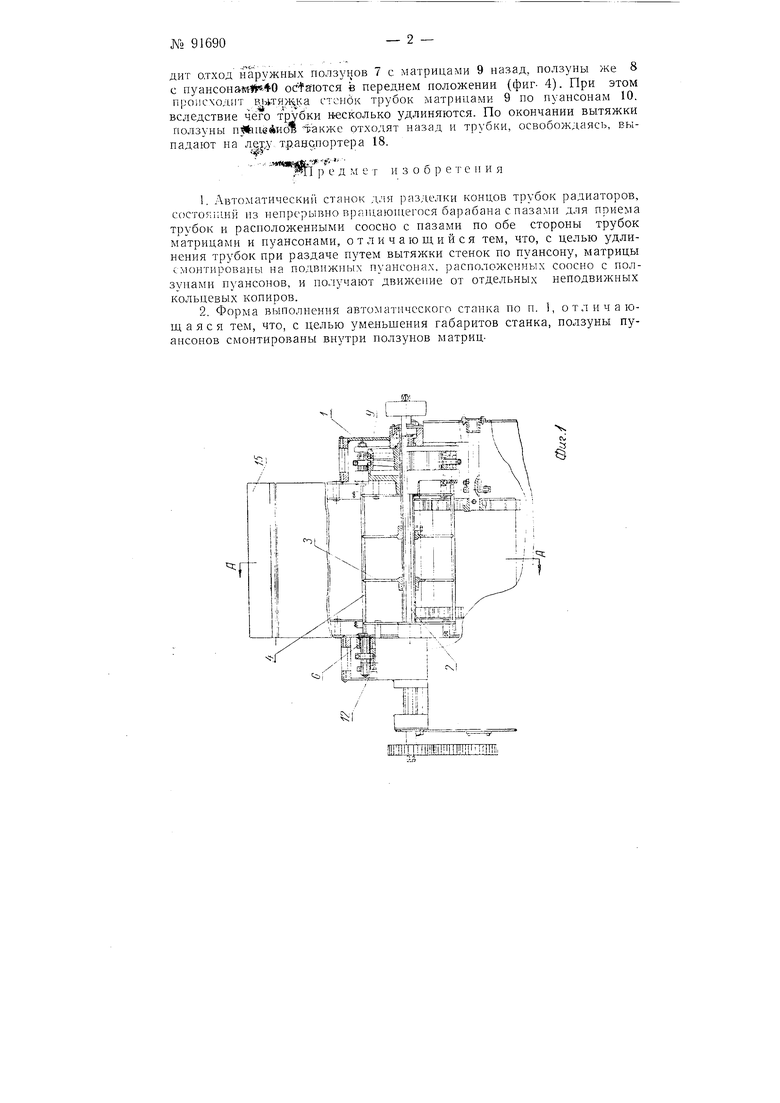
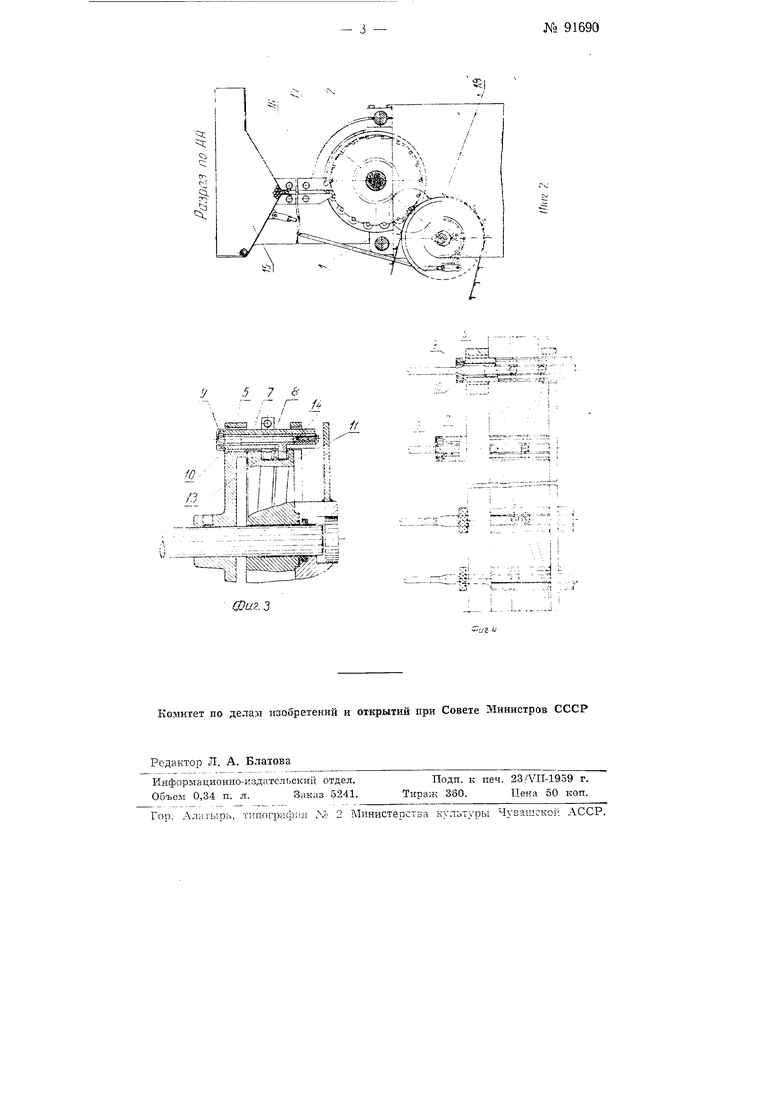
На фиг. 1 изображен предлагаемый станок, вид сбоку; на фиг. 2 - разрез по АА на фиг. 1; на фиг. 3-барабан в разрезе; на фиг. 4-развертка правого барабана и неподвижных кольцевых копиров.
На общей станине 1 смонтированы принудительно вращаемый вал 2, несущий ,циски 3 с приемными пазами для трубок 4 и барабаны 5 и 6 с наружными и внутренними ползунами 7 и 8 матриц 9, смонтированных на подвижных пуансонах 10, расположенных соосно с ползунами 7 и 8; неподвижных кольцевых копиров И и 12, взаимодействующих с роликами 13 и 14 ползунов 7 и 8; бункера 15 и желоба 16 для подачи трубок в приемные пазы дпсков 3; охвата 17 для поддержки трубок в пазах дисков 3; ленточного транспортера 18, расположенного под барабанами и предназначенного для удаления готовых трубок.
Заготовки трубок из бункера 15 по желобу 16 поступают в пазы дисков 3 и под охват 17. После поступления трубки под охват, расположенные соосно с трубкой по обе ее стороны ползуны 7 и 8 матриц 9 и пуансонов 10 перемещаются посредством роликов 13 и 14 по пазам копиров; пуансоны входят в трубку, а матрицы надвигаются на трубку снаружи, производя раздачу концов трубок. Затем происходит отход наружных ползунов 7 с матрицами 9 назад, ползуны же 8 с пуансонам- И40 ocfаются в переднем ноложении (фиг 4). При этом происходит t btT5j i j a стснбк трубок матрицами 9 по пуансонам 10. вследствие чего трУбки н-есколько удлиняются. По окончании вытяжки ползуны nlteiietaOB также отходят назад и трубки, освобождаясь, выпадают на летл твааспортера 18. , - .
Wn р е д м е т и з о б р е т е н и я
1.Автоматический станок для разделки концов трубок радиаторов, состоящий из непрерывно вргпцаюшегося барабана с пазами для приема трубок и расположенными соосно с пазами по обе стороны трубок матрицами и пуансонами, отличающийся тем, что, с целью удлинения трубок при раздаче путем вытяжки стенок по пуансону, матрицы смонтированы на подвижных пуансонах, расположенных соосно с ползунами пуансонов, и получают движение от отдельных неподвижных кольцевых копиров.
2.Форма выполнения автоматического станка по п. 1, отличающаяся тем, что, с целью уменьщения габаритов станка, ползуны пуансонов смонтированы внутри ползунов матриц
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| СТАНОК ДЛЯ ВЫПОЛНЕНИЯ ФАСОННЫХ ВЫГИБОВ НА ПРОВОЛОКЕ | 1956 |
|
SU110114A1 |
| Устройство для изготовления гофрированных изделий | 1980 |
|
SU946726A1 |
| Автоматическая линия для сборки трубчато-пластинчатых теплообменников | 1989 |
|
SU1791088A1 |
| РОТОРНАЯ МАШИНА | 1968 |
|
SU212731A1 |
| СТАНОК КАЛИБРОВКИ ТОНКОСВОДНЫХ ТРУБЧАТЫХ ПОРОХОВ | 2018 |
|
RU2699501C1 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1986 |
|
SU1494083A1 |
| Рабочий ротор | 1988 |
|
SU1609709A1 |
| Станок для сортировки трубок, стержней и т.п. | 1943 |
|
SU64041A1 |
ч
1 Г11 Цм| | :1И1 | П1Т|
576
.-::
РКзИ
fe-
«w --it.
.. -М
