При обычном способе автоматической сварки под слоем флюса дуга горит между электродной проволокой, подаваемой автоматической головкой, и основным металлом, воздействуя непосредственно на основной металл. Непосредственное воздействие дуги на основной металл вызывает глубокий провар кромок свариваемого изделия. Такой глубокий провар, большей частью, ненужен, а при сварке легированной стали - вреден. На образование глубокого провара затрачивается большое количество энергии дуги (примерно 35 - 40%). Предлагаемый способ обеспечивает лучшее использование тепла сварочной дуги.
С целью уменьшения прогрева основного металла, согласно изобретению, дугу создают между электродной проволокой, подавае,юй автоматической головкой, и проволокой, подаваемой дополнительно в зону сварки и являющейся вторым электродом.
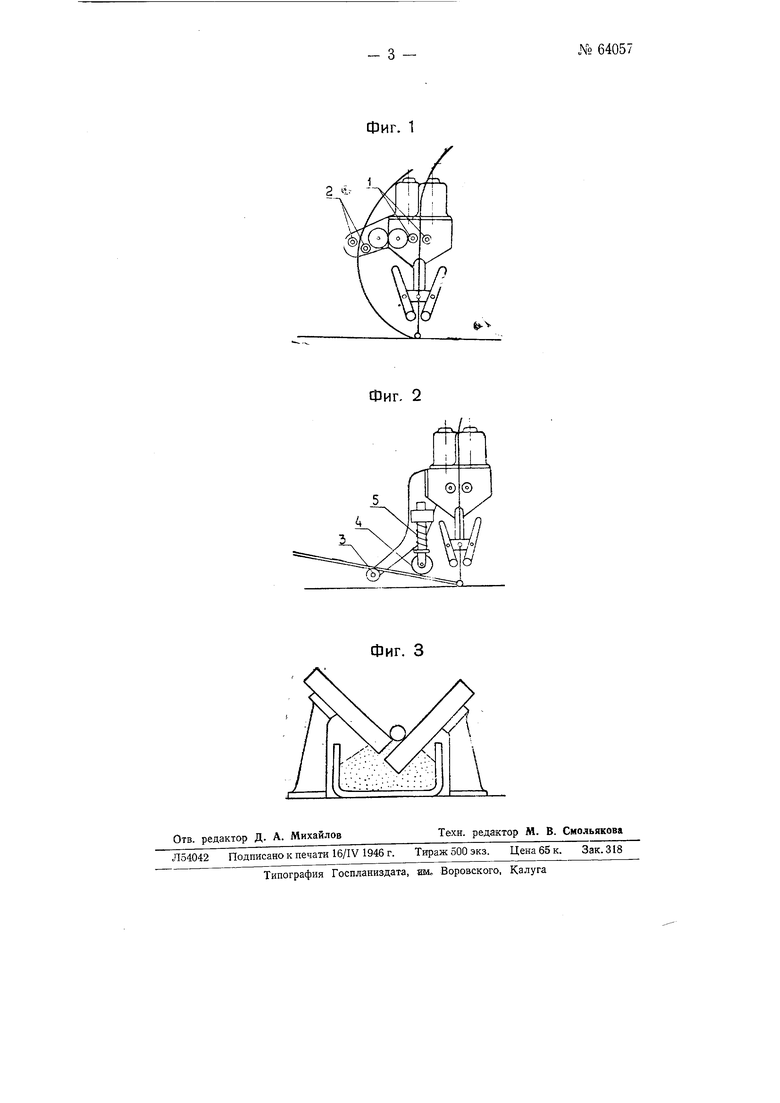
Суш,ность изобретения поясняется чертежом, на фиг. 1 которого изображён эскиз приспособления для подачи электродной проволоки через ролики 1, а добавочной проволоки - через ролики 2; на фиг. 2
показана подача дополнительной проволоки через укладчик с помош,ью поддерживающего и направляющего ролика 3, нажимного ролика 4 и нажимной пружины 5; на фиг. 3 показан способ сварки без дополнительных приспособлений.
Сварочная дуга под слоем флюса горит между электродной проволокой, подаваемой автоматической ГОЛОВКО, и проволокой, подаваемой дополнительно в зону сварки и служаще вторым электродом. Провар основного металла получается за счёт тепла сильно перегретого наплавленного металла и тепла, акку улируемого в и1лаке.
Сварка по этому способу, в зависимости от метода подачи дополнительной проволоки (второго электрода), может осуществляться:
а)путём подачи и электродной, и дополнительной проволок автоматом, на котором пристраивается дополнительное приспособление для подачи добавочной проволоки (фиг. 1);
б)путём подачи дополнительной проволоки специальным укладчиком, пристраиваемым к станку или к головке (фиг. 2) и
в) путём непосредственной укладки дополнительной проволоки в разделку шва без дополнительных устройств (фиг. 3).
При сварке по первому методу дополнительной проволоке даётся скорость подачи, равная линейной скорости её плавления.
При сварке по второму и третьему методам, сечение укладываемой проволоки берётся приблизительно равным половине сечения шва. Скорость сварки выбирается равной линейной скорости плавления укладываемой проволоки.
Во всех трёх случаях наплавленный металл образуется наполовину из металла электродной и наполовину из металла укладываемой проволок.
При предлагаемом способе, благодаря более полному использованию тепла дуги, коэфициент полезного действия дуги повышается до 75% вместо 35-40% при существующих способах.
При этом одновременное плавление двух проволок повышает коэфициент наплавки, а, следовательно, приводит к уменьшению расхода электроэнергии вдвое и повышает производительность в два раза. К преимушествам изобретения
также относится уменьшение расхода флюса при переходе с многослойной сварки на однослойную (при сварке легированной стали), причём при сварке легированной стали уменьшение провара позволяет уменьшить легирование шва основным металлом, что допускает применение при сварке легированных и малоуглеродистой сталей флюса одного состава. Малое легирование металла шва основным металлом позволяет значительно повысить механические свойства металла шва нй легированной стали. Уменьшение прогрева основного металла уменьшает внутренние напряжения в свариваемом изделии, уменьшает коробление и возможность появления трешин.
Предмет изобретения
Способ дуговой автоматической сварки под слоем флюса, отличающийся тем, что, с целью уменьшения прогрева основного металла, дугу создают между. электродной проволокой, подаваемой автоматической головкой, и проволокой, подаваемой дополнительно в зону сварки и являюш.ейся вторым электродом.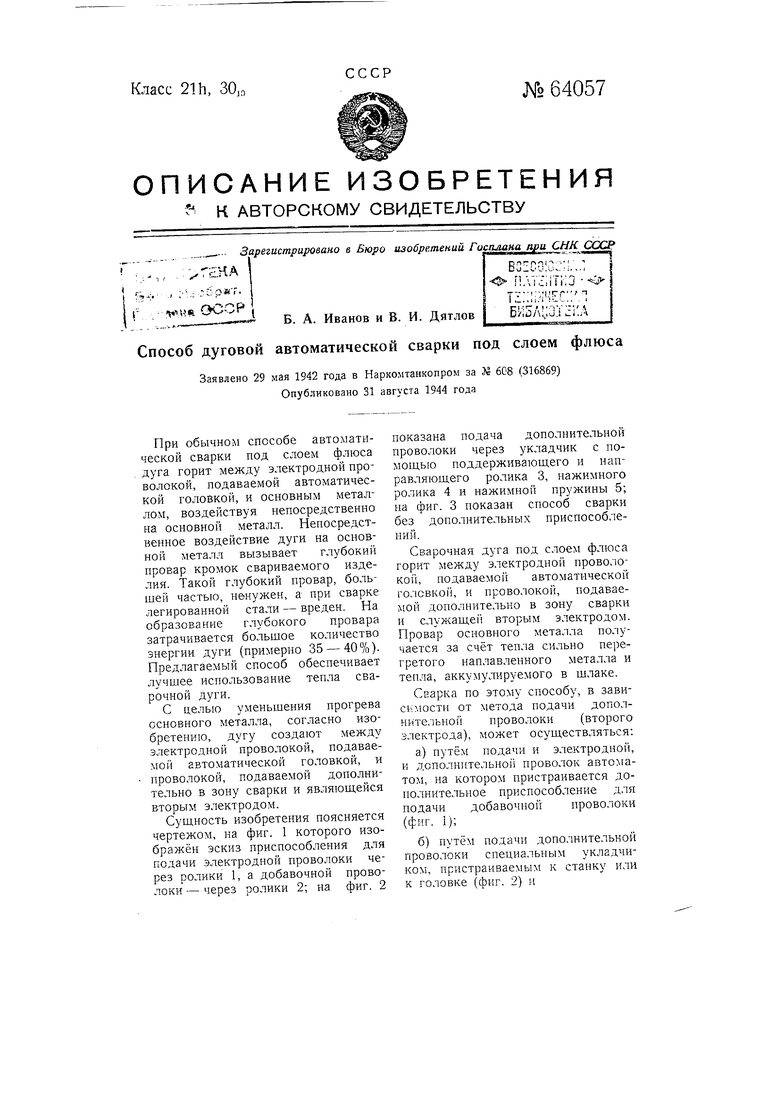

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки под слоем флюса | 1942 |
|
SU64207A1 |
| Способ автоматической дуговой сварки под слоем флюса | 1943 |
|
SU73566A1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2570609C2 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 2005 |
|
RU2293001C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |