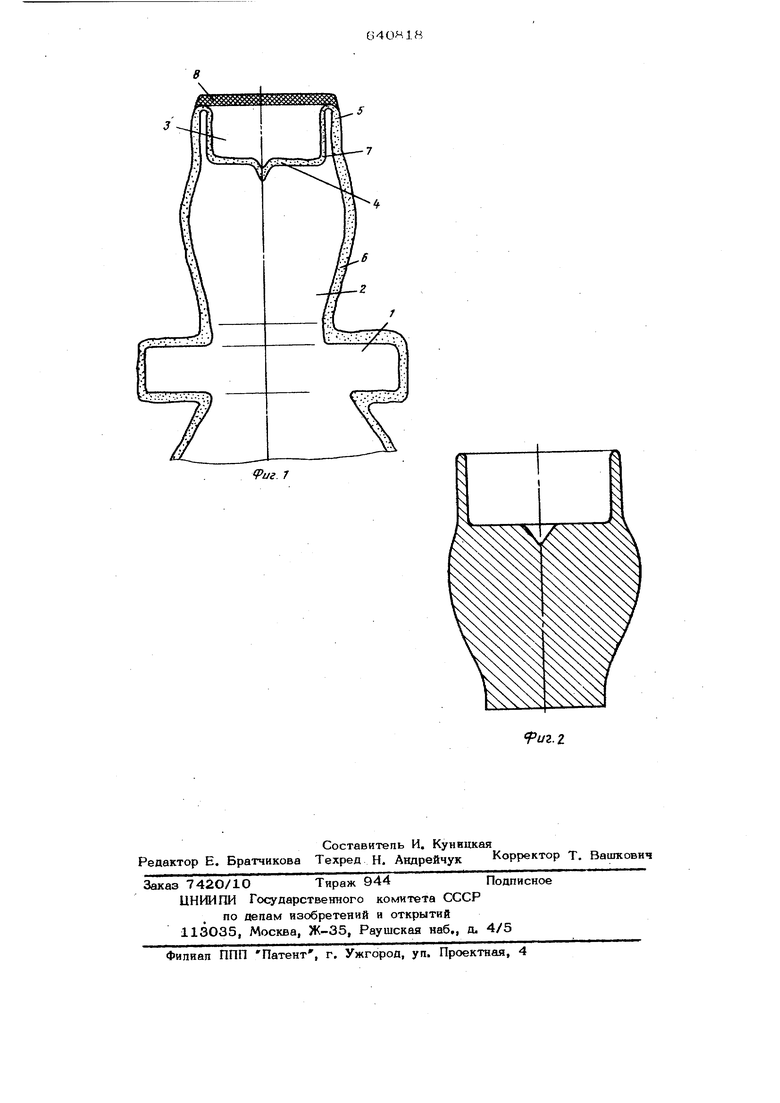
На фиг. 1 схематично представлена конструкция Питейной керамической оболочковой формы; на фиг. 2 - эскиз модепи и прибыльной надставки, применяемые для йэготовпения питейной керамической формы. Керамическая обопочковая форма содержит внутреннюю полость 1, в которую Запивают расплавленный металл, прибыль 2, прибыльную надставку 3. Последняя отделена от прибыли 2 керамической перегородкой 4. Прибыльная надставка 3 выполнена иэ двух стенок, расположенных по периметру прибыли на расстоянии друг от друга 1 м и более. Наружные стенки 5 надставки 3 соединены с наружной поверхностью 6 при- :были 2 и имеют количество керамических споен, равных количеству споев формы и прибыли 2, а внутренние -стенки 7 выпол нены совместно с керамической перего родкой 4 и состоят из меньшего количест ва керамических слоев (например 3-4). Такое выполнение керамической перегород ки повысит ее газопроницаемость и по&ы сит эффективность использования экзотер мической смеси и внешнего давления на кристаллизующийся метап п прибыли. Литейную оболочковую форму изготавливают следующим образом. На модельный блок, включающий в себя модели отливки, модели прибылей с прибыльными надставками и модели литниковой системы ( на чертеже не показа ны) наносят 3-4 слоя керамического покрытия. Затем, чтобы сохранить это коли чество слоев на керамической перегородке 4, разделяющей полости прибыли 2 и прибыльной надставки 3, последнюю накрывают крышксЛ 8 (резиновой, пластмассовой ипи из другого впастн ного материала) и продолжают (наносить на блок необходим е количество керамического покрытия. В результате керамическая перегородка 4 будет состоять из меньшего количества споев керамического покрытия (обычно 3-4-х слоев), чем остальная часть формы. Увеличение прочности прибыльной надставки достигается за счет изготовления ее наружной стенки 5 одновременно с наружной поверхностью 6 формы прибыли 2, а уменьшение трудоемкости изготовления достигается за счет исключения операций по изготовлению модели прибыльной надставки. Формула изобретения Керамическая многослойная оболочковая форма, содержащая внутреннюю полость для отливки, закрытую прибыль с числом.слоев, равным числу споев-керамической формы, надставку и керамическую перегородку, разделяющую надставку и прибыль, отличающаяся тем, что, с Целью увеличения прочности надставки и уменьщения трудоемкости изготовления формы, надставка выполнена двухстенной, наружные стенки которой соединены с наружной поверхностью формы закрытой прибыли, а внутренние связаны с керамической перегородкой и имеют число керамических слоев, равное числу керамических слоев формы прибыли и пе;регородки соответственно. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 4446ОО, М. кп. В 22 С 9/О8, 1971. 2.Авторское свидетельство СССР № 360141, М. кл. В 22 С 9/ОО, 19бб.
Vue. 1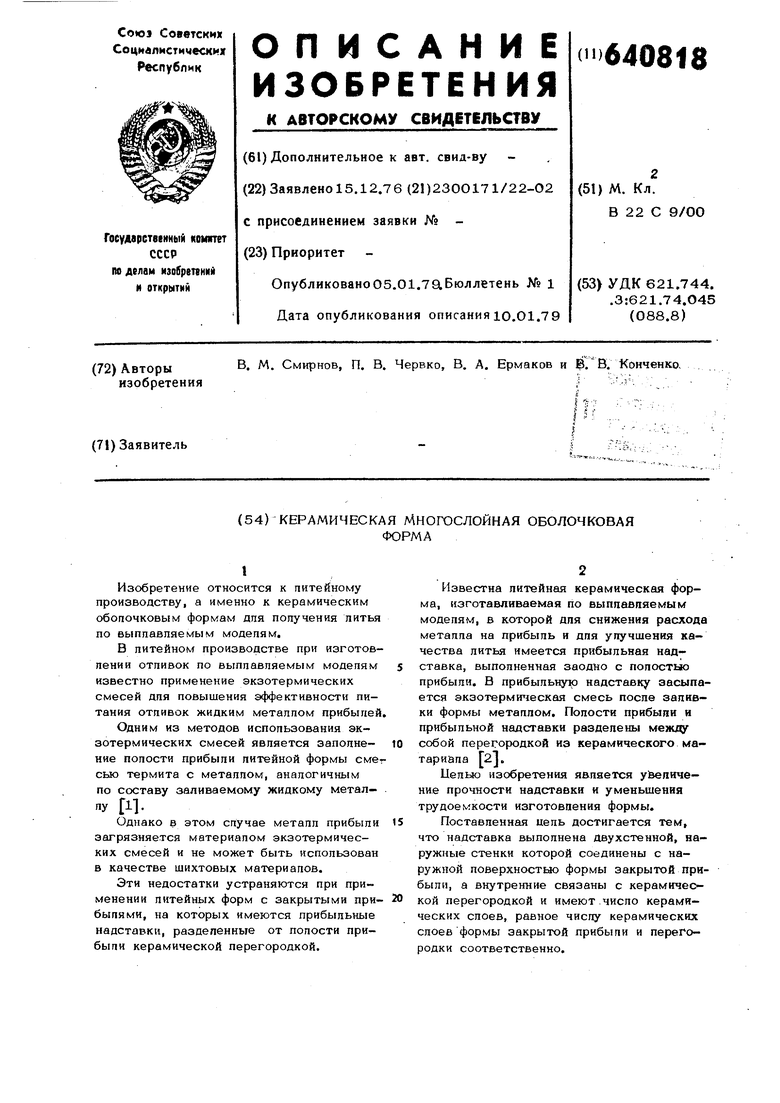
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА | 1972 |
|
SU360141A1 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
| Способ формовки и нагрева в опоках многослойных оболочковых форм | 1983 |
|
SU1217558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| Способ литья вакуумным всасыванием в керамические формы и устройство для его осуществления | 1984 |
|
SU1296294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ЛИТЬЯ ДИСКОВЫХ И КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ЖАРОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2009 |
|
RU2422244C1 |