В подавляющем большинстве случаев ошиновка вани электролизных цехов алюминиевых, магниевых и др. заводов осуществляется таким образом, что от тяжёлых сборных алюмиагиевых шкн ответвляется лиюго отпаек, состоящих нз медных шинок.
До сих пор контактное соединение этих щин осуществлялось при помощи прижимных плит и болтов, в болтовом контактном соедине1 ии, вследствие наличия переходного сопротивления, имеются постоянные потери электрической энергии. Замена болтового соединения контакта на сварное сводит эти потери к минимуму. Кроме того, отпадает необходимость в применении стальных прижимных плит, шпилек и гаек.
В расплавленном состоянии алюминий легко образует с лгедью сплавы при всех соотношениях. Сплавы, содержащие до 12% меди, образуют прочный металл. Сплавы, содержащие боаьше меди, становятся хрупкими.
в процессе сплавления электрической дугой алюминия с медью невозможно регулировать процентное соотношение металлов в образующемся при этом сплаве. Кроме того, в результате воздействия температуры в месте соединения образуется алюмо-медный сплав, в котором присутствует химическое соединение, придающее ему хрупкость. Электропроводимость алюминиевых бронз на 5-б% выше проводимости чистого алюминия.
Таки образом, в результате сплавления электрической дугой алю щниевых шпн с медными место сварки обладает хорошим электрическим контактом н неудовлетворительными механическими свойствами.
Предлагаемый способ электросварки внахлестку медных шин с алюминиевыми с примепением угольного электрода и присадочного прутка из алюминия устраняет этот недостаток. Согласно изобретению, участок алюминиевой шины у места соединения сначала наплавляют алюминием, причём для предупреждения растекания металла применяют глиняную форму; затем медную шину по кромкам сваривают с алюм1п™евой, после чего поверх -медной шины наплавляют сплошной слой алюминия. Такой
способ соединения создаёт прочный контакт.
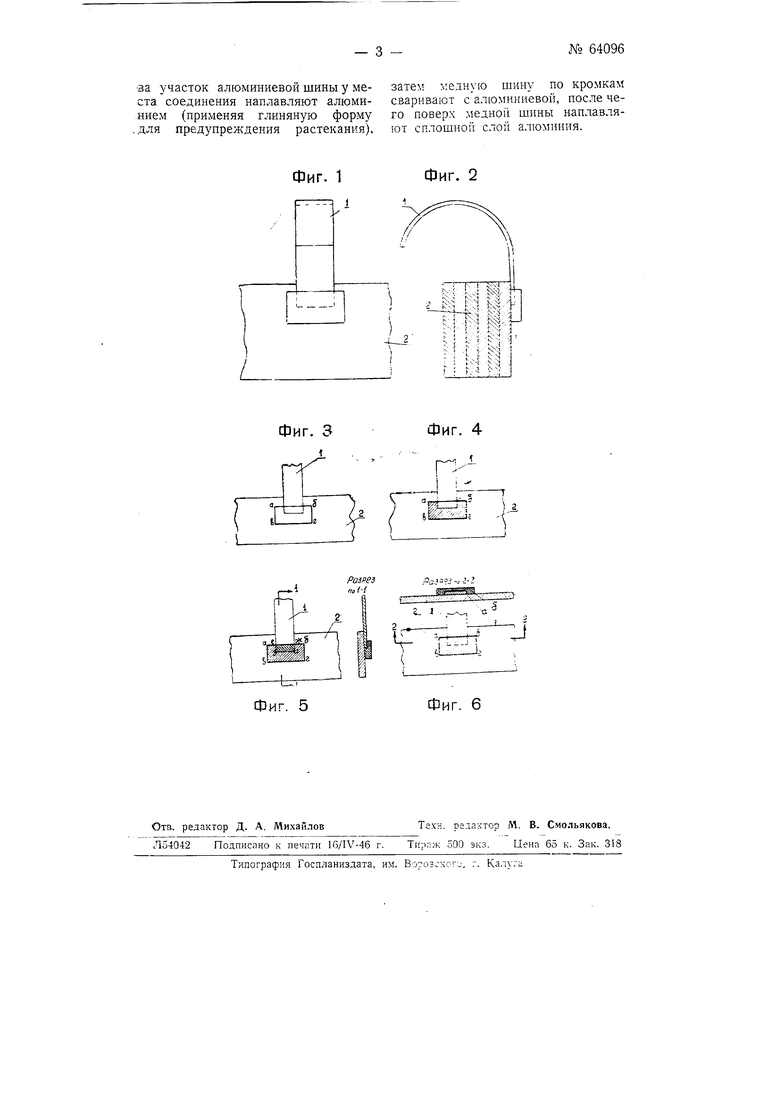
На фиг. 1 и 2 изображено в двух проекциях соединение медной шины с алюминиевой, выполненное сварным по предлагаемому способу. На фиг. 3, 4, 5 и 6 представлены последовательные этапы осуществления сварного соединения по настоящему изобретению.
Для производства сварочных работ необходимо иметь сварочную машину постоянного тока на 500 ампер, 60 вольт или две машины меньшей мощности, соединяемые параллельно.
Сварка выполняется угольными электродами диаметром 25-30 мм. Оба конца электрода заправляются на конус; электрод закрепляется в электрододержателе своей средней частью. Это даёт возможность электросварщику варить одним концом, а затем, когда этот конец нагревается, повернуть электрод и варить другим концом.
В качестве флюса применяется смесь криолита - 75 % (по весу) с хлористым натрием - 25%. Приготовленную смесь необходимо хранить в герметически закрытом сосуде в сухом помещении. Сосуд должеп быть алюминиевым, латунным, стеклянным, но не железным.
Присадочный материал приготовляется из отходов чистого алюминия, расплавляемых в муфеле, после чего разливается в заранее приготовленную форму.
Перед сваркой соединяемые места медных 1 и алюминиевых 2 щин тщательно очищаются стальной щёткой от грязи, пыли и других наслоений.
Подлежащие сварке щины кладутся на сварочный .стол. Место сварки шин формуется по периметру а-б-в-г, как показано на фиг. 3, для того, чтобы расплавленный металл заполнил требуемую форму. В качестве формовочного материала применяется глина. Полярность должна быть прямая.
Сварка ведётся без предварительного подогрева.
Направив мощную дугу на участок алюминиевой шины 2, заформованный глиной,постепенно нагревают щину, доведя телшературу до точки плавления. Оторвав электрод, посыпают нагретое место флюсом и начинают наплавлять присадочный материал. Процесс этот продолжают до тех пор, пока не заполнится зафор.мованный участок щины до уровня верхней плоскости медной шинки (заштрихованная площадь на фиг. 4). После этого, не обрывая дуги, направляют её на медную шинку 1 и нагревают её почти до плавлепия.
Оторвав дугу, быстро насыпают флЕОс на всю поверхность привариваемой шинки. Затем направляют дугу па кромки медной шинки, и расплавляя медь и прилегающий алюминий, глубоко проваривают место стыка обоих металлов (фиг. 5). Далее необходимо наплавить слой алюминия на верхнюю плоскость медной шинки.
Для этой цели, не прекращая сварки, переводят дугу на медную шинку и нагревают её до температуры плавления и вслед за этим сразу же начинают наплавлять присадочпый алюминий.
В процессе сварки помешивают сплав палочкой из присадочного металла. Этим достигается двоякая цель: во-первых, сдирается верхняя плёнка меди, представляющая собой окислы меди, и, во-вторых, получается более равномерный сплав бронзы. Когда вся верхняя плоскость медной шинки заварена, посыпают этот слой флюсом и поверх него наплавляют ешё один слой чистого алюминия. Сваренные шины постепенно охлаждаются на воздухе.
На фиг. 6 изображена шина по окончании сварки.
Предмет изобретения
Способ электросварки внахлестку медных шин с алюминиевыми с применением угольного электрода и присадочного прутка из алюминия, отличающийся тем, что сперза участок алюминиевой шины у места соединения наплавляют алюминием (нрименяя глиняную форму . для предупреждения растекания), затем медную шину по кромкам сваривают с алюминиевой, иосле чего поверх медной шины наплавляют сплошной слой алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ электросварки внахлестку медных шин с алюминиевыми | 1951 |
|
SU101544A2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| ФЛЮС ДЛЯ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2009 |
|
RU2406600C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ АРГОНОДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МЕДИ И ЕЕ СПЛАВОВ НА СТАЛЬ | 2008 |
|
RU2390398C1 |
| Способ автоматической дуговой сварки | 1946 |
|
SU79775A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| СПОСОБЫ И УСТРОЙСТВО СВАРКИ, ИСПОЛЬЗУЮЩИЕ ЭЛЕКТРОДЫ С КОАКСИАЛЬНОЙ ПОДАЧЕЙ ПИТАНИЯ | 2017 |
|
RU2744885C1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
Фиг. 3
гЬ±1
(11г
