В ОСНОВНОМ авт. св. № 64096 описан способ злектросваркн внахлестку медных шин с алюмннневыми с применением угольного электрода и прнсадочного нрутка нз алюминия. Отл;ичительной особенностью этого способа является последовательность онерацнй: сначала участок алюминиевой П1ИНЫ у места соединения наплавляют алюминием, затем медную шнну гю кромкам сварнвают с алюминиевой, ноеле чего поверх медной ншны наплавляют сплошной слой а.-Поминия.
Предлагаемый способ является дальнейннм развитием способа по основному авт. св. Kb 64096 при исно:(ьзованни его применительно к анодной н катодной оин-нюзкам электролизных ванн. Оставляя без измен.ення описанную ранее носледовате.дьность операпнй способа, предлагаелтый способ развивает его тем, что медную nn-iny ВЫПО.ЛНЯКУГ в виде Г-образного кронидтейна, снабженного овальным отверстием, заг лавляемым алюминием, и сваривают кронН1тейн по его кромкам н попернметру овального отверстия с алюми1 невой И1вной. Это обесиечивает всзможность замены присоединяемых к Г-образному кронштейну гибких медных /fCHT анодного H;HI катодного
спуска непосредственно на действуюнл,ей ванне.
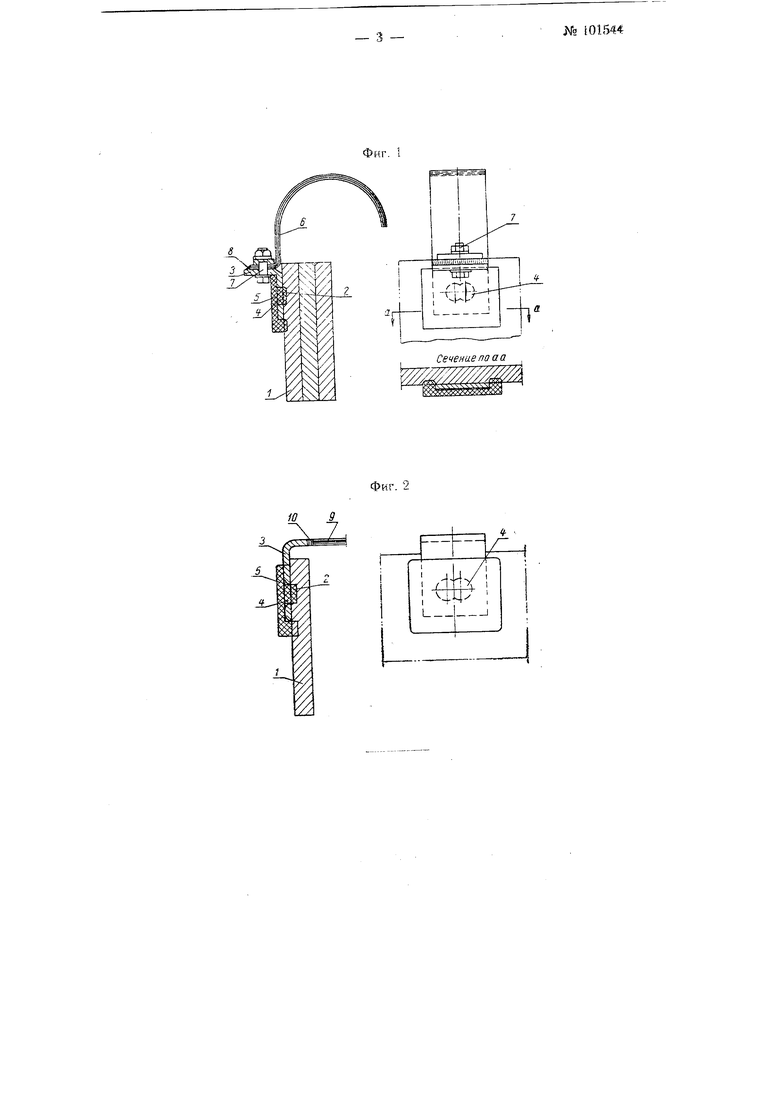
Фиг. 1 иллюстрирует использование предлагаемого способа к анодной oHiHHOBKe электролизных ванн, а фиг. 2 - к катодной ошнновке.
Согласно предлагаемому способу участок алюминиевой шины / у места соединения наплавляют алюминием 2, применяя графитовую форму для предупреждения растекания. Медпую HiHHy выпо-лняют в виде Г-образного кронштейна 3, нмеюнхего овальное отверстие 4, которое заплавляют алюминием. Г-образный кронштейн 3 по кромкам н по периметру отверстия 4 сваривают с алюминиевой шиной /. После этого поверх медного Г-образпого кронштейна 3 наплавляют сплошной слой 5 алюминия.
К Г-образному кронштейну 3 присоединяют пакет медных лент 6 анодного спуска (фиг. 1). При этом медные гибкие ленты 6 сначала прикрепляют к кронштейну 3 механическим зажимом, например, болтовым соединением 7, а затем электросваркой их приварнвают медью по торцу внахлестку. Такое осуществление способа обеспечивает в дальнейшей эксплуатации возмон ность смены непосредственно на действующей
ванне мгдных ленг снуска при их износе. Для ЭТОГО достаточно расплавить электрической дугой или ацетилено-кислородным пламенем торцовый июв 8.
Присоединение пакета мед)Нз1х лент 9 (фиг. 2) катодного спуска к Г-образному кронштейну производится путем электросварки медью нри помоши стыкового шва JO; при демонтаже стыковой нгов /6 разрезается угольной дугой.
Овальное отверстне 4 в Г-образном кронштейне дает пробочное сварное соединенне н обеспечивает его механическую прочность н электропроводность.
Предмет изобретения
1. Прием осупдествления способа электросварки внахлестку медных
шин с алюминиевыми в анодной н катодной ошиновках электролизных панн по авт. св. № 64096, отличающий с я тем, что, с целью замены гибких медных лент спуска непосредствегпго на действуюшей ванне, соед1{ненную с указанными лентами медную шину выполняют в виде Г-о-бразного кронштейна, снабженного овальным отверстием, заплавленным алюминием, и сваривают его по кромкам и по периметру овального отверстия с алюминиевой шиной.
2. Прием осушествления способа гю п. 1, о т л и ч а ю HI и и с я тем, что, с целые разгрузки сварного шва, гибкие ленты анодного спуска прикрепляют к Г-образному кронштейну предварительно механическим зажимом, а затем сваркой медью по торну внахлестку.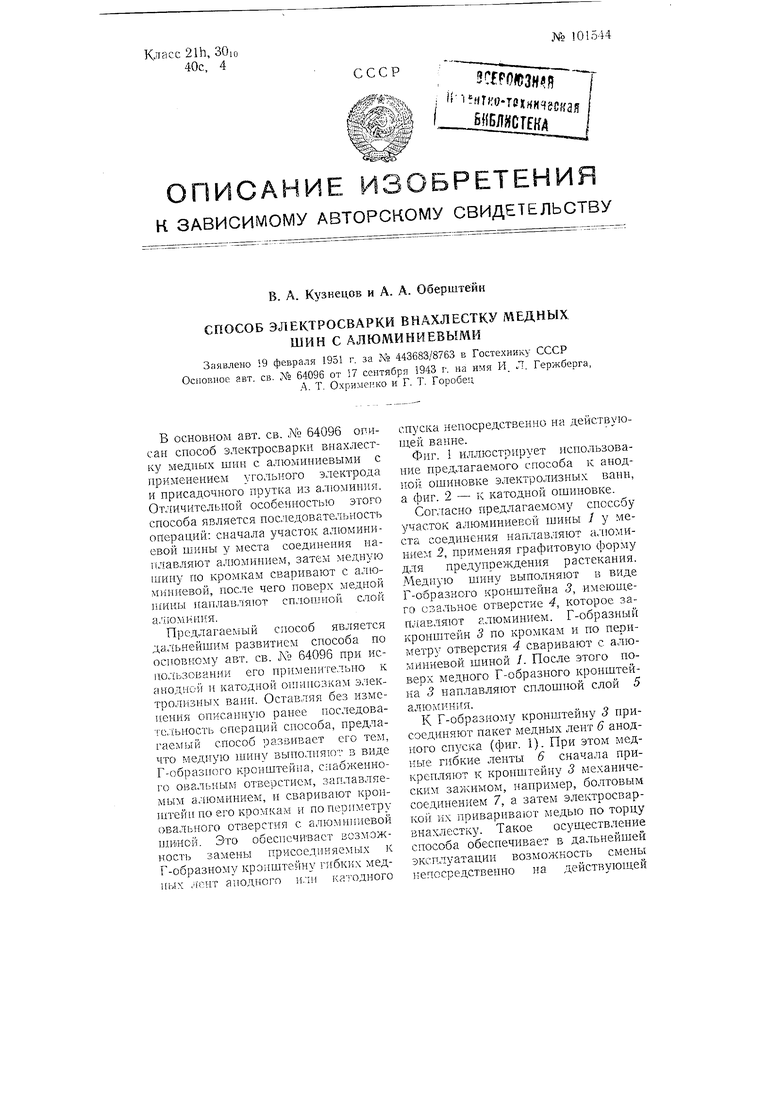

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электросварки внахлестку медных шин с алюминиевыми | 1943 |
|
SU64096A1 |
| Способ ремонта сваркой анодных стояков алюминиевых электролизеров | 1974 |
|
SU599952A1 |
| СПОСОБ ЗАМЕНЫ ОШИНОВКИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ДЕЙСТВУЮЩЕЙ ЭЛЕКТРОЛИЗНОЙ СЕРИИ | 1997 |
|
RU2118409C1 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЕРОВ АЛЮМИНИЯ | 2003 |
|
RU2245942C1 |
| СПОСОБ ЗАМЕНЫ ЧЕТЫРЕХСТОЯЧНОЙ ОШИНОВКИ НА ТРЕХСТОЯЧНУЮ В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ СОДЕРБЕРГА | 2012 |
|
RU2516415C1 |
| СОЕДИНЕНИЕ В КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2175689C2 |
| КАТОДНЫЙ ТОКООТВОД/СОЕДИНИТЕЛЬ ДЛЯ ЭЛЕКТРОЛИЗЕРА ХОЛЛА-ЭРУ | 2017 |
|
RU2723867C1 |
| СОЕДИНЕНИЕ ШИНЫ С КАТОДНЫМ СТЕРЖНЕМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2240384C1 |
| Способ обжига блоков подины алюминиевого электролизера и устройство для его осуществления | 1986 |
|
SU1472518A1 |
| СПОСОБ СОЕДИНЕНИЯ ТОКОПОДВОДОВ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2005 |
|
RU2291916C1 |