щего устройства 3, присоски 31 - над зажимами транспортера 5, а присоски 32 над рабочими площадками цент рирующего устройства 4. При работе устройства манипулятор 7 присосками 29 забирает две заготовки радиодеталей из вибролотка-ориентатора 2 и устанавливает их на рабочие площадки центрирующего устройства 3, присосками 30 перегружает заготовки из центрирующего устройства 3 в зажимы транспортера 5, присосками 31 переносит заготовки из транспортера 5 на
центрирующее устройство 4, а присосками 32 - из центрирующего устройства 4 в зажимы транспортера 6. Преры вистым движением транспортера 5 осуществляется последовательное прохождение заготовок через рабочие позиции металлизации заготовок, а прерывистым перемещением транспортера 6 ссуществ- Д1яется последовательное прохождение металлизированных заготовок через позиции их сборки с выводами радиодеталей .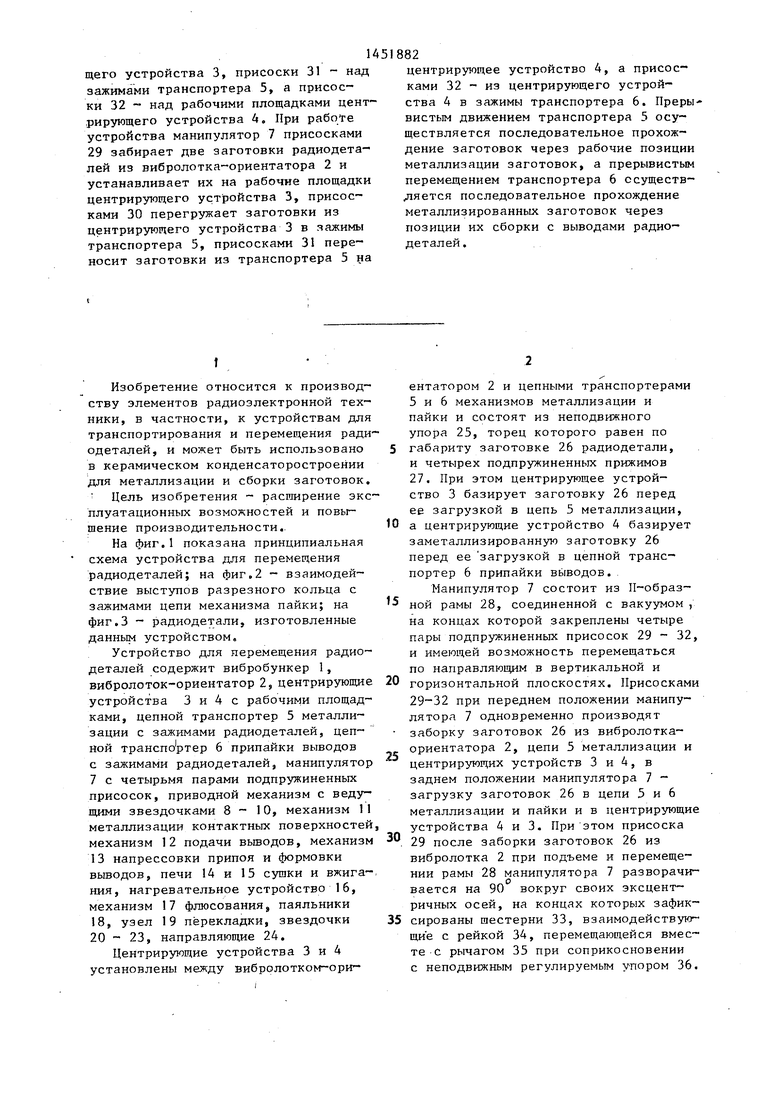
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499411A1 |
| Устройство для нанесения и термообра-бОТКи пОКРыТия HA зАгОТОВКАХ КОНдЕНСАТОРОВ | 1979 |
|
SU847387A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |
| Устройство для изготовления конденсаторов преимущественно с однонаправленными выводами | 1990 |
|
SU1780115A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Устройство для перемещения радиоэлементов | 1977 |
|
SU721938A1 |
| Устройство для ориентации заготовок | 1987 |
|
SU1506605A1 |
| Устройство для сборки конденсаторов | 1990 |
|
SU1742876A1 |
| Автоматическая линия для группового изготовления радиодеталей | 1991 |
|
SU1799481A3 |

Изобретение может быть использовано в керамическом конденсаторо- строении для перемещения радиодеталей при их сборке. Цель изобретения - расширение эксплуатационных возможностей и повышение производительности устройства. Устройство для перемещения радиодеталей содержит вибробункер 1, вибролоток-ориентатор 2, центрирующие устройства 3 и 4 с двумя рабочими площадками каждое, цепВануум ной транспортер 5 металлизации с зажимами радиодеталей, цепной транспортер 6 припайки выводов с зажимами радиодеталей, манипулятор 7 с четырьмя парами вакуумных присосок, приводной механизм транспортеров с ведущими звездочками 8 и 9. Центрирующее устройство 3 установлено между вибро- лотком-ориентатором 2 и цепным транспортером 5. Центрирующее устройство 4 установлено между транспортерами 5 и 6. Пара присосок 29 манипулятора размещена над вибролотком-ориентато- ром 2 и слабжена приводом 34 поворота присосок на 90 с их перемещением одна относительно другой на расстояние, равное расстоянию между рабочими площадками центрирующих устройств 3 и 4 и соответствующее расстоянию между зажимами транспортеров 5 и 6. Расстояние между присосками других пар 30,31,32 манипулятора такое же. Присоски 30 манипулятора размещены над рабочими площадками центрирую- X 17 Г8 & (Л СП ОО 00 N9 74 ,% / Ifluf.i
f
Изобретение относится к производству элементов радиоэлектронной техники, в частности, к устройствам для транспортирования и перемещения радиодеталей, и может быть использовано в керамическом конденсаторостроении для металлизации и сборки заготовок, Цель изобретения - расширение эксплуатационных возможностей и повышение производительности.
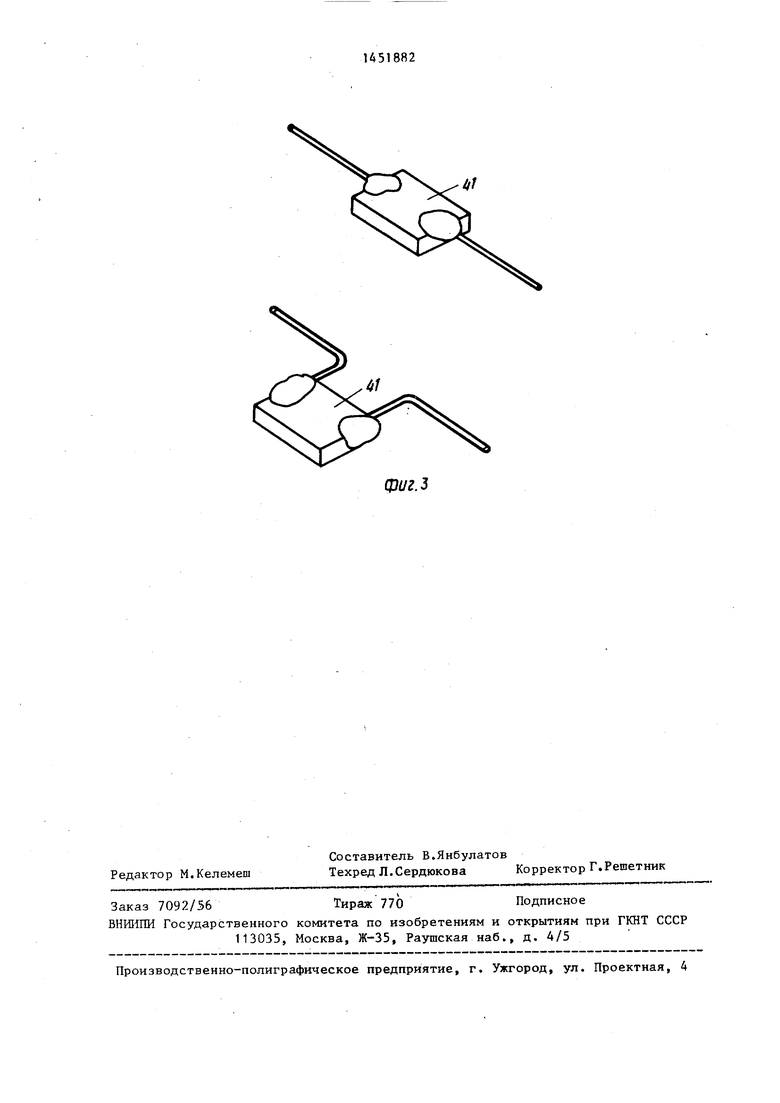
На фиг.1 показана принципиальная схема устройства для перемещения радиодеталей; на фиг.2 - взаимодействие выступов разрезного кольца с зажимами цепи механизма пайки; на фиг.З радиодетали, изготовленные данным устройством.
Устройство для перемещения радиодеталей содержит вибробункер 1, вибролоток-ориентатор 2, центрирующие устройства 3 и 4 с рабочими площадками, цепной транспортер 5 металлизации с зажимами радиодеталей, цепной транспо ртер 6 припайки выводов с зажимами радиодеталей, манипулятор 7 с четырьмя парами подпружиненных присосок, приводной механизм с ведущими звездочками 8-10, механизм 11 металлизации контактных поверхностей механизм 12 подачи вьшодов, механизм 13 напрессовки припоя и формовки выводов, печи 14 и 15 сушки и вжигания, нагревательное устройство 16, механизм 17 флюсования, паяльники 18, узел 19 перекладки, звездочки 20 - 23, направляющие 24.
Центрирующие устройства 3 и 4 установлены между вибролотком-ори5
ентатором 2 и цепными транспортерами 5 и 6 механизмов металлизации и пайки и состоят из неподвижного упора 25, торец которого равен по
габариту заготовке 26 радиодетали, и четырех подпружиненных прижимов 27. При этом центрирующее устройство 3 базирует заготовку 26 перед ее загрузкой в цепь 5 металлизации,
0 а центрирующие устройство 4 базирует заметаллизированную заготовку 26 перед ее загрузкой в цепной транспортер 6 припайки выводов.
Манипулятор 7 состоит из П-образ- ной рамы 28, соединенной с вакуумом , на концах которой закреплены четыре пары подпружиненных присосок 29 - 32, и имеющей возможность перемещаться по направляющим в вертикальной и горизонтальной плоскостях. Присосками 29-32 при переднем положении манипулятора 7 одновременно производят заборку заготовок 26 из вибролотка- ориентатора 2, цепи 5 металлизации и центрирующих устройств 3 и 4, в заднем положении манипулятора 7 - загрузку заготовок 26 в цепи 5 и 6 металлизации и пайки и в центрирующие устройства 4 и 3. При этом присоска 29 после заборки заготовок 26 из вибролотка 2 при подъеме и перемещении рамы 28 манипулятора 7 разворачивается на 90 вокруг своих эксцентричных осей, на концах которых зафик5 сированы шестерни 33, взаимодействующие с рейкой 34, перемещающейся вмес те с рычагом 35 при соприкосновении с неподвижным регулируемым упором 36.
0
5
0
Присоска 29, разворачиваясь на 90, разворачивает на 90 заготовки 26 с последующей укладкой их на центрирующее устройство 3. а присоска 30 после заборки заготовок 26 из центрирующего устройства 3 загружает их в зажимы транспортирующей цепи 5 механизма 11 металлизации.
Цепь 5 металлизации от приводной звездочки 8 получает прерывистое движение и последовательно проходит позицию металлизации контактных поверхностей, т.е.- серебрение язычков и торцов с помощью механизма 11 металлизации, зоны сугаки в печи 14 и вжигания в печи 15.
Присоски 31 в переднем положении манипулятора 7 при раскрытых зажимах 37 цепи 5 металлизации забирают за- металлизированные заготовки 26 и переносят их на центрирующее устройство 4, с которого присосками 32 заготовки загружают в цепь 6 пайки.
Цепь 6 пайки от двухручьевой приводной звездочки 9 получает прерывистое движение и последовательно проходит позицию сборки с механизмами 1 подачи выводов и механизмами 13 напрессовки припоя и формовки выводов, нагревательное устройство 1.6, механизм 17 флюсования, паяльники 18 и узел 19 перекладки (выгрузки), где разрезное кольцо 38 с упорами, расположенное на звездочке 9, раскрывает зажимы 39 заготовок и зажимы 40 выводов на цепи 6 пайки. В этот момент рычаг узла 19 перекладки получает качательное движение, захватывает собранную радиодеталь 41 за выводы и вкладывает их в транспортирующую цепь 42 следующего технологического механизма, например нанесени защитного покрытия.
Устройство для перемещения радиодеталей работает следующим образом.
Заготовки 26 радиодеталей с предварительно нанесенными контактными палладированными язычками на одну плоскость заготовки загружают в виб- робункер 1 и включают привод устройства. Заготовки 26 из вибробункера 1 поступают в вибролоток-ориентатор 2, где происходит их окончательная ориентация относительно расположения палладированных язычков. В данном случае они должны располагаться сверху. Из вибролотка-ориентатора 2 заготовки 26 забираются присоской 29
0
0
манипулятора 7 и укладываются на рабочую площадку центрирующего уст ройства 3 в строго зафиксированном положении. Из центрирующего устройства 3 с помощью присосок 30 заготовки 26 загружаются в зажимы транспортирующей цепи 5 металлизации. Перемещаясь, цепь 5 переносит заготовки 26 через рабочие позиции металлизации, а именно механизм 11 нанесения серебросодержащей пасты, печь 14 сушки, печь 15 вжигания покрытия на заготовках 26 (язычки и торцы) и
5 направляющие 24. Далее из зажимов
37 цепи 5 металлизации заметаллизиро- ванные заготовки 26 с помощью присосок 31 переносятся на центрирующее устройство 4 и в строго фиксированном положении с помощью присосок 32 загружаются в зажимы транспортирующей цепи 6 пайки. Перемер1аясь, цепь 6 пайки проносит заготовки 26 через позиции сборки радиодеталей с выво-
5 дами, а именно механизм 12 подачи выводов, механизм 13 напрессовки припоя и формовки выводов, нагревательное устройство 16, механизм Г7 флюсования, припайку выводов паяльниками 18. После выхода из зоны пайки радио детали 41 поступают в зону выгрузки на последующие технологические операции. В этом случае разрезное кольцо 38 с упорами, расположенное на двухручьевой приводной звездочке 9, воздействует на зажимы 39 корпусов и зажимы 40 вьшодов ражиодеталей 41 в цепи 6 пайки и раскрывает их, освобождая радиодеталь 41, причем рычаг 19 узла перегрузки получает качательное движение и переносит радиодетали 41 Б транспортирующую цепь 42 следующей по ходу технологического процесса единицы оборудования.
0
5
0
Металлизация контактных поверхностей заготовок 26 и припайка к ним выводов осуществляется в автоматическом цикле, причем присоски 29 - 32 одновременно переносят заготовки из вибролотка-ориентатора 2 на центриру - ющее устройство 3,4 и цепи 5 и 6 и наоборот.
Формула изобретения
Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с
вьшодами, содержащее вибробункер с вибролотком-ориентатором, два цепных транспортера с зажимами для радиодеталей и ведущими звездочками с упора ми, установленными с возможностью взаимодействия с зажимами радиодеталей, и установленный над транспортерами манипулятор с вакуумными присосками, отличающееся тем, что, с целью расширения эксплуатационных возможностей и повышения производительности, оно снабжено двумя парами центрирующих механизмов причем вибролоток-ориентатор, транс- портеры и пары центрирующих механизмов установлены параллельно друг другу, одна пара центрирующих механизмов установлена между вибролотком ориентатором и одним из транспорте- рев, а другая пара - между транспортерами-, манипулятор вьшолнен в виде полой П-образной рамы, а присоски
F
установлены по две последовательно расположенные пары на концах боковых полок рамы, при этом одна из пар присосок на одной из полок рамы размещена над вибролотком-ориентатором и снабжена приводом поворота присосок на с их перемещением одна относительно другой на расстояние, равное расстоянию между присосками других пар и расстоянию между зажимами транспортеров, другая пара присосок размещена над одной из пар центрирующих механизмов, а две пары присосок, установленные на другой полке рамы, размещены соответственно над зажимами транспортера со стороны вибролотка- ориентатора и над другой парой центрирующих механизмов, при этом упоры установлены на ведутцих звездочках попарно с возможностью взаимодействия одновременно с двумя зажимами транспортеров .
0
Фи.г
111
сриг.з
| Устройство для транспортирования и пайки радиоэлементов | 1973 |
|
SU481146A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для перемещения радиоэлементов | 1977 |
|
SU721938A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
