Настоящее изобретение относится к области производства радиоэлементов, в частности, к конструированию оборудования для изготовления вариаторов.
Известны поточно-механизированные линии изготовления радиоэлементов, содержащие расположенные по ходу технологического процесса устройства обработки заготовок, устройства их серебрения, устройства предварительного измерения параметров и сборки радиоэлементов, контрольно-измерительные устройства, устройства окраски, сушки, маркировки, упаковки и общую систему управления.
Подобные поточно-механизированные линии характеризуются относительно низкими производительностью и качеством готовых изделий.
Целью настоящего изобретения является повыщение производительности и повыщение качества изделий, например варисторов.
Достигается это путем расположения иа выходе устройств обработки заготовок, соединенных с печью вжигания посредством общего транспортера с ответвляющими ручьями, устройств нанесения контактных поясков на заготовки варисторов, размещением на выходо устройства термотренировки связанных общим транспортером устройств разбраковки варисторов по номиналам и по коэффициенту нелинейности р и устройства армировки заготовок контактными колпачками, снабженного на входе и выходе накопителями, а так же размещением между устройствами разбраковки по номиналам и термотренировки и окраски и сущки устройства контроля асимметрии варисторов.
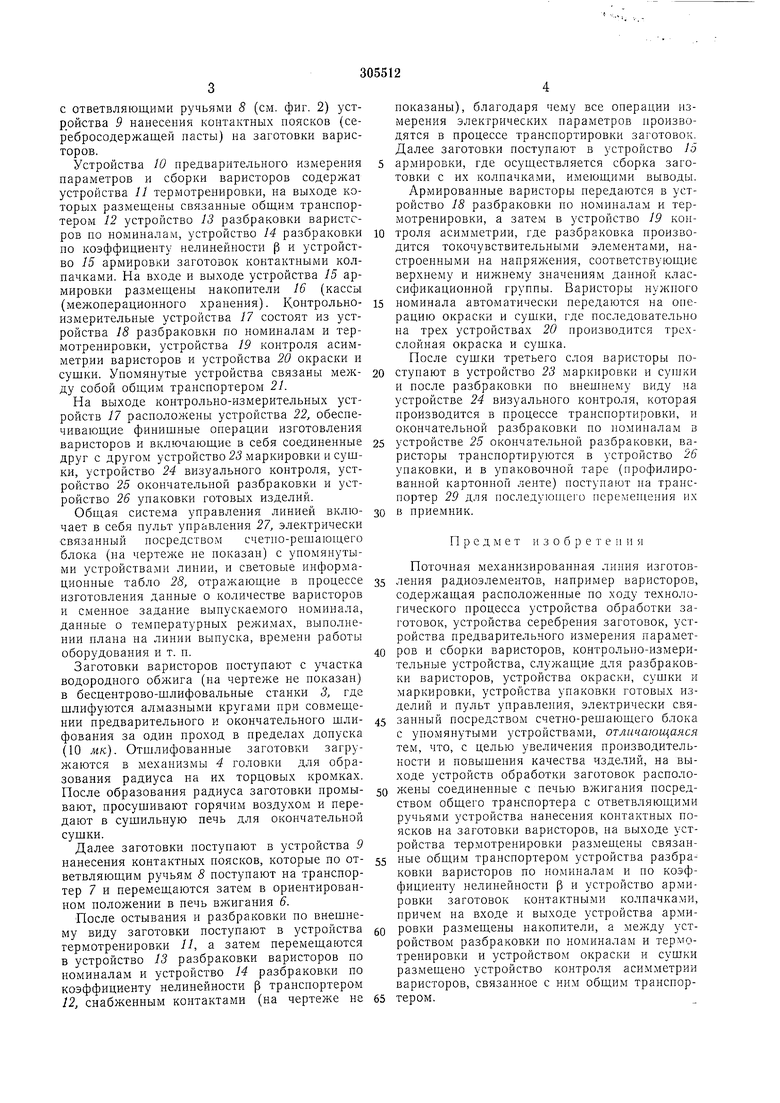
На фиг. 1 схематически изображена поточная механизированная линия изготовления радиоэлементов; на фиг. 2 - часть линии, объединяющая устройства серебрения заготовок, в двух проекциях; на фиг. 3--часть линии, объединяющая устройства предварительного измерения параметров и сборки варисторов, в двух проекциях; на фиг. 4 - часть линии,
объединяющая контрольно-измерительные устройства и устройства окраски и сущки, в двух проекциях.
Описываемая поточная механизированная линия изготовления радиоэлементов, преимущественно варисторов, содержит расположенные по ходу технологического процесса устройства / обработки заготовок, включающие в себя соединенные между собой общим транспортером 2 бесцентрово-шлифовальные станКИ 3, механизмы 4 головки, служащие для образования радиуса на торцовых кромках заготовок, и сущильную печь 5. с ответвляющими ручьями 5 (см. фиг. 2) устройства 9 нанесения контактных поясков (серебросодержащей пасты) на заготовки варисторов. Устройства 10 предварительного измерения параметров и сборки варисторов содержат устройства 11 термотренировки, на выходе которых размещены связанные общим транспортером 12 устройство 13 разбраковки варистсров но номиналам, устройство 14 разбраковки по коэффициенту нелинейности р и устройство 15 армировки заготовок контактными колпачками. На входе и выходе устройства 15 армировки размещены накопители 16 (кассы (межоперационного хранения). Контрольноизмерительные устройства 17 состоят из устройства 18 разбраковки но номиналам и термотренировки, устройства 19 контроля асимметрии варисторов и устройства 20 окраски н сушки. Упомянутые устройства связаны между собой общим транспортером 21. На выходе контрольно-измерительных устройств 17 расположены устройства 22, обеспечивающие финишные операции изготовления варисторов и включающие в себя соединенные друг с другом устройство 25 маркировки и сущки, устройство 24 визуального контроля, устройство 25 окончательной разбраковки и устройство 26 упаковки готовых изделий. Общая система управления линией включает в себя пульт управления 27, электрически связанный посредством счетно-решающего блока (на чертеже не показан) с упомянутыми устройствами линии, и световые информационные табло 28, отражающие в процессе изготовления данные о количестве варисторов и сменное задание выпускаемого номинала, данные о температурпых режимах, выполнении плана на линнн выпуска, времени работы оборудования н т. п. Заготовки варисторов поступают с участка водородного облхига (на чертеже не показан) в бесцентрово-шлифовальные станки 3, где шлифуются алмазными кругами при совмещении предварительного и окончательного шлифования за один нроход в пределах допуска (10 мк). Отщлифованные заготовки загружаются в механизмы 4 головки для образования радиуса на их торцовых кромках. После образования радиуса заготовки нромывают, просушивают горячим воздухом и передают в сушильную печь для окончательной сушки. Далее заготовки поступают в устройства 9 нанесения контактных поясков, которые по ответвляющим ручьям 8 поступают на транспортер 7 и перемещаются затем в ориентированном положении в печь вжигания 6. После остывания и разбраковки по внешнему виду заготовки ностунают в устройства термотренировки 11, а затем перемещаются в устройство 13 разбраковки варисторов но номиналам и устройство 14 разбраковки но коэффициенту нелинейности р транспортером показаны), благодаря чему все операции измерения электрических параметров производятся в процессе транспортировки заготовок. Далее заготовки поступают в устройство 15 армировки, где осуществляется сборка заготовки с их колпачками, имеющими выводы. Армированные варисторы передаются в устройство 18 разбраковки по номиналам и термотрепировки, а затем в устройство 19 контроля асимметрии, где разбраковка нроизводится токочувствительными элементами, настроенными на нанряжения, соответствующие верхнему и нижнему значениям данной классификационной группы. Варисторы нужного номинала автоматически передаются на операцию окраски и сущки, где последовательно на трех устройствах 20 производится трехслойная окраска и сушка. Носле сушки третьего слоя варисторы поступают в устройство 23 маркировки и и после разбраковки по внешнему виду на устройстве 24 визуального контроля, которая производится в нроцессе транснортировки, и окончательной разбраковки по номиналам в устройстве 25 окончательной разбраковки, варисторы транспортируются в устройство 26 упаковки, и в унаковочпой таре (профилированной картонной ленте) поступают на транспортер 29 для последу1ОН1его перемеп1,ения их в приемник. Предмет и з о б р е т е н и я Поточная механизированная линия изготовления радиоэлементов, например варисторов, содержащая расноложенные по ходу технологического процесса устройства обработки заготовок, устройства серебрения заготовок, устройства предварительного измерения параметров и сборки варисторов, контрольно-измерительные устройства, служащие для разбраковки варисторов, устройства окраски, сушки и маркировки, устройства упаковки готовых изделий и пульт управления, электрически связанный посредством счетно-решающего блока с упомянутыми устройствами, отличающаяся тем, что, с целью увеличения производительности и новышения качества изделий, на выходе устройств обработки заготовок расноложены соединенные с печью вжигания посредством общего транспортера с ответвляющими ручьями устройства нанесения контактных ноясков на заготовки варисторов, на выходе устройства термотренировки размещены связанные общим транспортером устройства разбраковки варисторов но номиналам и по коэффициенту нелинейности р и устройство армировки заготовок контактными колпачками, причем на входе и выходе устройства армировки размещены накопители, а между устройством разбраковки по номиналам и термотренировки и устройством окраски н сущки размещено устройство контроля асимметрии варисторов, связанное с ним общим транснор/ лIt /.X. 2 I , f / / / Ф V :vOV- /-XVA7 2; j 22 2 25 29
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ПОСТОЯННЫХ МЕТАЛЛОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1973 |
|
SU362587A1 |
| Устройство для нанесения покрытия на заготовки плоских конденсаторов | 1972 |
|
SU475675A1 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СТАТОРКЫХ ПЛАСТИН КОНДЕНСАТОРОВ ПЕРЕМЕННОЙ ЕМКОСТИ | 1970 |
|
SU278831A1 |
| Поточная линия нагрева полосовых заготовок под гибку | 1983 |
|
SU1135782A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |

P Н
. la
aт
i ,1J7
ggi
П
//7/
/3W
m n r a.jj LJ L
rrTi:n т
--ii
7575
