1
Изобретение относится к технологическому оборудованию для производства радиодеталей, в частности к устройствам для нанесения контактных по- j ясков на цилиндрические заготовки маминиатюрных ниточных резисторов.
Известно устройство для нанесения контактных поясков на цилиндрические заготовки радиодеталей, содержащее JQ привод с распределительным валом, механизмы продольного перемещения и базирования заготовки, барабан с дисками, погруженными в ванну с пастой и служащими для нанесения контактных ,, поясков, механизм размешивания пасты, механизм подачи заготовок и механизм корректировки ширины контактных поясков 1. В этом устройстве с целью упрощения кинематической схемы и по- JQ вышения точности его работы заготовка посредством толкателя соединена с кулачком, управляющим ее продольным перемеь ением относительно барабана с дисковыми ножами и с механизмом кор- 25 ректировки ширины контактных поясков, выполненными в виде снабженного двумя профилями кулачка, установленного в направляющих паза и соединенного с управляемым приводом, например с шаговым искателем, посредством телескопического карданного вала.
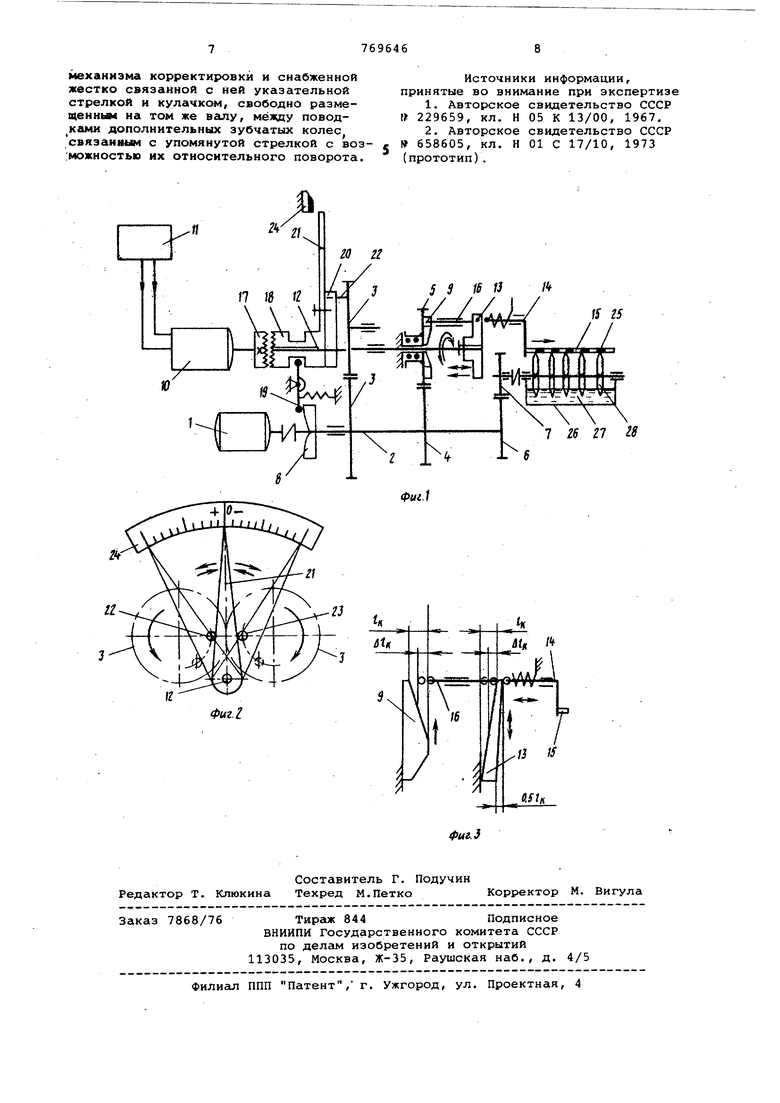
Известно также устройство для нанесения контактных поясков на цилиндрические заготовки радиодеталей, содержащее привод с распределительным вгшом, механизмы продольного перемещения и базирования заготовки, барабан с дисковыми ножами, погруженными в ванну с пастой,механизм размешивания пасты, механизм подачи заготовок и механизм корректировки ширины контактных поясков, выполненный в виде толкателя, опиракяцегося на кулачок, установленный на валу автономного привода, в котором с целью повышения то чности и надежности работы кулачок механизма корректировки ширины контакт- . ных поясков установлен на валу его привода с возможностью осевого перемещения его вдоль ваша, при этом торец толкателя снабжен профилированным по траектории подачи заготовки на барабан кулачком, на который опирается упругий элемент, установленный на механизме подачи заготовки на барабан, между ножевыми дисками которого установлена опорная гребенка из кинематически соединенных с барабано ножевых роликов 2. Недостатками известных устройств являются сложность конструкции визуальных индикаторов величины отклонения сопротивления заготовок радиодеталей от заданного номинала, их недо статочная надежность и, как следствие, слозкность эксплуатации этих уст ройств. Цель изобретения - упрощение конструкции и улучшение условий эксплуатации устройства. Это достигается тем, что устройство для нанесения контактных поясков на цилиндрические заготовки ради деталей, содержащее размещенные на основании приводной механизм с распределительным валом, механизм продольных перемещений заготовки, механизм нанесения с дисками, погруженными в ванну, механизм корректирования ширины контактных поясков с толкателем и, кулачком,установленным на валу, связанном с автономным приводным механизмом, и индикатор отклонения величины сопротивления заготовок от номинала, снабжено дополнительным кулачком, закрепленным на распредели тельном валу и находящимся в зацепле нии дополнительными зубчатыми колеса ми, одно из которых закреплено на распределительном валу, а два других размещены на основании и снабжены по водками, причем индикатор отклонения выполнен в виде муфты сцепления, свя занной с дополнительным кулачком рас пределительного вала, установленной на валу механизма корректировки и сн женной жеско связанной с ней указательной стрелкой и кулачком, свободно размещенным на том же валу, между поводками дополнительных зубчатых ко лес связанным с упомянутой стрелкой с возможностью их относительного поворота. На фиг. 1 изображена кинематическая схема устройства; на фиг, 2 схема механизма возврата в исходное положение индикатора отклонения вели чины сопротивления заготовок; на фиг. 3 - схема механизма корректировки ширины контактных поясков. Устройство содержит приводной механизм,- включающий электродвигатель с распределительным валом 2, зубчаты колеса 3-7, кулачки 8 и 9 и механизм корректировки ширины контактных поясков, включающий шаговый двигатель 10, подключенный к электронно-измери тельному прибору 11, вал 12 с установленным на нем .кулачком 13 корректировки ширины контактных поясков, на который опирается подпружиненный толкатель 14, служащий для продольного перемещения заготовки 15 и корректировки ширины контактных поясков Кулачок 9 механизма продольного пере мещения заготовки 15 и кулачок 13 ме ханизма корректировки ширины контактных поясков кинематически связаны между собой посредством толкателя 16. Устройство также снабжено визуальHfcOM индикатором отклонения величины сопротивления от заданного номинала и ширины контактных поясков, который выполнен в виде установленной на валу 12 муфты сцепления, состоящей из ведущей полумуфты 17 и ведомой полумуфты 18, которая кинематически связана посредством подпружиненного двуплечего рычага 19 с дополнительным кулачком 8, установленным на распределительном валу 2. На валу 12 установлен кулачок 20 и указательная стрелка 21, жестко связанная с полумуфтой 18. Указательная стрелка 21 расположена между двумя поводками 22 и 23, симметрично закрепленными на двух кинематически связанных между собой и с распределительным валом 2 зубчатых колесах 3. Визуальный индикатор содержит в зоне движения указательной стрелки 21 неподвижную шкалу 24 отклонения величины сопротивления заготовки 15 от номинала и ширины наносимых на ней контактных поясков от заданного значения. Для нанесения контактных поясков 25 на заготовку 15 в ванне 26 с серебряной пастой 27 установлен барабан с дисками 28. Длина 1 толкателя 16 равна расстоянию между выступом рабочего профилй кулачка 9 и впадиной противоположного рабочего профиля кулачка 13 в его исходном (нулевом) положении (см. фиг. 3). При этом кулачок 13 сбазирован на валу 12 со стороны кулачка 9 и не может сближаться с последним на расстояние, меньшее длины толкателя 16. Рабочий профиль кулачка 13 со стороны толкателя 16 выполнен с обеспечением перемещения последнего в осевом направлении на величину 2 , соответствующую максимальной величине корректировки (приращения) ширины контактных поясков 25, а профиль кулачка 13 со стороны толкателя 14 и заготовки 15 выполнен с обеспечением перемещения последних влево на величину, равную только половине максимальной величины корректировки (приращения) контактных поясков, т.е. 0,5 е, . В---результате этого независимо от изменения ширины контактных поясков базовый-размер от торца заготовки, опирающегося на торец толкателя 14, будет сохраняться постоянным. Это необходимо для последующей точной разрезки заготовки 15 на отдельные резисторы определенной длины, причем разрезка производится по середине поясков. Устройство работает следующим об.разом.
От электродвигателя 1 через распределительный вгш 2 вращение передается зубчатым колесам 3-7, кулачку 9 и дискам 28. При этом серебряная паста 27 из ванны 26 дисками 28 переносится на заготовку 15, на которой образуются контактные пояски 25 в результате вргицения заготовки 15 на дисках 28. Таким образом, контактные пояски 25 имеют необходимую задаваемую ширину, соответствующую ширине дисков 28, что, в свою очередь, соответствует заданному номиналу величины сопротивления заготовки 15. В этом случае профиль кулачка 9 при вращении не взаимодействует с толкателем 16, так как последний находится во впадине кулачка 13. Следовательно, заготовка 15 не будет Перемещаться в осевом направлении.
При отклонении величины сопротивления заготовки 15 без нанесенных на ней контактных поясков от заданного номинала контрольно-измерительный прибор 11 даст команду шаговому двигателю 10 на необходимый угол поворота, соответствующий величине компенсации отклонения величины сопротивления от заданного номинала. Это соответствует, например, части величины профиля кулачка 13 лК (см. фиг. 3). Толкатель 16 кулачком 13 на эту же величину л2. перемещается влево, в сторону кулачка 9. При этом вместе с полумуфтами 17 и 18 и кулачком 13 на этот же угол поворачиваются расположенные на валу 12 кулачок 20 со стрелкой 21.
Установка кулачка 13 совместно с полумуфтой 18, стрелкой 21 и кулачком 20 осуществляется шаговым двигателем 10 за время незначительного угла поворота распределительного вала 2, т.е. в то время, когда кулачок 9 противостоит кулачку 13 своей впадиной 2.. Следовательно, толкатель 16 свободно перемещается кулачком 13 влево. При повороте распределительного вала 12 кулачок 9 своим выступом величиной л C. воздействует на толкатель 16 и перемещает его и кулачок 1 а также подпружиненный толкатель 14 и заготовку 15 на величину Д., . Заготовка 15 перемещается относительно дисков 28, в результате чего изменяется ширина наносимых контактных поясков и, следовательно, производится корректировка величины сопротивления заготовки. Заготовка 15 подается к торцу толкателя 14 и на диски 28 с помощью укладчика (на чертеже не показан) только после поворота кулачка 13 на некоторый угол. Производится это за время незначительного угла поворота распределительного вала 2, т.е. так же, как производится нанесение контактных поясков 25 на заготовку 14. Так как заготовка 15 имеет диаметр 0,2-0,5 мм и, следовательно.
совершает несколько десятков оборотов при незначительном угле поворота дисков 28, диаметр которых в 200 раз больше диаметра заготовки.
Для анализа работы величина отклонения сопротивления от заданного номинала определяется оператором визуально по шкале 24.
После нанесения контактных поясков 25 заготовка 15 отводится от дисков 28 механизмом съема заготовки
o (на чертеже не показан). Кулачок 8 посредством .двуплечего, рычага 19 производит расцепление полумуфт 18 и 17, а поводки 22 или 23, в зависимости от направления отклонения,
5 возвр 1щают кулачок 20 вместе со стрелкой 21 и кулачком 13 в исходное положение, а полумуфты 17 и 18 вновь соединяются, и процесс работы повторяется.
Для удобства обслуживания шкала
0 24 отградуирована как в делениях отклонений величины сопротивления заготовок радиодеталей от заданного номинсша, так и в соответствующих этим делениям делениях ширины контактных
5 поясков, что позволяет оператору не только следить за процессом работы, но и, при необходимости, самому производить корректировку ширины наносимых контактных поясков путем раз0ворота стрелки 21 с полумуфтой 18 относительно кулачка 13. При этом для сохранения исходного (нулевого относительно шкалы 24) положения стрелки 21 кулачок 20, в свою очередь,
5 поворачивается относительно стрелки 21, т.е. возвращается в исходное положение относительно взаимодействующих с ним поводков 22 и 23. Формула изобретения
Устройство для нанесения контакт0ных поясков на цилиндрические заготовки радиодеталей, содержащее размещенные на основании приводной механизм с распределительным валом, механизм продольных перемещений заготовки, ме5ханизм нанесения с дисками, погруженными в ванну, механизм корректировки ширины контактных поясков с толкателем и кулачком, установленным на валу, связанном с автономным приводным ме0занизмом, и индикатор отклонения величины сопротивления заготовок от номинала, отличающеес я тем, что, с целью упрощения конструкции и улучшения условий эксплуатации, оно
5 снабжено дополнительным кулачком, закрепленным на распределительном валу и находящимися в зацеплении дополнительными зубчатыми колесами, одно из которых закреплено на распределительном валу, а два других размещены
0 на основании и снабжены поводками, причем индикатор отклонения выполнен в. виде муфты сцепления, связанной с дополнительным кулачком распределительного вала, установленной на валу