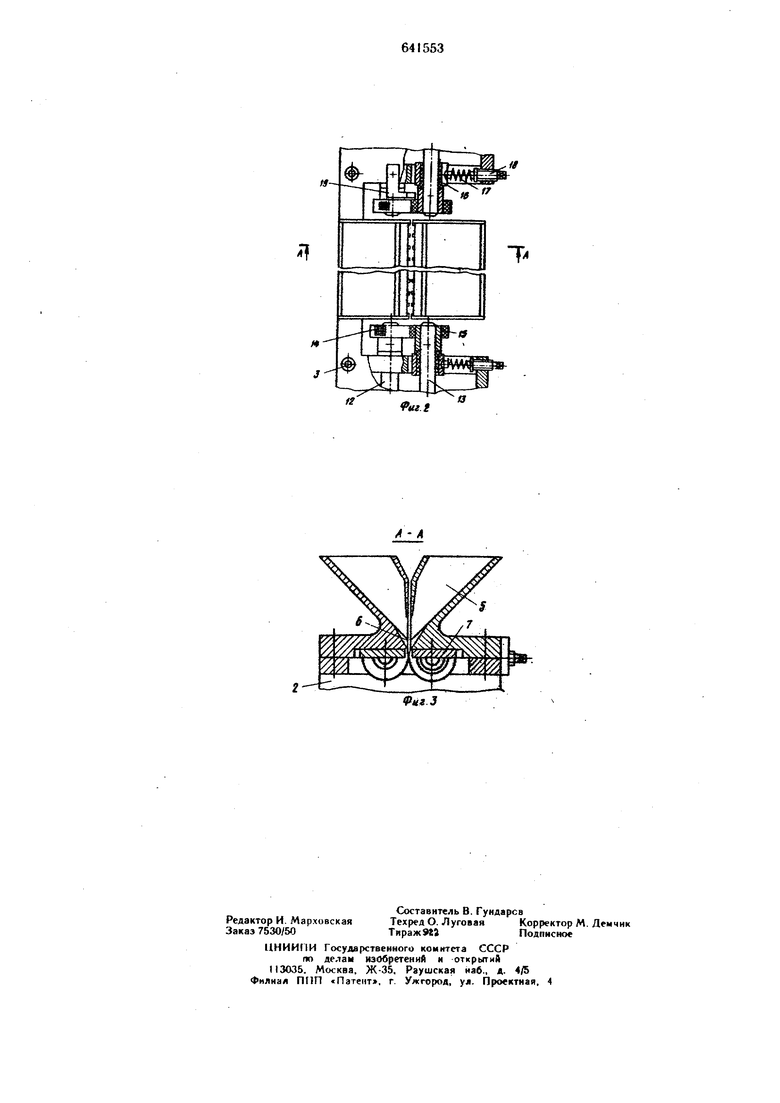
щим ролиХам 14, 15. Обрезиненные ролики 15 установлены в подвижных опорах 16 с пружиной 17 и регулировочным винтом 18. На фипьере 4 имеется упор 19 для задания ширины ненамазанной тхжоотводкой части ленточных заготовок. Устройство работает следующим образом Приводят в рабочее состояние технологическое оборудование, находящееся в одной поточной цепи с устройством намазки, например, сушильную печь. Проводят анализ паст на вязкость и замер температуры окру-, жающей среды. Затем по таблицам, составленным в процессе набора статистических данных, устанавливают скорость протягивания и выбирают фильеру с калибрующей щелыо; необходимой для получения нужной толщнйы электродов в зависимости от конкретных условий, т. е. от вязкости паст, температуры окружающей среды и т. д. Таких фильер может быть несколько в зависимости от количества групп толщвк электродов, намазываемых этим ycipofictBOM. .Выбранная фильера 4 устанавливается иа кронштейны 2. В бункеры Б загружается паста и запускается механизм протягивания. Ленточнай заготовка вставляется в зазор между бункерами, подается вниз, проходит между центрирующими выступами 6 и попадает в рабочий зазор фильеры. На выходе из калибрующей щели ленточная заготовка захватывается протягивающими роликами 14, 15, которые Я протягивают ее всю через фильеру. По мере надобности в бункеры добавляется васта. После намазки ленточиая заготовка отправляется на следующую операцию. В предложенном устройстве предотвращается задевание намазанных поверхностей ленты за нижние кромки калибрующих пла.нок, устраняются поперечные перемещения ленты. Так как ролики, покрытые эластичным материалом, катятся по шероховатой стороне ленты, а ролики с насечкой - по гладкой стороне, -и усилие их смыкания на ленте регулируемо, то это позволяет производить равномерную намазку необходимого размера без операции зачистки токоотводящей части. Формула изобретения Устройство для намазки пастой ленточных заготовок электродов щелочных аккумуляторов, содержащее механизм протягивания заготовок и размещенную над ним фильеру с бункером, центрирующими выступами и планками, образующими калибрующую щель, отличающееся тем, что, с целью устранения поперечных перемещений ленточных заготовок и обеспечения равномерности намазки, механизм протягивания выполнен из двух пар роликов, оси вращения которых совпадают с нижними плоскостями калибрующих .планок, причем ролики по одну сторону от калибрующей щели имеют зубчатую насечку, а по другую - покрыты эластичным материалом и установлены в подпружиненных подвижных опорах, снабженных регулировочными винтами. Источники информации, принятые во внимание пря экспертизе: 1.Авторское свидетельство № 170450, кл. Н 01 М 4/80, 1965. 2.Заявка № 2056028/24-7, кл. ,Н 01 m 35/18, 1975, по которой-принято решение о выдаче авторского свидетельства.

flag
