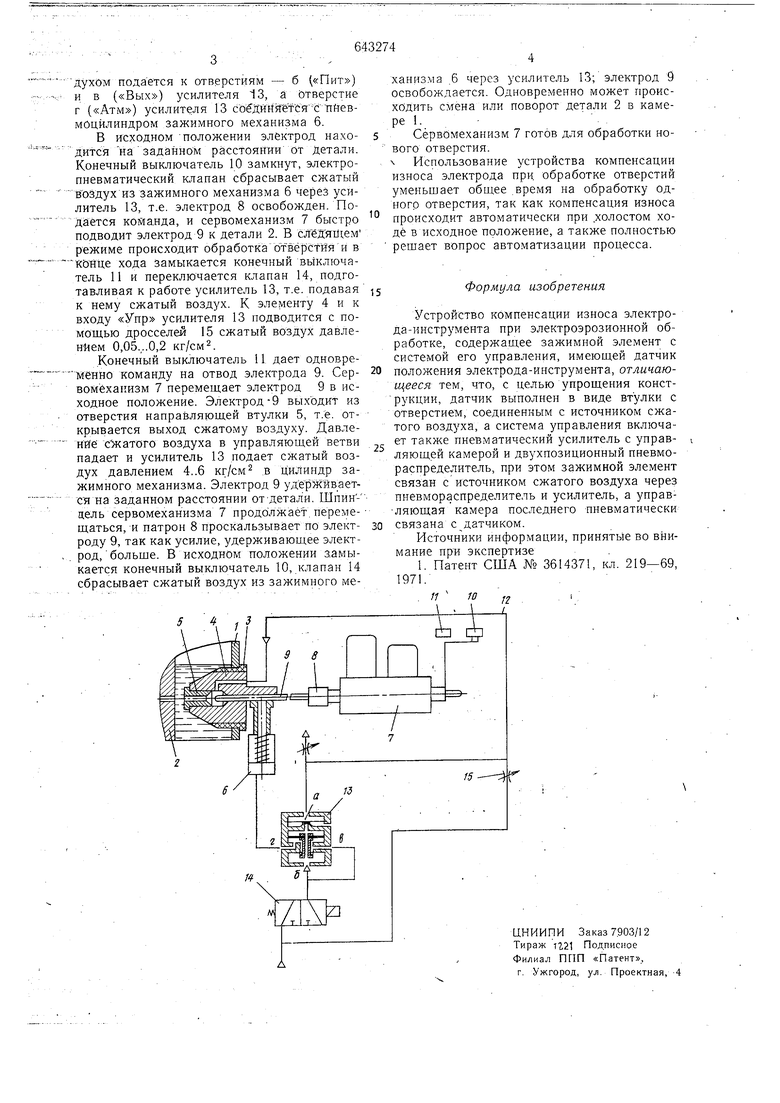
Изобретение относится к электрофизическим методам обработки. Известно устройство компенсации износа электрода-инструмента при электроэрозионной обработке, содержащее электрическое приспособление, считывающее положение электрода относительнЪ детали, челнок, перемещающий электрод до контакта с деталью, каретку, перемещаемую сервоприводом. Для захвата электрода челнок и каретка имеют по два пневмоцилиндра, управляемых четырехходовым распределителем. Челнок перемещается отдельным гидроцилиндром 1. Однако это устройство характеризуется сложностью цикла компенсации износа, наличием элементов пневматики, гидравлики и электронной схемы. Для создания менее сложного устройства автоматической компенсации износа электрода при электроискровой обработке мелких отверстий датчик положения электрода выполнен в виде втулки с отверстием, к которому подведен сжатый воздух давлением 0,1-0,2 кг/см, а система управления включает также пневматический усилитель с управляющей камерой и двухпозиционный пневмораспределитель, при этом зажимной элемент связан с источником сжатого воздуха через пневмораспределитель и усилитель, а управляющая камера последнего пневматически связана с датчиком. На чертеже дана схема предлагаемого устройства. Оно состоит из камеры 1, заполняемой рабочей жидкостью, в которой устанавливается деталь 2. В стенке камеры вместе с изолирующей втулкой 3 смонтирован датчик 4 положения электрода с направляющей втулкой 5, несущий зажимной механизм 6. Сервомеханизм 7 имеет полый щпиндель с патроном 8, в который вставляется электрод 9. Сервомеханизм перемещает электрод 9 от исходного положения, определяемого конечным выключателем 10 до крайнего положеиия, определяемого конечным выключателем 11.Пневмрсист ема 12 устройства имеет усилитель 13, клапан 14, электропневматический и регулируемые дроссели 15. Сжатый воздух подводится к клапану 14 и через дроссели 15, понижающие давление до 0,05-0,2 кг/см - к отверстию Q-(«ynp) усилителя 13 и к датчику 4 положения электрода. От клапана 14 питание сжатым воз
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2002 |
|
RU2228258C2 |
| Пневмогидравлический привод многоместных зажимных приспособлений технологического оборудования | 1977 |
|
SU1022801A2 |
| Устройство для отсоса пыльного воздуха из бункеров при пневматической загрузке сыпучими продуктами | 1983 |
|
SU1149867A3 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ ПРИВОДА ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2266439C2 |
| Способ электроискровой прошивки ряда отверстий | 1977 |
|
SU625892A1 |
| Управляющее устройство | 1980 |
|
SU959039A1 |
| Сверлильная головка | 1984 |
|
SU1237320A1 |
| Устройство для определения зазора | 1982 |
|
SU1152776A1 |
| Пневматический привод с устройством для останова рабочего органа на упоре | 1978 |
|
SU779005A1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ С ОДНОСТОРОННИМ УПРАВЛЕНИЕМ ПРИВОДА ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2242575C1 |
