1
Изобретение относится к области электроискровой обработки, в частности к способу обработки мелких отверстий диаметром до 5 мм.
Известен способ электроискровой нрошивки ряда отверстий в токопроводящих деталях вращающимся электродом-инструментом, совершающим циклическое возвратно-поступательное перемещение 1.
Недостатком известного способа является сложность цикла обработки и сложность компенсации износа электрода-инструмента посредством электронного устройства.
Целью изобретения является получение отверстий повьиненной точности в автоматическом режиме с обеспечением надежности процесса и высокой производительности.
Это достигается тем, что электрод-инструмент помещают во втулку с боковым отверстием, через которое подают сжатый воздух, и по изменению давления при отводе электрода-инструмента осуществляют его фиксацию на заданном расстоянии от детали.
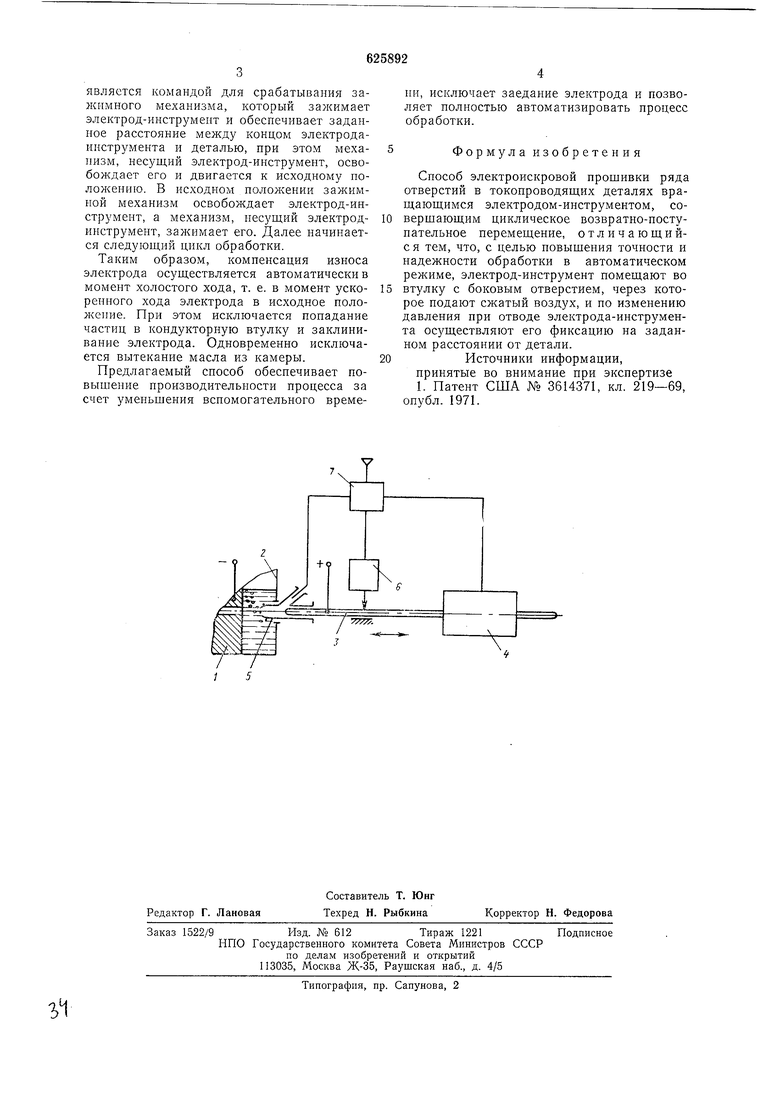
На чертеже показана общая схема обработки, согласно предлагаемому способу.
Деталь 1 установлена в камере 2, заполняемой рабочей жидкостью. Электроду-инструменту 3 сообщается вращение и пере2
мещение при помощи механизма 4. Вблизи детали расположена кондукторная втулка 5, к которой через боковой канал подводится сжатый воздух. Кроме того, на чертеже изображены зажимной механизм 6 и пневмосистема 7.
Обработка ведется калиброванным электродом-инструментом, длиной около 500мм, которому сообщается вращение, ускоренное перемещение при подводе к детали и отводе и подача в следящем режиме. Механизм 4 имеет два фиксированных крайних положения. К детали и электроду-инструменту подводится технологический ток
от генератора имнульсов. Деталь установлена в камере, заиолняемой маслом.
Электрод-инструмент ускоренно перемещается к детали, в следующем режиме производится обработка отверстия. После
обработки отверстия подается команда на ускоренный отвод электрода-инструмента. Электрод-инструмент, перемещаясь, открывает боковой канал, в который подается сжатый воздух под давлением 0,1-0,3
кг/см. Воздух устремляется в центральный канал направляющей втулки и выходит в камеру, отсекая доступ масла со взвещепными частицами щлама. Одновременно происходит незначительное падение давления
подводимого сжатого воздуха. Это надение
является командой для срабатывания зажимного механизма, который зажимает электрод-инструмент и обеснечнвает заданное расстояние между концом электродаинструмента н деталью, при этом механизм, несущий электрод-инструмент, освобождает его и двигается к исходному положению. В исходном нолол ении зажимной механизм освобождает электрод-инструмент, а механизм, несущий электродинструмент, зажимает его. Далее начинается следующий цикл обработки.
Таким образом, компенсация износа электрода осуществляется автоматически в момент холостого хода, т. е. в момент ускоренного хода электрода в исходное положение. При этом исключается попадание частиц в кондукторную втулку и заклинивание электрода. Одновременно исключается вытекание масла из камеры.
Предлагаемый способ обеспечивает повыщение производительности процесса за счет уменьшения вспомогательного времени, исключает заедание электрода и позволяет полностью автоматизировать процесс обработки.
Формул а и 3 о бретени я
Способ электроискровой прошивки ряда отверстий в токопроводящих деталях вращающимся электродом-инструментом, совершающим циклическое возвратно-поступательное перемещение, отличающийс я тем, что, с целью новыщения точности и надежности обработки в автоматическом режиме, электрод-инструмент помещают во
втулку с боковым отверстием, через которое подают сжатый воздух, и по изменению давления при отводе электрода-инструмента осуществляют его фиксацию на заданном расстоянии от детали.
Источники информации,
принятые во внимание при экспертизе 1. Патент США № 3614371, кл. 219-69, опубл. 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для компенсации износа электрода-инструмента | 1977 |
|
SU643274A1 |
| Переналаживаемый кондуктор | 1986 |
|
SU1388198A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Устройство для сверления | 1991 |
|
SU1816566A1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Электроискровой станок для обработки микродеталей | 1987 |
|
SU1495034A1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
V
