1
Изобретение относится к области обработки металлов давлением и предназначено для зшравлений гидравлическими прессами для прессования железа статоров турбогенераторов, для изготовления диафрагм к форматорам-вулканизаторам, технологический цикл которых состоит из чередующихся онераднй разной нродолжнтельности..
Известно устройство унравлеиия гидравлическим прессом, содержащее блок управления технологическим никлом работы пресса, соединенный своими выходами с электроприводом тидроаннаратуры и блоком иидикадии, а входом - с датчиком обратной связи 1.
Недостаток известного устройства унравления гидравлическим прессом заключается в том, что включение сигнализации после сбоя в цикле, а также отключение пресса или отдельных его устройств произойдет только через промежуток времени, превышающий время всего технологического цикла, независимо от того, во время какой из операций цикла произошел сбой.
Такое запаздывание сигнала сбоя увеличивает время простоя пресса и не исключает его поломки.
Цель изобретения - повышение производительностн.
Это достигается тем, что устройство снабжено программным задатчиком допустимой продолжительностн каждой операции технологического Цикла, вход которого
соединен с блоком управления технологическим циклом работы пресса, а выходы - соответственно с входами реле времени контроля продолжительности всех нечетных операций технологического цикла и реле времени контроля продолжнтельности четных операций.
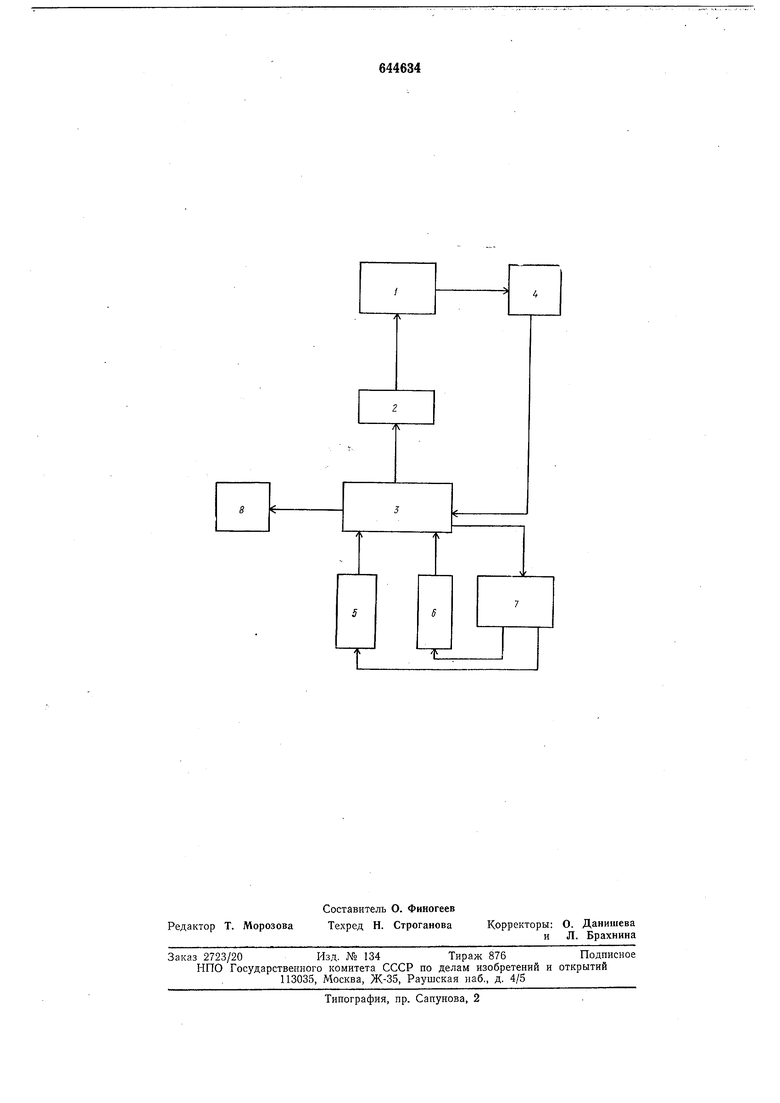
На чертел е дана структурная схемаустройства зправления гидравлическим прессом.
Управление технологическим циклом гидравлического пресса 1 с электроприводом 2 осуществляется блоком 3 управления. Контроль положения рабочих органов пресса и параметров технологического процесса осуществляется датчиками 4 блока обратной связи. Контроль продолжительности операций технологического цикла осуществляется поочередно реле 5 н 6 времени. Перестройка выдержек времени реле
5 н 6 осуществляется программным задатчиком 7 продолжительности операций технологического цикла. Индикация сбоя цикла осуществляется блоком 8 индикации. Устройство управления гидравлическим
прессом работает следующим образом.
Движения рабочих органов пресса 1 в соответствии с последовательиостыо оиераций технологического цикла осуществляются ио командам блока 3 уиравления технологическим циклом. Длительность каждой операции цикла известна заранее. Это позволяет при помощи программного задатчика 7 продолжительности операций технологического цикла по сигналам блока 3 управления осуществлять настройку реле времени, работающего во время данной операции, на выдержку времени, превыщающую продолжительность данной операции.
Пусть, например, технологический цикл работы гидравлического пресса состоит из п операций. По команде блока 3 управления начинается первая из операций. Одновременно по команде того же блока 3 программный задатчик 7 осуществляет настройку реле 5 времени, контролирующего продолл ительность нечетных операций, на выдержку времени большую, чем допустимая продолжительность первой операции. Например, первая операция технологического цикла работы гидравлического пресса для диафрагм - операция опускания зажимного диска, длится 7-8 сек. Реле 6 времени настраивается на выдержку времени, превыщающую 8 сек., например на 10 сек. Идут одновременно первая операция цикла (опускаиие зажимного диска) и отсчет выдержки времени на реле 5 времени. Сигнал об окончании первой операции поступает от соответствующего датчика 4 блока обратной связи в блок 3 управления, в котором формируется команда на начало второй операции технологического цикла. По этой команде, поступающей в программный задатчик 7, последний отключает реле 5 времени и осуществляет включение и настройку реле 6 времени, контролирующего продолжительность и четных операций технологического цикла. Идут одновременно вторая операция и отсчет выдержкн времени на реле 6 времени. По окончании выполнения второй операции осуществляется поочередно переход к третьей, четвертой и т. д. Таким образом, в течение всего технологического цикла осу
ществляется контрольный отсчет времени каждой из операций поочередно на реле 5 и 6 времени. В случае, если одна из операций не окончилась к моменту отсчета времени соответствующим реле, то это реле подает команду в блок 3 управления о сбое в работе пресса. Из блока управления поступит сигнал в блок 8 индикации, который выдаст световой или звуковой сигнал о сбое цикла с указанием конкретной операции, при выполнении которой произощел сбой. Прп необходимости по аварийному сигналу может быть отключен весь пресс путем отключения электропривода 2, либо одно из устройств, входящих в состав пресса, включенное состояние которого после сбоя может привести к аварии.
Внедрение предлагаемого устройства позволит уменьщить время простоя пресса за счет сокращения времени поступления сигнала сбоя в цикле и за счет оперативного определения причины сбоя. Это для гидравлического пресса обеспечивает увеличеиие производительности в среднем на 5%.
Формула изобретения
Устройство управлеиня гидравлическим прессом, содержащее блок управления технологическим циклом работы пресса, соединенный своими выходами с электроприводом гидроаппаратуры и блоком индикации, а входом - с датчиком обратной связи, а также реле времени, отличающееся тем, что, с целью повыщения производительности, оно снабл ено программным задатчиком допустимой продолжительности каждой операции технолбгического цикла, вход которого соединен с блоком управления технологическим циклом работы пресса, а выходы - соответственно с входами реле времени контроля продолжительности всех нечетных операций технологического цикла и реле времени контроля продолжительности четных операций.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3574896, кл. 18-30, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления гидравлическим прессом | 1978 |
|
SU682391A1 |
| Устройство для управления автоматизированным прессовым оборудованием | 1983 |
|
SU1131678A1 |
| Устройство для управления автоматическими линиями обработки деталей | 1983 |
|
SU1135820A1 |
| Устройство автоматического управления электроприводом центрифуги | 1987 |
|
SU1618451A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАЛ\Л\НОГО УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 1969 |
|
SU248818A1 |
| Программное реле времени | 1976 |
|
SU570933A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для автоматического управления поливом при подпочвенном орошении | 1985 |
|
SU1296057A1 |
| Автоматическое предупредительно-оповестительное устройство переездной железнодорожной сигнализации | 2018 |
|
RU2681792C1 |
| Устройство управления вакуум-загрузчиком для подачи сыпучего материала в бункер технологического оборудования | 1986 |
|
SU1452749A1 |